预制T梁钢筋数字化加工
2012-07-13肖益群
肖益群
(龙岩双永高速公路有限责任公司)
预制T梁钢筋数字化加工
肖益群
(龙岩双永高速公路有限责任公司)
钢筋数字化加工系指将钢筋原材料通过数控钢筋加工设备加工成设计要求形状的过程。以福建省双永高速公路预制T梁设计钢筋为例,介绍了预制T梁钢筋数字化加工的工艺流程,并对其工艺进行详细说明,提出了当前存在的问题及改进意见。
制T梁;钢筋;数字化;加工
1 钢筋数字化加工含义
钢筋数字化加工系指将钢筋原材料通过数控钢筋加工设备加工成设计要求的形状的过程。适用于桥梁、涵洞的钢筋钢筋混凝土结构或构件、预应力混凝土结构或构件中直径为6~32 mm钢筋的加工,不适用于预应力钢筋。
2 钢筋加工场
严格按招投标文件及标准化管理指南要求进行钢筋加工场建设。建设前应编制完善钢筋加工场建设方案,绘制详细钢筋加工场施工布置平面图,包括位置、占地面积、功能区划分、场内道路布置、排水设施布置、水电设施设置及机械设备的型号、数量等。规划时应与T梁预制场建设方案相统一,选址应在T梁预制场附件为宜,减少钢筋运输,利于钢筋加工管理。功能区划分应根据T梁钢筋加工的规格进行布置,便于加工成品或半成品的存放、标识、配送。方案经监理工程师审批同意后才能进行钢筋加工场建设,并报项目业主备案。钢筋加工场建设完成后,需经施工单位、监理单位、项目业主组织验收,验收项目主要有:钢筋加工场规模及平面布置(面积、各功能区划分);是否露天加工或露天堆放;场地及便道硬化是否满足要求;场地排水设施是否满足要求;用电设施是否满足要求;钢筋原材料、半成品、成品堆放及标识牌是否满足要求;是否配备移动钢筋棚、数量;钢筋加工制作设施是否满足要求;运输车辆及起吊设备是否满足要求;特殊工种人员持证是否满足要求;告示牌、平面布置图、钢筋大样图等是否悬挂等。
3 筋数字化加工工艺
3.1 作业准备
(1)钢筋加工场按规划方案建设完善,并按标准要求验收合格并投入使用。
(2)钢筋加工数控设备按厂方的要求安装就位,且经调试运行。视频监控系统已安装并调试好。
(3)对操作工人进行全面的技术、操作、安全培训,掌握数控加工工艺水平,确保钢筋加工过程的质量和人身安全;桁车等起重设备必须持考试合格证上岗。
(4)做好数字化加工钢筋材料准备。钢筋及连接材料应具有出厂质量证明书和试验报告单,对进场的钢筋应取试样做力学性能试验;使用数控钢筋弯箍机加工的钢筋,直径为6~12 mm准备盘钢(采购时与供应商事先沟通好);应严格按照规定对现场钢筋材料进行标识,标识内容应包括材料名称、产地、规格型号、生产日期、出厂批号、进场日期、检验状态、进场数量、使用单位等,并根据不同的检验伏态和结果采用统一的材料标识牌进行标识。钢筋的堆放应严格按规范要求,使用枕木或钢凳垫好,避免钢筋锈蚀、变形。
(5)根据预制T梁施工设计图,编制T梁钢筋下料单和加工流程,说明工程数量质量标准和进度计划,报监理工程师批准。
3.2 工艺流程
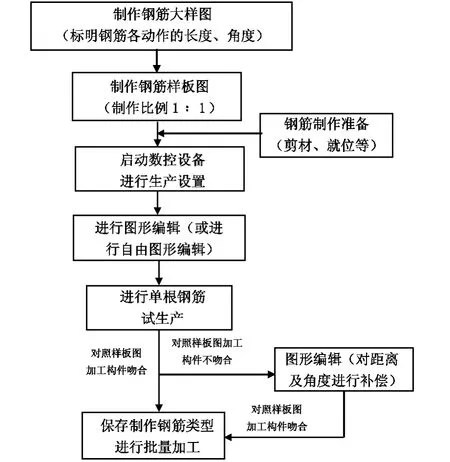
图1 钢筋数字化加工流程图
3.3 操作方法
3.3.1 制作钢筋大样图
根据预制T梁钢筋设计图制作钢筋大样图,钢筋大样图应根据数控加工设备的具体要求标明钢筋各动作的长度、角度,对于使用数控弯曲中心加工的钢筋,应事先考虑相应机头的动作情况。
3.3.2 制作钢筋样板图
根据钢筋大样图制作比例为1∶1的样板图,对于经常使用且实际钢筋制作后长度小于2 m的可将制作钢筋样板图悬挂在样板图区,当制作后的钢筋长度大于2 m的可在样板图区根据钢筋大样图在水泥板上使用彩笔绘制比例为1∶1的样板图。
3.3.3 数控钢筋弯箍机特点
(1)箍筋的传统加工工艺一般是利用单机将盘圆钢筋经过调制、切断、弯箍等工序而分布实现。其工艺较为落后,不能满足现代施工进度的需要,且大量浪费刚才、占用较大的空间、用工多、生产率低、箍筋尺寸精度和形状精度差。
(2)数控弯箍机采用进口CNC计算机数字控制,自动快速完成钢筋调直、定尺、弯箍、切断。该机效率高,操作简单,只需一人便可完成,可在狭窄区域作业。可替代20~30名钢筋工人作业。
3.3.4 钢筋制作准备
(1)使用数控钢筋弯箍机进行钢筋制作时,将相应规格的盘钢安放在放线架上,剪断盘条钢筋的包扎线,把盘条钢筋的端头穿过过线滚,到钢筋穿至牵引机构时,再扳下“牵引气缸”的控制阀压下牵引轮。
(2)使用数控弯曲中心进行钢筋制作时,根据钢筋的下料单进行下料剪材,将剪材好的钢筋吊到数控弯曲中心的物料架上。
3.3.5 启动数控设备,进行生产设置
(1)数控弯曲中心生产设置:可设置钢筋基本信息、选择择模具型号等。左挡板距离过长则会出现报警,通常设置左机 A、B、C、D、E、F 个段总长 +300 mm 为宜。
(2)数控钢筋弯箍机生产设置:对钢筋直径等参数进行设置,以下参数较为重要需认真设置。
钢筋直径:实际加工钢筋直径,输入范围:6~12。
抽头补偿:箍筋的抽头需要的补偿量。输入范围:+100.0~-100.0 mm。图形保存时会随图形和钢筋直径一起保存。
缩尾补偿:箍筋的缩尾需要的补偿量。输入范围:+100.0~-100.0 mm。图形保存时会随图形和钢筋直径一起保存。
3.3.6 进行图形编辑(或进行自由图形编辑)
(1)钢筋数控弯曲中心。设置完成后,可以从图库进行调用图形设置长度,或从自由设置图形进行工作。图库里面有45种图形提供给选择,可以根据生产需要选择相同的图形进行生产(相关参数根据提供钢筋大样图进行重新设置)。图库里面没有需加工的图形,应根据钢筋大样图进行自由图形,尺寸、角度由用户自己进行设定。编辑好图形按下确认键数据进行传输,设定好长度,角度以后按一下确认键,数据确认以后才可以自动工作。左机、右机分别可以进行6个钢筋制作动作,输入弯曲角度为正值为上弯曲,输入弯曲角度为负值为下弯曲。
(2)数控钢筋弯箍机。共可以保存32种图形图形,编号范围0~31。12以前为系统自带常见图形,从13开始为用户自定义图形。不管是系统图形,还是自定义图形,在图形编辑中都可以进行尺寸编辑,并且可以保存。保存后直接影响图库内容。不保存,不影响图库内容。
3.3.7 进行单根钢筋试生产
根据钢筋大样图对图形进行编辑保存后进行单根钢筋试生产,将试生产的钢筋与样板图进行对照,如加工构件与样板图吻合,则保存制作钢筋类型进行批量加工,如加工构件与样板图不吻合,则进入图形编辑,对距离及角度进行补偿。进行进行单根钢筋试生产的目的是确保加工的钢筋满足设计及规范要求,减少材料的浪费,避免加工不合格的钢筋使用于构件中。通常,在出现以下的情况应考虑参数补偿:(1)加工钢筋直径更换;(2)使用不同的数控机型;(3)使用模具更换;(4)同一操作制作钢筋的不同数量;(5)加工时段的电压的明显变化;(6)更换技术操作人员等。参数补偿保存后应进行单根钢筋试生产。
3.3.8 图形编辑(对距离及角度进行补偿)
根据加工构件与样板图的对照,记录各动作的偏差情况,包括各动作的距离及角度的偏差值,对图形进行重新编辑,主要对距离及角度进行补偿,补偿后进行钢筋的试生产,重复相关工序,如加工构件与样板图不吻合,需继续对距离及角度进行补偿,直至加工构件与样板图吻合,质检员在此工序应进行严格把关。
3.3.9 保存制作钢筋类型进行批量加工
对距离及角度进行补偿后进行单根钢筋试生产,如加工构件与样板图吻合,经质检员确认后保存制作钢筋类型进行批量加工,保存制作钢筋类型进入图库中,命名时应使用便于识别的名称。保存到土库中的图形可在下一次使用时直接调用。
3.4 质量标准与成品保护
(1)预制T梁钢筋加工质量标准。
钢筋加工的形状、尺寸应符合设计要求,其偏差应符合表1的规定。
检查数量:按每工作班同一类型钢筋、同一加工设各抽查不少于3件。
检验方法:钢尺检查。

表1 钢筋加工允许偏差
(2)预制T梁钢筋成品保护。
加工好的钢筋应按规格、类别、使用部位进行捆绑,放置于半成品区,在每一捆钢筋上悬挂标识牌,标识牌中应标明制作日期、操作员、钢筋规格、钢筋数量、使用部位等,便于钢筋的配送。
4 存在的问题
(1)钢筋加工场离预制场较远,钢筋运输成本增加;钢筋加工场建设功能区域划分不合理,造成钢筋堆放混乱;部分施工单位对钢筋数字化加工的认知不足,认为钢筋加工设备是作为履约需要的,实际使用较少。
(2)因大部分钢筋数控加工设备仅配数控立式钢筋弯曲中心、数控钢筋弯箍机,缺少数控剪切设备等,尚未形成流水线作业。
(3)操作工人的技术水平较低,在日常检查中发现T梁马蹄筋、齿板梳形钢筋等加工程序较复杂时未使用数控设备进行加工。
(4)部分施工单位质检体系不完善,质检员不到位,批量生产前数控参数未根据影响因素进行调整,造成成批次钢筋加工误差较大。
(5)部分施工单位钢筋计划、采购、加工、运输等管理脱节。
[1]福建省高速公路施工标准化管理指南(工地建设).
[2]公路工程质量检验评定标准(土建工程)(JTG F80/1-2004)[S].
U442
C
1008-3383(2012)02-0099-01
2012-01-12
肖益群(1973-),路桥工程师,研究方向:主要从事高速公路建设管理。
