水下泥泵推力轴承底座设计
2012-09-07天津中交博迈科海洋船舶重工有限公司闫金忠商立忠刘秀丽供稿
(天津中交博迈科海洋船舶重工有限公司闫金忠,商立忠,刘秀丽 供稿)
水下泥泵推力轴承底座设计
2011年7月,我公司完成了天航局“天狮”号3 000 m3绞吸式挖泥船水下泵推力轴承底座的换新工作,经过近一年的使用,反映良好。换新前,由于水下泥泵在工作状态下产生的震动未能被底座有效的控制,震动剧烈,对船体结构、船上设备以及人员均有较大影响。换新后,有效控制了底垫震动过大的问题。
1 绞吸式挖泥船工作原理及存在的问题
绞吸式挖泥船在开挖过程中,利用位于吸泥管入口后端的离心式水下泥泵的作用,在吸入口产生一定的真空将绞刀旋转搅松的泥沙随水吸入泥管中,再通过泥泵后的排泥管将泥沙浆输送到规定的抛泥区内。水下泥泵泥水流量近10 000 m3/h,因而水下泥泵推力轴承底座受力很大。
在现场实测中发现以下问题:①原底座板厚较薄,结构形式不合理且结构强度较小。②推力轴承底座上的卡带与推力轴承的卡槽间隙过大。水下泵在长期工作状态下产生大量的磨擦,导致间隙变大,卡带不能完整卡住水下泵轴套,使水下泵工作时振动加大。③推力轴承底座与泵壳链接处法兰密封不好,法兰腐蚀严重。在多重因素下使挖泥船在工作状态时振动幅度过大。
2 底座设计
在没有图纸的情况下,我们采取了增强结构的方案,在保证卡带距离及轴线距底座底板高度的基础上,重新进行了底座的设计,如图1。
1)筒体采用25 mm船板,底座首部进行加长,探出卡带1 200 mm,并在底座首部对应前结构位置新加4块肘板,使卡带1受力增大。底座外板按圆筒下料,保证整体性。在减轻孔上增加扁铁圈以补强。
2)底座底板增厚为40 mm,底板与推力轴承基座的固定螺栓孔进行现场配开,以保证螺栓孔的位置精确。
3)卡带1厚度加厚为120 mm,卡带两侧的螺栓孔增加至左右各2个,螺栓直径为30 mm。作用是加强卡带1的强度。
4)在底座外板、法兰1、法兰2之间增加7块板厚为50 mm肘板,肘板连接这3个构件,纵向贯通。
5)在卡带2与法兰1之间增加4块板厚为40 mm肘板,肘板连接法兰1与卡带2的腹板,使卡带前后受力分布均匀。
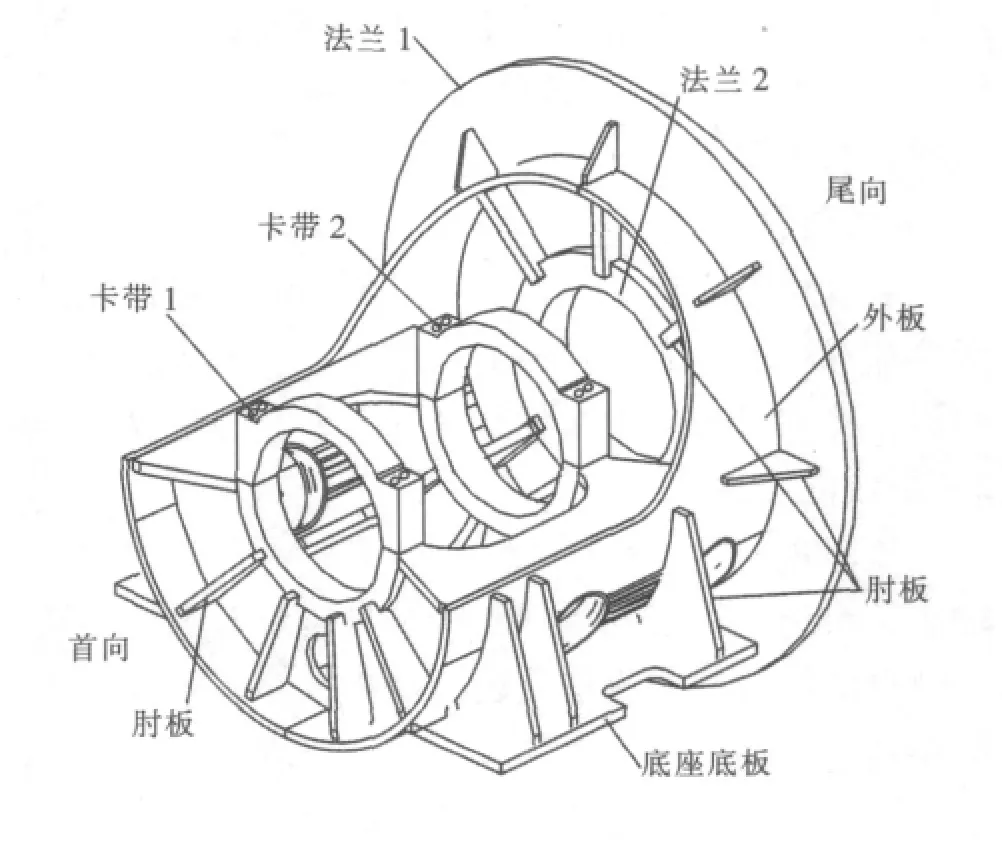
图1 水下泵推力轴承底座部件示意图
3 设计后加工
1)底座成形以后,对卡带1、卡带2、法兰2整体进行机加工,在加工时需要提前把卡带的上下半圆用螺栓拧紧,以保证同轴度。由于卡带2需要卡在轴套上的卡槽里,卡槽的截面是梯型,所以卡带2的两侧加工角度以卡槽为准。卡槽的作用是为了防止轴套的前后移动。在卡带2上半块内径中心处有一个定位销孔,与轴套相应位置处定位销孔相同直径31 mm,深35 mm。此孔是用定位销链接,防止轴套转动。
2)在法兰1的尾向加了一道内径1 991 mm、宽15 mm、深3 mm的密封槽,加上密封圈后起到第一道密封作用, 防止海水进入泵壳内部,在法兰1最大外径与内径1 975 mm之间需要进行机加工抄平,平面高度与焊接在法兰1尾侧的圆环高度差为50 mm。
3)在底座法兰1的尾侧有道宽45 mm外径为1 975 mm圆环。圆环外侧有道15 mm×15 mm的密封槽,加上密封圈后起到第二道密封作用,防止海水进入泵壳内部。
4 注意事项
1)底座结构焊接时需要保证垂直构件的垂直度和同轴构件的同轴度。垂直公差为0.05 mm,同轴度为0.10 mm。在不同构件垂直同一构件时还要保证不同构件的平行度,平行公差为0.05 mm。
2)为保证水下泵推力轴承底座的同轴度以及轴线的准确。构件焊接时需要考虑到加工余量问题。底座所有构件焊接完毕后进行退火,消除焊接应力防止加工后变形,然后整体进行机加工,所有需要机加的构件在下料时都要提前加上加工量。
3)底座整体机加工以圆环尾向与法兰2的尾向为同一基准面。所有横向构件位置都以此基准面为基础测量得出。主要包括法兰2的基准面首向105 mm起台处及起台宽度,卡带1和卡带2的位置。
4)所有机加工件,加工面的光洁度均为3.2,密封槽夹角需开倒角。
U672
C
1001-8328(2012)05-0057-01
(天津中交博迈科海洋船舶重工有限公司闫金忠,商立忠,刘秀丽 供稿)