圆锥滚子球基面的范成法磨削与分析
2012-07-21张军李红方芳
张军,李红,方芳
(洛阳轴研科技股份有限公司 中小型轴承制造部,河南 洛阳 471039)
滚子球形基面端面(简称球基面)的形状会对滚子端面与内圈大挡边的接触状态、润滑状态以及轴承的使用寿命产生影响[1-2]。采用球基面滚子和斜挡边结构,可以改善滚子端面与挡边的润滑状态,便于润滑油膜的形成,减小摩擦与温升,使轴承运转平稳,提高轴承的承载能力。滚子球基面加工普遍采用贯穿(通过)磨方法加工,文中介绍了滚子球基面的范成法磨削。
1 范成磨削原理及分析
范成法是被加工工件与刀具各自按一定的运动规律相对运动并相互拟合的一种加工方法。滚子球基面范成磨削原理如图1所示,磨削时滚子外径面定位在磁盘外圆表面上,磁盘旋转驱动滚子,滚子小端紧靠顶尖轴向定位,滚子轴心线与砂轮回转中心线在同一平面相交,并各自围绕自己的轴心线旋转,通过砂轮进给磨削产生球基面。范成法磨削过程中,砂轮不断进给,工件逐渐成形,砂轮无需修整而是依靠与工件的摩擦实现自锐。
磨削过程中砂轮与工件有一个共同的接触面,且二者的旋转轴在三维空间相交[3]。三维空间两轴线相交的旋转物体,不同轴而共面(拟合面,两物体在拟合面的两侧)的唯一成立条件是球体的球面。这是因为只有球体沿不同的轴线旋转,外表面在不同的方向上才具有相同的尺寸和轮廓外形,否则两个物体将发生干涉或脱离(不共面),即只有当砂轮与工件的结合面为球面时才能保证两者不发生干涉或脱离(图2)。在加工的初期阶段,工件和砂轮的表面都不是球面,不满足球面条件的质点在进入磨削加工过程中首先参与磨削被去除,当加工表面符合球面形状后才进入一个相对稳定的阶段。
当砂轮旋转轴线与工件旋转轴线不相交时,将会形成如图3所示的椭圆球面(橄榄形),其椭圆的长、短轴之差取决于砂轮与工件两轴线间的距离,距离越长,长、短轴之差就越大。
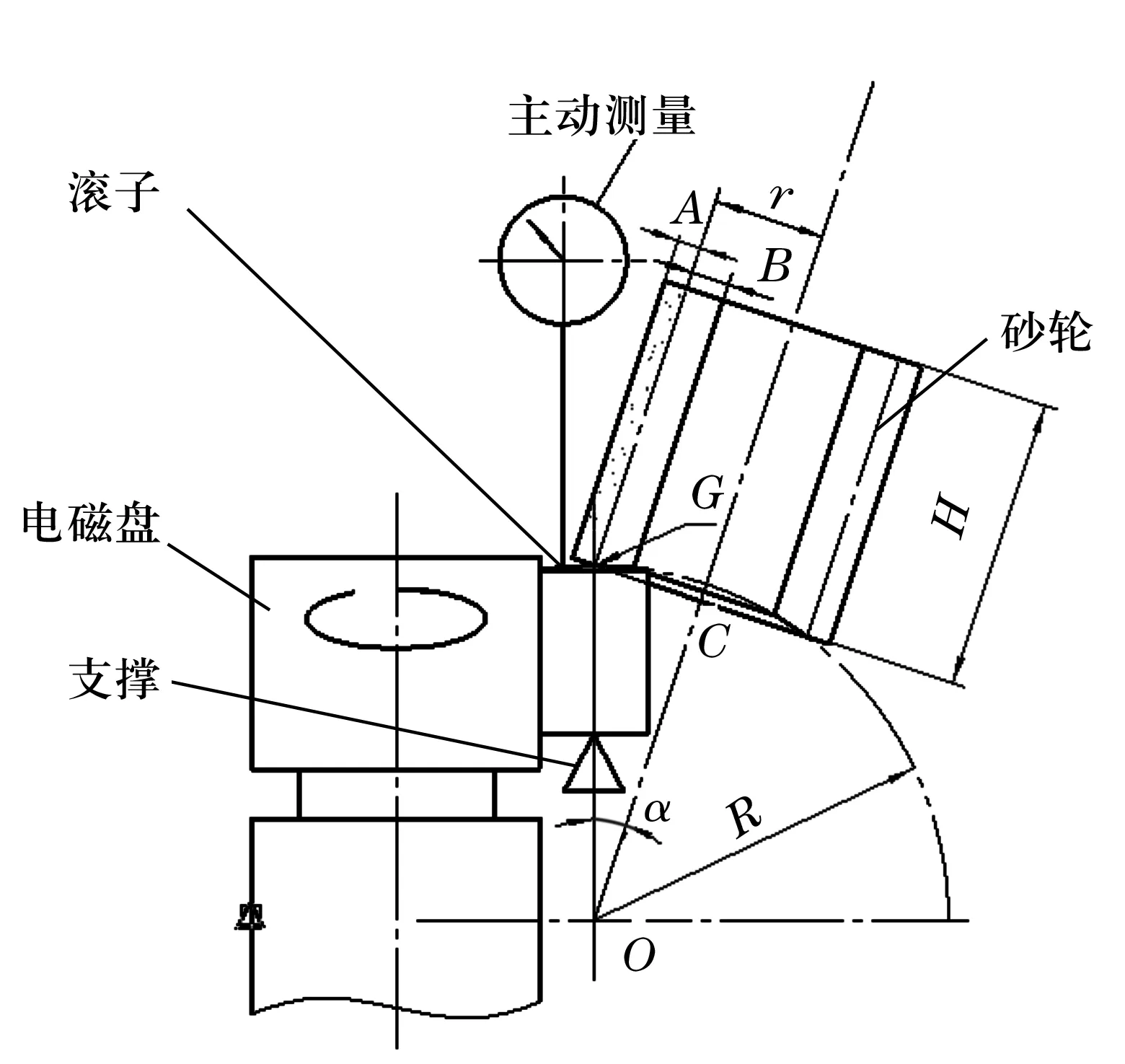
图1 滚子球基面范成磨削示意图
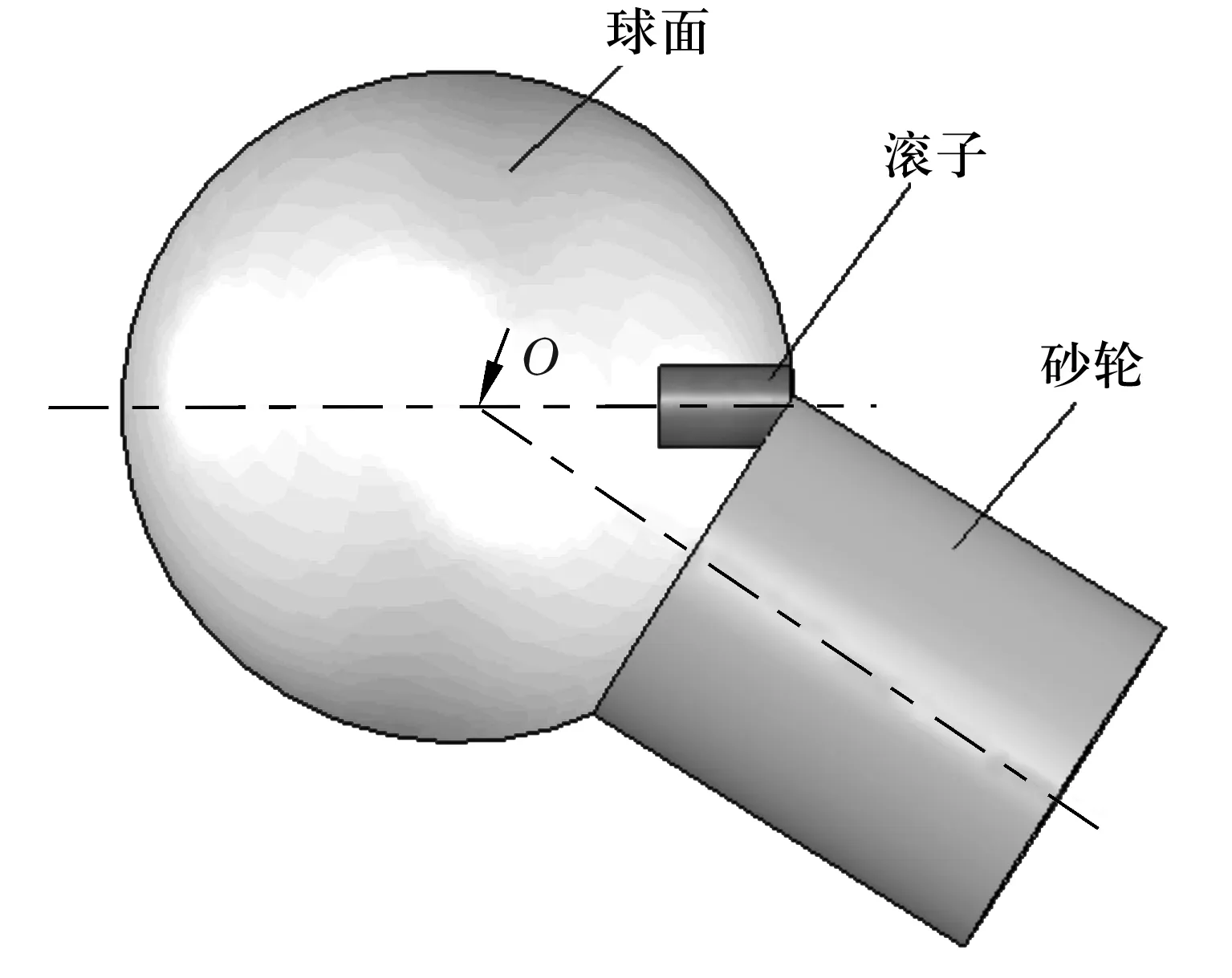
图2 理想球面
一般是通过调整球基面磨床砂轮轴线O′M与滚子轴线Ox在Oxy水平面内的夹角α来保证滚子球基面半径SR的技术要求(图4)。为了保证滚子轴心线和砂轮回转中心线相交,需在砂轮轴拖板上设置一个调整滚子轴线与砂轮轴线夹角β的机构,特别是对圆锥滚子球基面加工时,必须要有一个β角的调整机构,否则不能保证加工过程中滚子轴线和砂轮轴线的交点稳定不变。调整砂轮轴线时应仔细观察球基面的表面加工纹路,两轴心线相交时应为交叉网状纹路,出现放射状纹路说明两轴心线没有相交。
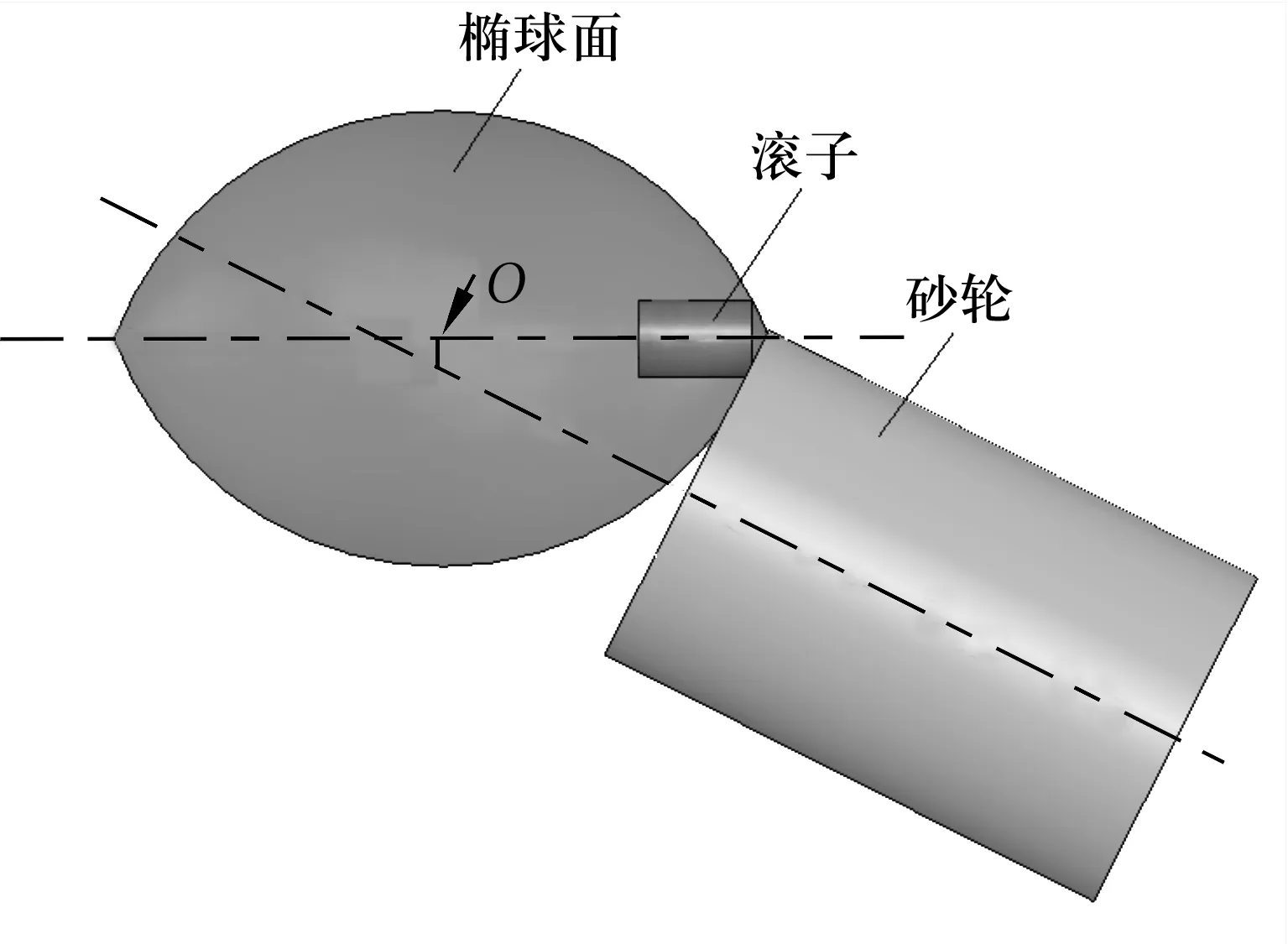
图3 椭圆球面(橄榄形)
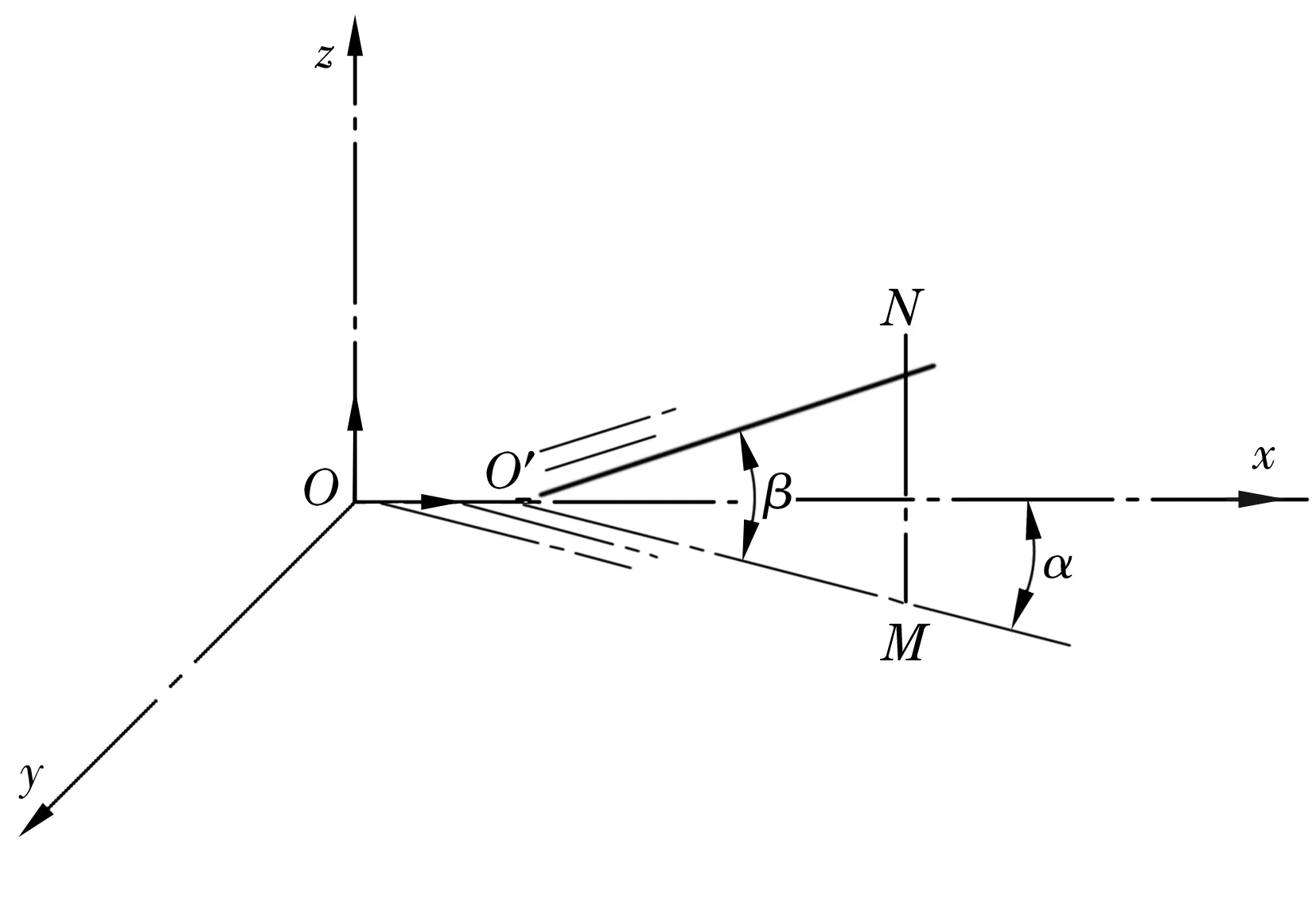
图4 滚子球基面加工轴线示意图
2 滚子球基面半径的确定
由图1可知,滚子球基面半径的计算公式为[4]
(1)
式中:r为滚子回转中心线顶点到砂轮轴线的距离。
采用(1)式计算的滚子球基面半径与实际并不相符,因为(1)式只是说明了在球面磨削加工调试时,工件与砂轮之间存在着这样一种相对位置关系,即在砂轮直径和滚子顶点位置G点确定的情况下,改变α角可以改变球基面圆心O点的位置,也就是可以改变滚子球基面半径SR的大小。应该注意的是,调整时改变的是球基面圆心O点的位置,而磨削加工时改变的是G点的位置,因此,滚子球基面半径SR是由调整和磨削共同确定的。
在实际生产中需要注意滚子球基面磨床的砂轮进给方向必须和砂轮回转轴线一致;若不一致,由于砂轮回转轴线在磨削过程中和砂轮磨损后补偿时轴线的轨迹是一组平行线(图4),砂轮进给方向沿滚子的回转中心线O′x,致使在砂轮补偿时砂轮轴线将在Oxy和O′MN两个平面内发生平移,滚子球基面半径增大,形状也将向橄榄形发展;如果砂轮沿O′M方向进给,在砂轮补偿时只是滚子球基面形状向橄榄形发展,而滚子球基面半径基本不变。
3 结束语
滚子球基面磨削可以通过工件和砂轮绕各自不同轴线旋转的范成法实现,滚子球基面半径是通过调整球心位置和磨削进给共同确定的。在整个加工过程中要保证工件和砂轮轴线必须交于一点且不变,否则,滚子球基面半径和形状的变化将引起形状误差。
