滚塑式沼气池罐体加工节能方法的研究
2012-08-02韩大明王福全罗竟明
韩大明,王福全,罗竟明
(1.东北林业大学交通学院,哈尔滨150040;2.哈尔滨市三维滚塑能源研究所,哈尔滨150040)
能源是滚塑生产成本的重要组成部分,影响滚塑制品的市场竞争力。滚塑工艺在中国起步较晚,发展迟缓,其产量在整个塑料行业所占比重微乎其微。因此,滚塑工艺被业界忽略,节能概念建立较晚,是伴随着能源危机、燃料涨价、人民币升值而出口受阻、劳动力成本上升的不利因素出现的。节能可以从多个方面降低滚塑成本,提高滚塑制品竞争力,增加滚塑企业利润[1]。滚塑生产的主要成本是塑料原料、能源、劳动力,能源成本是最容易解决、最方便解决、最快解决的。劳动力成本的解决,需要自动化技术的提高、机器人技术的应用,是未来的发展课题。
对于滚塑机节能的研究,可以减少燃气消耗,减少废气排放,降低热源成本。只要控制适宜的加热温度,就可以保障塑料应有的强度,提高制品品质,减少塑料用量,降低原料成本。机械、电气结构简洁、耐用,可以减小电力、装机容量,降低设备造价。避免超温、超时加热,可以延长设备、模具使用寿命。塑料加热温度适宜,避免塑料分解,可以降低对于原料的温度耐久性要求,使得滚塑适应种类更多的原料。
1 滚塑工艺
塑料原料以粉末状颗粒,加入中空的模具中,模具旋转、滚动,对模具加热,使得塑料逐渐融化,涂敷在模具内表面上。塑料完全融化后,停止加热,冷却后,停止模具旋转。打开模具,卸下已经成形的塑料,就是所要加工的塑料产品。滚塑生产的塑料制品,无缝、强度高、弹性好[2]。塑料不经过高温挤压,不在高温区滞留 (没有料斗),因此,只要不过度加热,塑料性能没有高温损失,具有更高的机械、物理、化学性能[3]。塑料滚塑,产品的一个表面是受模具控制而光滑的,一般是外表面,而另一面是自然形成的光面。塑料滚塑适合制造中空的制品 (中心是空的)。如图1所示。
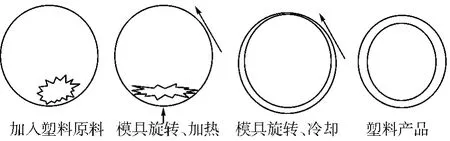
图1 滚塑生产示意图Fig.1 Schematic diagram of rotational molding process
2 模具测温系统与控制
保持稳定而精确的模具温度区间,是为了保证正常的塑料塑化过程,避免塑料发生降解失效。温度测量与控制,分为保温箱温度测量与控制、模具温度测量与控制。保温箱温度测量与控制,采用常规温度测量与控制方法,容易实现,精度较高,成本较低,技术简单,可供选择的自动仪表种类繁多。模具处于三维自由运动、高温环境,无法直接进行接触测量。因此,模具温度测量、控制,技术复杂、难于实现,且实现的成本、技术难度很高[4]。
采用普遍使用的热辐射非接触测温,由于滚塑工艺的特殊性,高温扰动气流对于温度测量的结果影响非常大,数据可靠性不高,有待采用特殊技术剔除气流扰动误差,方可普遍用于生产实践。采用航天测控技术,可以准确、可靠的测量模具的内外温度。采用微波数据传输技术,可以实时连接地面计算机系统和运动测温系统[5]。如图2所示。
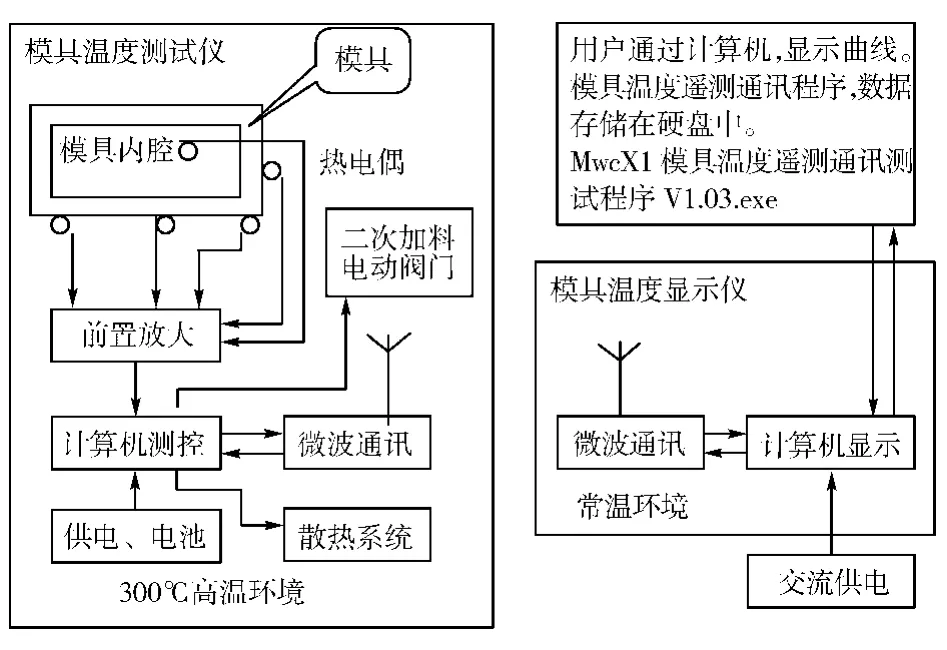
图2 模具温度测试工作原理Fig.2 Work theory of mould temperature measurement
生产、试验中,使用的模具测温系统有3种,分述如下。
第一种是电池供电,手动降温。滚塑开模时,人工手动打开测温设备的绝热外壳,使得内部电路散热。此种设备与国外的Rotolog控制系统相似,优点是结构简单,缺点是使用繁琐、容易损坏。
第二种是电池供电,自动降温。滚塑开模时,测温设备自动监测到空气温度低,自动启动降温风扇,使得测温设备的内部与外界空气循环,给内部电路散热。电池每天需要人工充电,电源线带来麻烦。而使用干电池既不经济,每天又有更换电池的麻烦,这是设备存在的缺点。
第三种是在线连续供电,自动降温。滚塑开模时,测温设备自动监测到空气温度低,自动启动降温风扇,测温设备的内部与外界空气循环,使得内部电路散热。供电是连续的,不需要人工充电,这使得使用变得方便。
3 滚塑机能耗实例与节能试验
3.1 摇摆滚塑机燃气节能试验
(1)试验环境。
环境气温:15℃。
试验设备:GSJ-3YB数控滚塑机改装摇摆机(如图3所示),摇摆式工作 (如图4所示)。
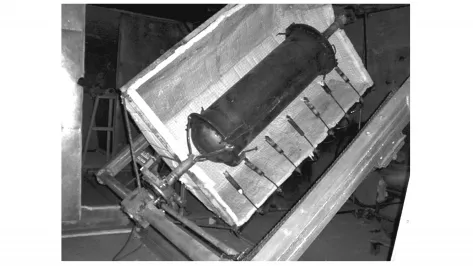
图3 摇摆式滚塑机Fig.3 Swing rotational molding machine

图4 摇摆式滚塑机试验Fig.4 Experiment of swing rotational molding machine
塑料原料:大庆7042聚乙烯颗粒料,粉碎机粉碎,粒状物,粒度-30目。
热源:液化气,自制燃烧器,7支喷嘴。驱动功率:主轴1.5kW,副轴0.75kW。
消耗功率:主轴小于100VA(50V0,0.9A),副轴156VA(100V0,0.9A)。
模具:200升水箱,4个铜质预埋件。
(2)模具测温系统。
Mwc-1型模具温度测试仪,MwcX-1型模具温度显示仪,MwcX1模具温度遥测通讯测试程序V1.02.exe。
3.2 普通摇摆机试验
不调节燃烧器流量,生产中不控制温度,塑料重量:7kg。
液化气重量消耗见表1。
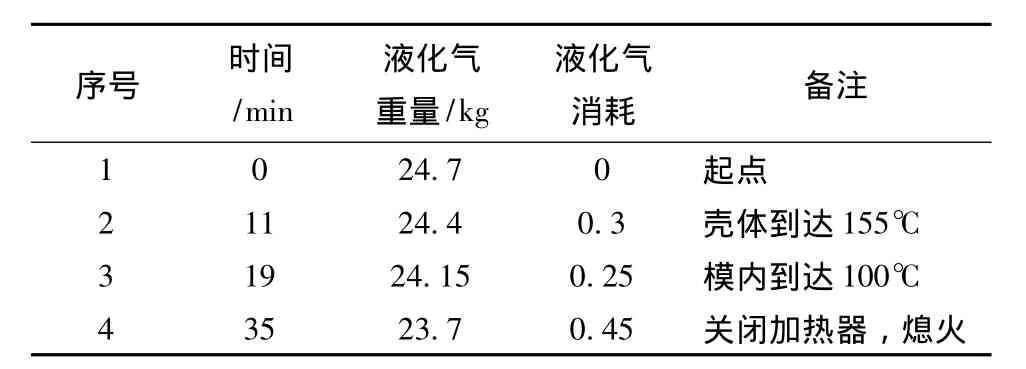
表1 液化气重量消耗量的变化Tab.1 Changing of gas weight consumption
升温过程单位时间耗气量为:
(24.7-24.4)/11=0.027kg/min。
全部过程单位时间耗气量为:
(24.7-23.7)/35=0.029kg/min。
单位重量耗气量为:
(24.7-23.7)/7=0.14。
制品质量:桶身温度不够,没有成形,封头温度足够,成形很好。
3.3 保温罩式摇摆机试验
保温罩式摇摆机试验成品如图5所示。
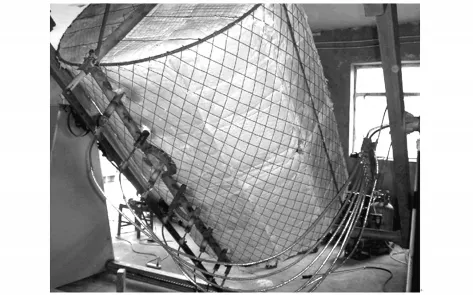
图5 保温罩式摇摆滚塑机成品Fig.5 End product of swing rotational molding machine with insulation cover type
调节燃烧器流量,生产中控制温度,塑料重量:7.8kg。
液化气重量消耗见表2。
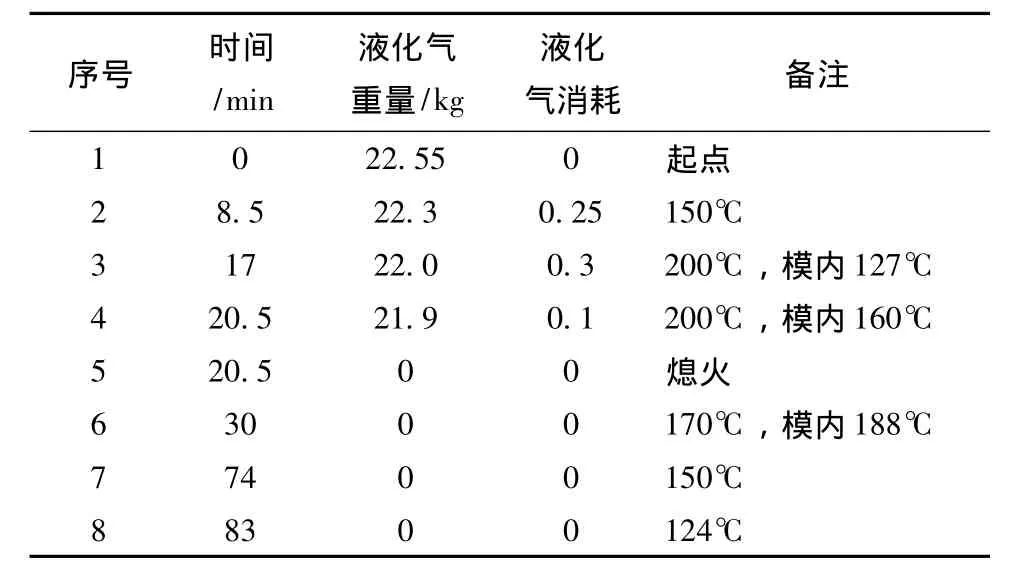
表2 液化气重量消耗的变化Tab.2 Changing of gas weight consumption
8.5min升温耗气量为:
(22.55-22.3)/8.5=0.029kg/min。
150~200℃塑化耗气量为:
(22.0-22.3)/(17-8.5)=0.035kg/min。
单位塑料重量耗气量为
(22.55-22.0)/7.8=0.07。
制品质量:正常。
3.4 节能效果对比分析
普通摇摆机与保温罩式摇摆机试验过程比较见表3。
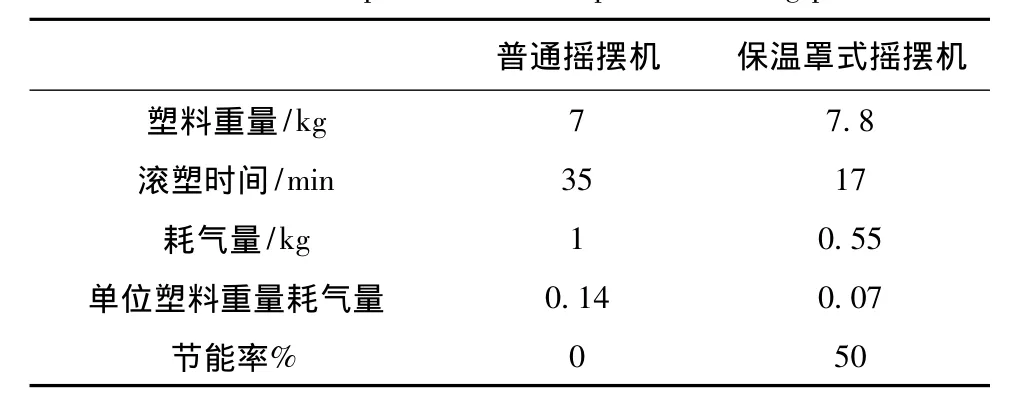
表3 两种试验过程效果比较Tab.3 Results comparision of two experiment during process
实验表明,保温罩式摇摆机,相对普通开放式摇摆机,能耗降低50%,滚塑时间缩短50%。本次试验中,对普通开放式摇摆机进行了模具温度测量。为防止超温损坏塑料制品,人为调节、降低了燃气消耗[6]。实验中模具的支撑采用了100mm直径钢管,相对于滚塑件450mm的尺寸,其传导散热很严重,热损失很大。
滚塑工业化生产中,支撑轮相对于滚塑件尺寸很小,其传导散热较小。在实际滚塑生产中,由于生产中不能准确测量模具各个部位的真实温度,为防止塑化不良,多采用过度加热,因此存在更大的热损失[7]。因此,在实际滚塑生产中,采取适当措施,降低能耗75%是可以实现的。
4 滚塑机节能方法
根据试验内容,提出了滚塑机的节能方法[8-10]。
(1)降低气体对流散热。气体对流散热,热量被流动的空气带走。气体对流散热是最主要的散热方式,在保温箱式滚塑机中,影响不大。对于明火作业的摇摆式滚塑机,模具暴露于空气中,模具自由散热,不受限制,大部分热量流失于空气中。使用保温罩封闭摇摆式滚塑机中的模具,隔断模具与空间环境的气体对流接触,阻止气体对流散热。
(2)降低辐射散热。辐射散热,与物体温度呈现正相关,意即温度越高,辐射散热越快。降低保温箱温度,可以降低辐射散热。摇摆式滚塑机,高温模具暴露于空气中,模具自由辐射散热,不受限制。相当可观的热量经过辐射散热。使用保温罩封闭摇摆式滚塑机中的模具,隔断模具与空间环境的辐射接触,阻止辐射散热。
(3)降低固体传导散热。热量的传递,与介质密度、面积呈现正相关,意即密度越大、或者面积越大,传热越快。介质密度与材料有关,钢铁密度较大,是热的良导体。滚塑机的主要制造材料是钢铁,为了降低传导散热,可以通过增设保温层、减小钢铁面积实现。保温箱式滚塑机的主要传动轴、支承轴,一端在保温室的高温环境,另一端在外部大气常温环境,温度相差200余度,固体传导散热较大。减小轴径,可以降低固体传导散热。
主要传动轴、支承轴,受到模具重量、滚塑机结构的制约。模具厚度减小,有效的减小了模具重量。滚塑机结构,影响自身的重量、钢材尺寸。良好的结构,可以显著减少钢材重量、减小轴径。减少钢材重量、减小轴径,相应的动力需求降低,可以减少装机容量。
(4)防止超时加热。滚塑生产实践中,不能准确知道塑化的程度,只能依据肉眼观察、经验判断,确定滚塑结束的时机。因此,为了防止塑化不足,只能延长加热时间。延长时间因技术、经验不同而差异很大,往往造成超时加热。模具内部的温度,能够表示塑化的程度。采用仪表直接、准确的测量模具内部的温度,就可以防止超时加热。
(5)防止超温加热。滚塑生产实践中,对于温度的测量和控制比较差。明火作业的摇摆式滚塑机,基本上不测量温度,依据肉眼观察、经验控制加热,由此控制温度。粗放的生产方法,使得模具温度变化区间很大。近年来,有的采用了红外辐射测温方法,由于热气流的影响,温度偏差很大。由于被测量的模具与热气流紧密接触,影响更为突出。保温箱式滚塑机,测量和控制保温箱内的气体温度,温度精度很高,不易发生超温加热。
模具内部的空气温度,能够表示塑化的程度。直接接触测量模具的温度、模具内部的温度,控制生产过程,可以防止超温加热。直接、准确的测量和控制模具温度、模具的内部温度,可以有效防止超温加热。
5 结论
(1)对滚塑式沼气池罐体加工工艺的模具测温技术进行了设计,并对模具的测温系统进行了优化与控制。
(2)通过试验对普通摇摆滚塑机与保温罩式摇摆滚塑机进行了对比分析,并根据试验结果对单位塑料重量的耗气量进行了计算与比对。
(3)根据试验得出的结果提出了滚塑式沼气池罐体加工的节能方法。
[1]王 欣.滚塑加工现状与发展趋势[J].工程塑料应用,2000(1):33.
[2]陈昌杰.有关滚塑工艺的思考[J].国外塑料,2005,23(5):44 -46.
[3]郭 超,吴 显.滚塑成型工艺的现状及其发展[J]塑料,2010,39(6):105-107.
[4]黄可周.滚塑机控制系统的改造[J].江西建材,2008(3):13-14.
[5]王福全,韩大明.寒地沼气池温控系统研究[J].森林工程,2009,25(6):46 -47.
[6]安宝山.高性能滚塑专用料的研究[J].工程塑料应用,2011,39(3):31-33.
[7]粟志彪.可视化滚塑设备的研究以及滚塑工艺的开发[D].北京:北京化工大学.2007.
[8]梁庭柱,李文坦.油罐汽车罐脚的改进[J].林业机械与木工设备,1998,26(10):26 -26.
[9]柳建安,邝 艺,巫佛珍.基于Soilid Edge的不锈钢筒形件拉伸模具设计的研究[J].林业机械与木工设备,2005,33(1):28-30.
[10]泉典想,濮文娟.绿色生态、节能环保型人造板机械开发方向[J].林业机械与木工设备,2010,38(1):4 -8.