4032合金棒材生产工艺研究
2012-07-28冯永平
冯永平, 章 伟
(中铝西北铝加工分公司, 甘肃 陇西 748111)
随着我国铁路运输业的发展,内燃机车已替代了蒸汽机车。内燃机车活塞在工作中承受高温、高压和高速往复运动的摩擦,因此要求活塞具有较好的耐磨性、抗磨蚀性,导热系数和热膨胀系数小,疲劳性能好,使用寿命长等特点。目前,4032合金是制造内燃机车活塞裙锻件的理想材料,为了满足用户的需求,我们对4032合金挤压棒材工艺进行研究。
1 4032合金棒材的技术要求
1.1 合金化学成分
合金化学成分应符合表1的要求。

表1 4032合金化学成分(%)
1.2 组织要求
YS/T493-2005《活塞用4A11、4032合金挤压棒材》标准要求:成品棒材的低倍试片上不允许有偏析聚集、非金属夹渣、粗晶、裂纹、缩尾等缺陷,晶粒度不大于2级。棒材的显微组织允许有少量初晶硅存在,但分布应均匀,不得成簇分布,初晶硅最大尺寸不大于0.08mm。
2 试验内容
4032合金属于共晶型高硅变形铝合金,它的密度和热膨胀系数小,耐磨性和耐热性好。主要组成相为α、Si、S相、FeNiAL9、Mg2Si、β(AL5FeSi)等,Mg、Si、Cu产生强化相Mg2Si、CuAL2和S相,Si还能改善铸造性能。Fe、Ni提高高温性能[1]。
尽管4032合金有很多优点,如不进行变质处理,4032合金会产生粗大的多角形块状初生硅和片状、或针条状共晶硅, 其组织如图1所示。 可显著降低合金的力学性能、 耐蚀性和切削加工性能。 因此,必须对4032合金进行变质处理。
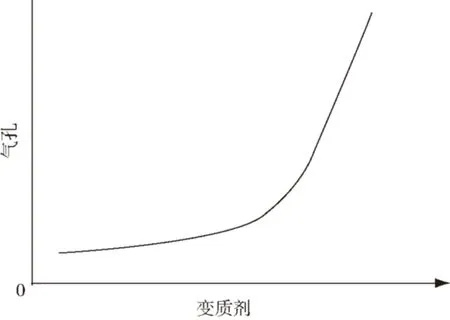
图1 Al-20%Si 中间合金锭 铸态 铸锭未经变质处理 ×80
2.1 熔铸工艺研究
① 熔炼工艺
配料:Si、Ni、Fe以中间合金方式加入,Cu、Mg以纯金属形式加入,选用AL99.60及以上牌号原铝锭,也可使用本身及相关的一级废料。
熔炼:采用中频炉或电炉熔炼,熔炼温度定在高于液相线50—100℃,即700--750℃,投料前必须认真清炉。在电炉熔炼取样时需进行不少于4次的搅拌,取样温度不低于720℃,采用中频炉时导炉温度按760℃控制。
② 熔体净化和变质处理
熔体导入静置炉后,用N-CL2精炼15分钟,然后扒渣,用喷粉精炼或撒入搅拌方式加入变质剂,然后用精炼气体精炼8—10分钟,扒渣静置后温度合适即可铸造。
在熔炼过程中减轻或消除初生硅主要靠变质剂,试验时选用1#钠盐、2#钠盐、磷盐、4#、5#钠盐作为变质剂进行变质。
精炼剂选用N-CL2、高纯氮、高纯氩,在线流槽除气采用透气砖和精炼管两种方式。铸造方法采用铝结晶器普通铸造和隔热膜铸造法。
③ 均匀化处理
用半连续铸造方法生产的铸锭,由于冷却速度快,会产生不平衡结晶和内应力,为了消除成分和组织的不均匀性,改善铸锭的加工性能,并获得良好的最终力学性能,要对铸锭进行均匀化处理,均匀化温度为500—515℃[2],并随炉冷却。
2.2 挤压及热处理工艺研究
① 挤压工艺
挤压工艺流程:铸锭加热—挤压—取样—实验室热处理、检验—检查切成品—交货。
4032合金变形抗力高、塑性较差,为保证制品的最佳力学性能和表面质量,考虑在试制中采用提高挤压温度和降低挤压速度的工艺以提高该合金的可挤压性,为此制定了以下的工艺制度(见表2 )。

表2 挤压工艺参数
② 热处理工艺
对于T6状态的材料来说,固溶温度、时效温度和时效时间是影响力学性能的主要因素。根据4032合金的特点对热处理工艺优选以下三重方案进行试验,试样在盐浴炉内进行固溶处理,保温时间为30min,淬火介质为水,转移时间小于15s,待人工时效后出炉空冷。
3 试验结果分析
3.1 不同变质剂对4032合金铸锭变质处理的结果
用1#钠盐、2#钠盐、磷盐、4#钠盐、5#钠盐、Sr变质剂对4032合金进行变质处理,结果如表3所示。

表3 不同变质剂对 4032合金变质处理的结果
3.2 变质剂用量和气孔之间的关系
通过对以上试片进行金相检验,其低倍试片上均有气孔,其中2#、4#钠盐变质后的气孔较少,5#钠盐最严重。选用同种变质剂,调整不同加入量,其中变质剂用量和气孔对应趋势示意图如图2所示(约10公斤/吨,否则过变质)。
图2 变质剂用量和气孔的关系
从图2中可以看出,随着变质剂加入量的增多,产生气孔的程度也相应的增加,当变质剂用量超过一定量时,产生气孔的程度将随之大幅度上升。所以要减少气孔的产生,在保证变质剂用量的前提下,应尽量少加,否则将产生过变质,影响到铸锭质量。
3.3 热处理试验结果(见表4)

表4 4032合金热处理试验结果
3.4 试验结果分析
① 从表3的数据可以看出,采用4#钠盐变质得到的铸锭边部组织和中心部位组织均无初生硅,而共晶硅呈粒状分布,α枝晶间距小。铸锭中心部位共晶硅相对于铸锭边部和1/2半径处较大,共晶硅在枝晶的周边分布,共晶硅尺寸由边部到中心逐渐增大,粗大枝晶网的中部属于α.AL,会降低材料的最终强度[3]。4032合金采用4#钠盐变质一般无初生硅出现,而且共晶硅组织也比较细,主要是钠变质剂中的NaF与AL反应生成Na和ALF3,被还原出来的钠进入铝熔体中,对共晶硅起到了良好的变质作用。但在使用钠盐变质过程中,合金的粘度加大,流动性下降,使气体上升的速度降低,极易出现气孔及少量的夹渣物。
② 从热处理试验结果看,方案2的结果较优,其力学性能指标较高,试验中发现,挤压头端的力学性能尤其是延伸率较低,分析主要是制品头端变形不充分有关,随着时效温度的提高,强化相的弥散析出增加,强度逐渐升高,但塑性明显下降,所以时效温度不宜过高以防止塑性下降。
4 结论
① 采用带有隔热膜的铝结晶器进行铸造,可提高铸锭的冷却速度,有利于金属的结晶及组织细化;
② 选用4#钠盐作为变质剂,其变质效果最好,可保证无初晶硅,共晶硅组织较细小;
③ 挤压铸锭温度为470℃,挤压筒温度为450℃,挤压速度280-360 mm/min;
④ 淬火温度为510+5℃,保温30min;
⑤ 时效温度为155+5℃,保温3h。
①王祝堂,田荣璋.铝合金及其加工手册[M].长沙:中南大学出版社,2005:1203-1205.
②《轻合金材料加工手册》编写组.轻金属材料加工手册(上册)[M].北京:冶金工业出版社,1979:66-68.
② 西北铝《4032合金试制总结 》[M].2006.
