纯碱物料运输布置方案的优化设计
2012-09-08郎冰峰
刘 昶,郎冰峰
(1.大连化工研究设计院,辽宁 大连 1 1 6 0 2 3;2.正大能源材料(大连)有限公司,辽宁 大连 1 1 6 0 2 1)
纯碱物料运输布置方案的优化设计
刘 昶1,郎冰峰2
(1.大连化工研究设计院,辽宁 大连 1 1 6 0 2 3;2.正大能源材料(大连)有限公司,辽宁 大连 1 1 6 0 2 1)
介绍将纯碱从煅烧工序输送至包装工序的设计过程,提出两套设计方案进行优化对比,最终选取最佳设计方案。
纯碱;粉体物料;运输布置;方案;优化设计
在纯碱生产企业中,成品物料的运输是保障整个系统正常运行的重要环节,运输布置的建设投资和占地面积在整个纯碱装置投资建设中都占有很大比重,所以对多种物料运输布置方案进行对比,使得最终方案能更加合理,显得十分重要。
运输布置原则应注意以下几个重要环节:
1)要与总图专业互相配合,在厂区内合理布置整个输送系统。
2)进行布置设计时,要考虑到是否有将来扩建的可能;如果需要分期建设,就需要对前期和后期的设计进行合理的衔接考虑,尽可能减小对生产的影响。
3)工序之间布置原则要求紧凑,力求满足工艺流程的前提下,减少转运的次数,减少运输设备的数量。
4)若物料不是单一品种,按工艺要求不允许混料,就要严格划分,单独运输;如果没有详细要求,可以考虑共用一条主线进行运输。
5)必须要考虑生产安全,便于日后的操作和日常维护检修。
下面以纯碱物料运输布置设计实例进行说明。
1 主要设计原始数据
1)物料为纯碱,生产波幅1 0%,年运行8 0 0 0h。
2)一期设计能力为4 0万t/a,二期设计能力为1 0 0万t/a。
3)煅烧工序中轻灰炉与重灰炉单台能力约2 0万t/a,一期上轻灰炉2台、重灰炉1台,保证一期轻灰4 0万t/a和重灰2 0万t/a能力;二期预留3台轻灰炉和2台重灰炉,保证二期轻灰1 0 0万t/a和重灰6 0万t/a能力。
2 工艺流程图

图1 纯碱物料运输工艺流程图
3 两套设计方案对比
纯碱生产装置布置方式有多种,我们在设计中从整个纯碱流程和厂区布局考虑,采用多条栈桥单独输送路线。甲方负责人员从项目设计的土建和设备成本出发,对我方设计方案并不十分理解和认可,并提出多条栈桥规整为一个栈桥且总输送路线的机运设备能够互换,且走一条并行主线。
针对甲方提出的问题和要求,我方在设计过程中对这两套布置方案进行了详细的阐述和对比论证,并在第一时间给予甲方答复,得到了甲方的充分认可。
以下对两套布置方案进行详细的分析说明。
3.1 方案一
1)每套系统能力约2 0万t/a,单套系统物料经由凉碱机凉碱后,再由栈桥运输设备运送到包装工序,经筛分后入仓储存待包装。每套煅烧炉配合一条运输路线对应一套包装系统,操作灵活,相互线路之间不影响,单套运输路线的运输设备能力达到2 5万t/a的能力即可,运输设备成本低,也没有超长的设备,运行起来相对稳定。见图2。
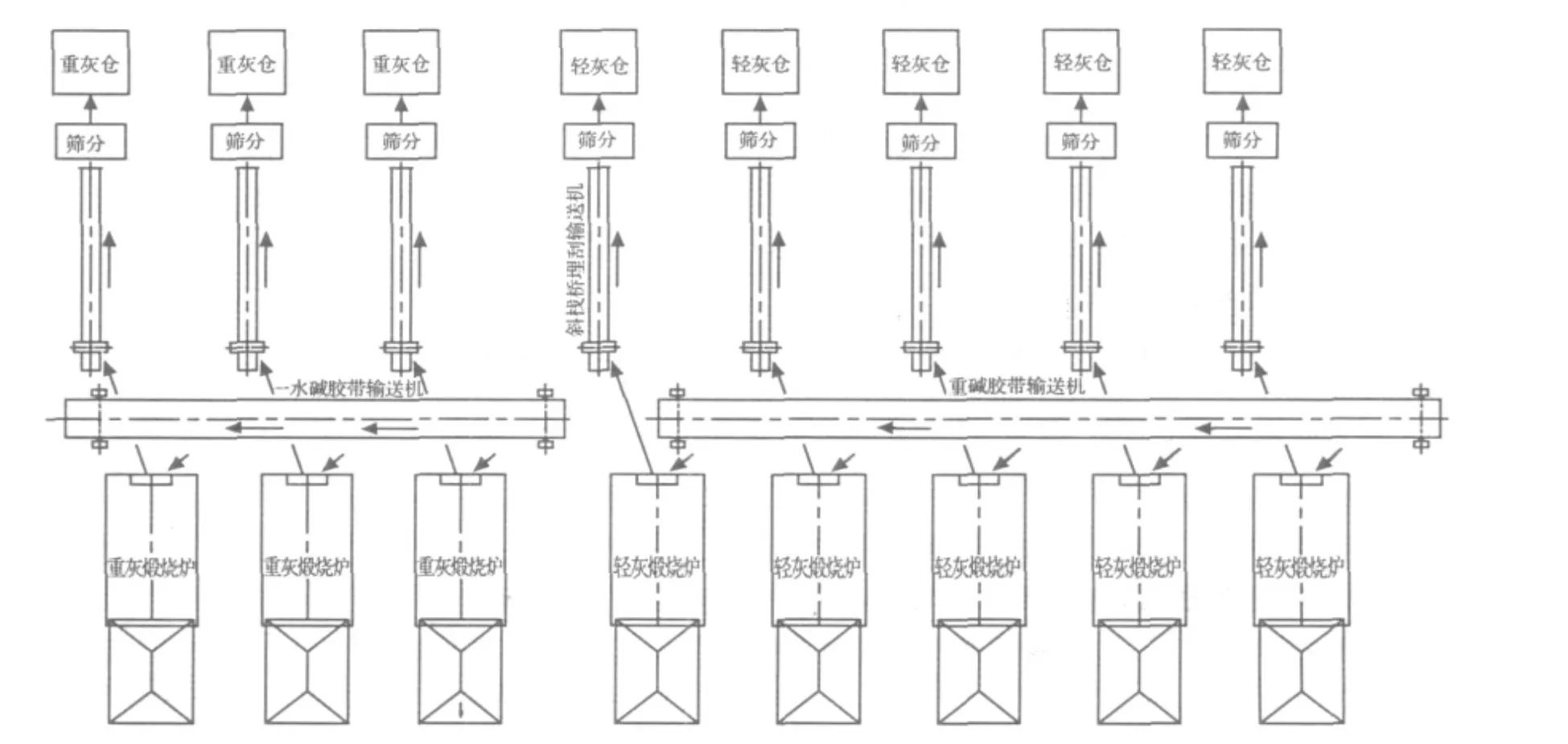
图2 方案一平面布置图
2)采用8条栈桥,运输设备(埋刮板输送机)二期总投入为1 6条,凉碱机二期总投入8台。
3)虽采用8条栈桥,但可以依照甲方实际需要进行阶段性施工,单条栈桥宽度3m即可,栈桥斜运输设备选取J M C 4 0型埋刮板即可达到运输能力要求。
该方案栈桥虽达到8条,但是可以分阶段施工,并且单条栈桥承载低,单线运输设备能力小,运行可靠,相对稳定,各个线路之间不互相影响,运输设备成本较低。
3.2 方案二
1)每套煅烧炉能力约2 0万t/a,单套轻灰物料从煅烧炉出料后,进入凉碱机凉碱,再分别汇入两条贯穿整个煅烧厂房的水平埋刮板输送机,再转运到两条斜埋刮板输送机运送到包装工序,经筛分后入仓储存待包装。单套重灰物料从煅烧炉出料后,进入凉碱机凉碱,再经过由一条贯穿整个煅烧厂房的水平埋刮板输送机转运到一条斜埋刮板输送机运送到包装工序,经筛分后入仓储存待包装。轻灰系统两条栈桥斜埋刮板输送机和重灰一条斜埋刮板输送机共用一条栈桥。主运输线路考虑为轻灰两条主线可以相互备用,重灰一条主线。见图3。
2)此运输布置中,对主线运输设备的能力提出了较高的要求,其中:
单条水平轻灰主线埋刮板输送机采用J MS 5 5型,能力约1 2 8t/h,总长约6 0m,几乎接近设计长度上限值,并且两条主线并行布置需要足够的宽度和高度空间,图中便是局部降低转运楼层来释放一定的空间;
图3 方案二平面布置图
单条垂直轻灰埋刮板输送机采用J MC 6 3型,能力约为1 2 7t/h,提升高差约2 5m,已经超出该标准型号的设计上限;
单条水平重灰埋刮板输送机采用J MS 4 0型,能力约为1 0 0t/h,长度接近5 0m;
单条倾斜重灰埋刮板输送机采用J MC 4 0型,能力约为1 0 0t/h,提升高度差约2 5m,也已超出该标准型号的设计上限。
3)采用1条栈桥,运输设备(埋刮板输送机)二期总投入为1 7条,凉碱机二期总投入8台。
4)栈桥宽度需要满足3条主线并行斜埋刮板输送机布置要求,达到8.1m,倾斜角度约为2 1°。
5)轻灰主运输路线上的两条埋刮板输送机可以互相交叉备用,单条需要满足1 0 0万t/a的能力要求所以采用了大型号的高效输送机,并且运输距离较长,相对不可靠,运行也不稳定。
该方案采用轻灰2条主线和重灰1条主线,虽然栈桥个数减少到了1条,但单条栈桥并行3条主线运输设备,栈桥宽度增加,包装工序也增加了转运分配的主线埋刮板输送机,并且单条主线运输设备能力增大,对煅烧厂房空间有更大的要求,设备成本较高,运行也不稳定。
4 结 论
对比以上两套运输布置方案,我院采用方案一作为最终设计方案。
回顾整个运输布置思路和设计过程,今后的设计工作中在考虑运输布置设计原则条件下,还要充分综合考虑设计的整体性、合理性、可行性和经济性等因素,再进行多方案的对比,才能得出相对满意的设计方案。
[1] 应美玕,梁庚煌.机械化运输工艺设计手册[M].北京:化学工业出版社,1 9 9 8
T Q 0 2 2.3
B
1 0 0 5-8 3 7 0(2 0 1 2)0 5-3 5-0 3
2 0 1 2-0 6-0 3
