直读铁谱在舰船机械状态监测上的应用
2012-08-29杜柱石
杜柱石,何 雷
(海军91202 部队,辽宁 葫芦岛 125004)
现代舰船种类型号多样,舰船上需要使用润滑油的机械设备更是多种多样,包括主机、副机、齿轮箱等设备,在这些舰船机械发生的故障类型里,磨损类故障占机械设备总故障率的60%~70%。因此,利用润滑油分析技术对磨损类故障诊断,是非常有效的手段。
铁谱技术是利用高梯度的强磁场,将机械润滑油中所含的产生于磨损或其他的机理磨粒,按其粒度大小依序分离出来,并通过对磨粒的形貌、大小、成分以及粒度分布等,进行定性和定量观测,获得有关摩擦副和润滑系统工作状态的重要信息。直读式铁谱仪主要用来进行定量分析,即监测油液中的粒度分布情况,进而得出油液的污染度和机械的磨损度。通过对分析油样的快速测试和定量数据的趋势评估,回答设备“是否有问题”。
铁谱技术可分析润滑油中所含铁磁性金属磨损颗粒,其中分析铁谱可进行定性分析,直读铁谱可进行定量分析。通过对磨粒的定性、定量分析,可达到监测机械设备用油部位磨损状态及故障诊断的目的。直读铁谱仪操作迅速、简便,且价格低廉,可应用于油润滑的机器中,作为防止零件失效的判断(预测)方法,它对于零件磨损加剧的征兆—磨屑浓度和尺寸分布的变化是很敏感的,特别是针对舰船的传动系统、液压系统的轴承等易磨损部位。
本文采用ZTP-X2 型直读铁谱仪,对某型船用齿轮箱在用润滑油进行了跟踪监测。
1 直读铁谱仪分析方法
直读铁谱仪能够定量地分析油样中大小磨粒的浓度,是一种定量分析的铁谱仪,具有结构简单、制谱与读谱合二为一、分析过程简便迅速并且价格便宜的优点。
1.1 常用定量分析判据
直读铁谱仪以DL和DS为基本定量分析参数,即每mL 分析油液中,存在的磨粒相对含量百分数,单位为%/mL,其中DL表征大磨粒(>5 μm),DS表征小磨粒(1~2 μm)。
DL和DS可以粗线条地表征油样中磨粒的粒度分布特点,但如果要全面、灵敏地反映油样中磨粒量的变化,还需要其他定量分析判据。
(1)LPC 为磨损烈度。定义:LPC=DL- DS,为大、小磨粒读数之差。其含义为在总磨损量中,严重磨损的大颗粒所占比重的大小。它是不正常磨损的一个重要标志,对大磨粒的变化比较敏感。
(2)IS为磨损烈度指数。定义:IS= DL×(DL-DS),它同时敏感于油样中的磨粒总量和大磨粒的浓度,综合地反映了磨损速率和磨损量。
(3)WPC 为磨粒浓度。定义:WPC=(DL+DS)/N,N 为分析油样的体积分数稀释度,常用于需要经常调整油样量或磨粒浓度需要稀释的场合。
(4)PLP 为大磨粒百分数。定义:PLP= [(DL–DS)/(DL+DS)]×100%,PLP 主要反映大磨粒量占总量的份额,对于机器的严重磨损十分敏感。
(5)∑(DL+DS)和∑(DL - DS)为磨粒浓度和磨损烈度累加值。
这是两个同时使用的判据。在稳定的正常磨损阶段,两指标在对时间的曲线图上,都应是斜率不变、平行走向的直线。一旦斜率陡增,而且突然相互靠拢,则表明出现异常磨损。
选择哪一项指标作为定量分析的判据,要根据应用场合的具体情况而定,并非越复杂越好。对于粒度分布差异较小的船用机械设备油样,因为DL与DS值十分接近,为了提高判据的灵敏度,就可以选择IS(磨损烈度指数)判据,IS同时敏感于油样中的磨粒总量和大磨粒的浓度,综合反映磨损速率和磨损量,比较适用分析磨粒浓度值偏小的润滑油。
1.2 磨损定量趋势分析
设备在运转期内,其磨损过程分为3个阶段:磨合阶段、正常磨损阶段和急剧磨损阶段。
设备工作状态正常时,铁谱定量分析判据随着时间的变化趋势平缓,通过对大量的样本测试数据求平均值,可以得出设备运转正常的磨损基线值,从而定出3 条控制线,以便从时间上把握设备的工况和磨损状态,3 条控制线包括:基准线、警告线和危险线,如图1 所示。
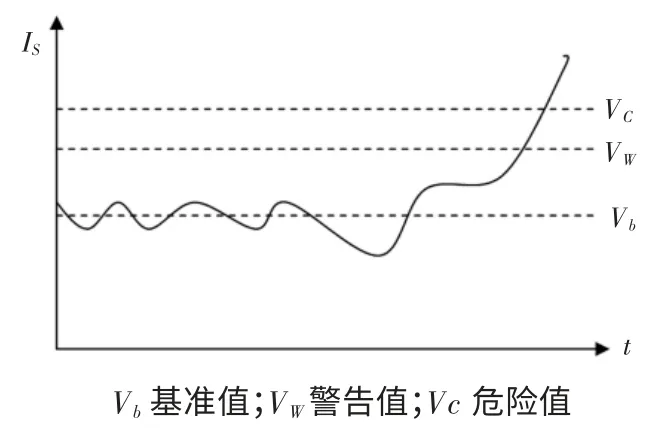
图1 三线值法示意图
1.3 控制线数值的计算方法
3 条控制线数值计算方法如下:
(1)基准值Vb。Vb=0.8(D+2 S),式中,D 为“正常”样本{Di }(i =1,2,…,n)的数学期望值,即算术平均值。
(2)警告值VW。VW=D+S2。以样本{Di}的统计量标准方差S2作为随机方差б2的估计量,其中,S即样本标准差。
(3)危险值Vc。Vc=D+3S。
1.4 判断结论
在建立3个阈值之后,对于一个己测出直读数DL和DS,并计算出IS值的油样,在判断其是否正常时,按以下几种情况,分别得出各自的结论:
(1)当监测的特征参数IS<Vb时,磨损状态处于正常区域,设备能够安全可靠地工作;
(2)当Vb<IS<VW时,是发展为异常磨损的前兆,有必要引起注意,应加强对设备的监测,一旦发现问题可及早处理;
(3)当VW<IS<Vc 时,磨损状态处于警告区域,此时设备的磨损处于异常状态。由异常磨损达到失效需要经历一个过程,在这一过程中磨粒的IS值将以较快速率增大,虽然发生了不正常磨损,但还不至于立即发生故障失效,因此,称VW为警告线,可据此立即采取措施,避免状况的恶化;
(4)当监测的特征参数IS>Vc 时,磨损状态处于危险区域,磨损量的增长速度很高,机械将发生故障失效。
实际操作时,如果有了基线,就可以将某一次检测值与3 条线相比较,判断出这台设备的状态优劣。
2 监测控制线的建立
2.1 分析参数的测定
以从现场取得的一批某船齿轮箱润滑油作为测定对象,利用ZTP-X2 型直读铁谱仪测定DL和Ds值,然后计算出IS,测定和计算值见表1 所示(由于数据量过大,只列出部分数据)。
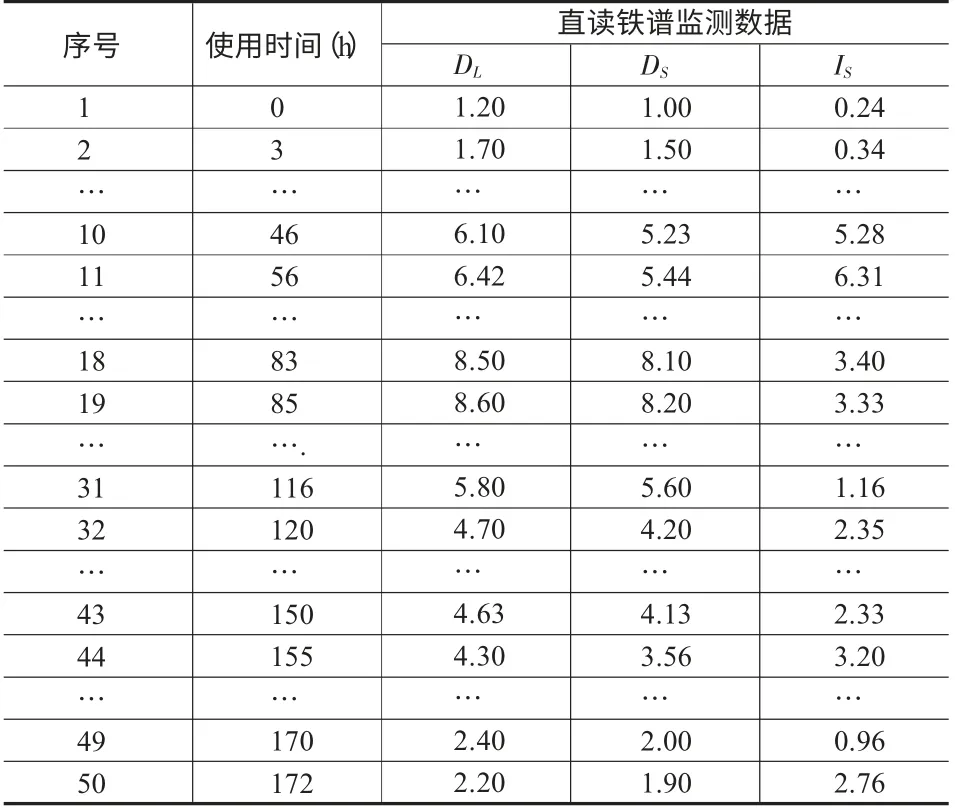
表1 某船齿轮箱润滑油直读铁谱试验数据
2.2 控制线的建立
对表1 中所得试验数据,可得IS的标准差S 为2.28,按前述公式计算可得
Vb=6.26,VW=7.83,Vc=10.11。
综上所述,得出该齿轮箱直读铁谱监测数据预测方法,见表2 所列。

表2 某齿轮箱直读铁谱监测数据预测方法
3 监测实例
为检验直读铁谱控制线的实效性,继续监测该设备10个油样,监测数据如表3 所示。

表3 某齿轮箱润滑油直读铁谱监测数据
如表3 所列,该齿轮箱累计工作188 h 时,润滑油直读铁谱监测特征参数
Is(14.75)>Vc(10.11)。
表明该齿轮箱油润部件磨损状态处于危险区域,并且磨损量的增长速度很高,机械可能将发生故障。
经对润滑系统检查发现,油箱油量正常;润滑油中有金属屑,磁塞有较多金属屑,润滑油滤上有较多金属屑,最大一块为2 mm×3 mm 薄片,多为屑末状;转子前部,有异常磨损噪声。
进一步检查发现,存在轴承破损,金属屑随润滑油流动,大量金属屑将油滤堵住,安全活门打开,没有经过油滤的润滑油直接进入主机和外置机匣。
4 结束语
对于船用机械磨损状态润滑油监测而言,直读铁谱监测特征参数Is 的选择是合理准确的,由于发现及时,从而避免了一起事故。
该设备润滑系统经更换部件、整体清洗换油后,Is 值恢复为基准值Vb以下,说明该设备油润部件处于正常磨损状态,该设备实际运行过程中,也未出现异常状况,保证了安全。
