浅析PLC梯形图的设计方法
2012-07-12新乡职业技术学院
新乡职业技术学院 姜 坤
1.引言
可编程控制器是将继电器控制的概念和设计思想与计算机技术及微电子技术相结合而形成的专门从事逻辑控制的微机系统。在PLC系统应用中,梯形图的设计往往是最主要的问题。梯形图不但沿用和发展了电气控制技术,而且其功能和控制指令已远远超过电气控制范畴。它不仅可实现逻辑运算,还具有算术运算、数据处理、联网通信等功能,是具有工业控制指令的微机系统。由于梯形图的设计是计算机程序设计与电气控制设计思想结合的产物,因此,在设计方法上与计算机程序设计和电气控制设计既有相同点,也有不同点。本文对开关量控制系统梯形图的设计,提出了五种常用方法。
2.PLC梯形图程序设计的步骤
设计PLC控制系统,关键是设计人员对实际问题的理解,只有正确理解实际控制问题,经过验证,才能得出好的设计方案,PLC梯形图程序设计的步骤如图1所示。
(1)明确任务,确定被控制系统必顺完成的动作及完成这些动作的顺序。
(2)分配输入、输出设备,确定哪些外部设备输入信号到PLC,哪些外部设备接收PLC的输出信号,并将PLC的输入、输出口与之对应进行分配,选择PLC的机型。
(3)设计PLC程序画出梯形图,在梯形图上应体现完成任务的全部功能,正确的工作顺序和符合要求的相互关系。
(4)设计与PLC配套的外围电路,给出PLC外部电路接线图。
(5)调试梯形图,分模拟调试和现场调试两种形式,前者属于实验性操作,常用指示灯显示运行结果;后者是实际性操作检验实际的被控系统的动作验证运行情况。
3.五种常见的PLC梯形图设计方法
3.1 经验设计法
经验设计法也叫试凑法,它要求设计者在掌握大量的典型电路的基础上,将实际控制问题分解成典型控制电路,然后用典型电路或修改的典型电路拼凑梯形图。这种方法没有普遍的规律可以遵循,具有很大的试探性和随意性,最后的结果往往不是唯一的。设计者所用的时间、设计的质量与设计者的经验有很大的关系,一般用于较简单的梯形图的设计。一些电工手册中给出了大量常用的继电器控制电路,在用经验法设计梯形图时,可以参考这些电路。下面给出经验设计法中一些常用的基本电路。
3.1.1 起、保、停控制梯形图(图2)
X400为Y430的起动信号,X401是Y430的停止信号,Y430的常开接点为自锁(自保)环节。
3.1.2 顺序起停控制梯形图(图3)
图3中起动的顺序是先Y431再Y432,停止的顺序是先Y432再Y431,相应的互锁接点见图3中所示。
3.1.3 自动与手动控制梯形图
在自动与半自动工作设备中,有自动控制与手动控制如图4所示。当X401为ON时,执行MC、MCR主控及主控复位指令,系统运行自动控制程序,同时系统执行跳转指令CJP,直接跳过手动控制程序,手动控制程序无效。当X401为OFF时,主控指令不执行,自动控制无效,跳转指令也不执行,手动控制程序有效。
3.1.4 时序控制梯形图
由图5可以看出,Y430的得电迟于X400的上升沿10s,而Y430的失电迟于X401的下降沿5s,属于延合延分控制。
3.2 翻译设计法

图1 PLC编程一般规律示意图

图2 起保停控制梯形图

图3 顺序起停控制梯形图
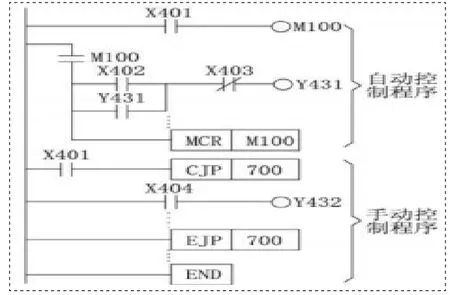
图4 自动与手动控制梯形图
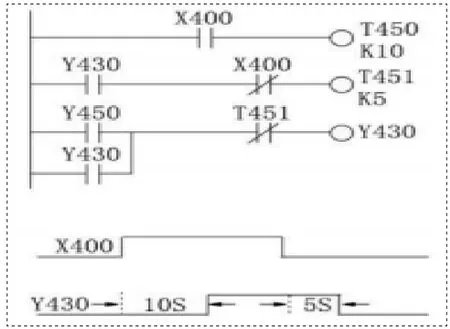
图5 时序控制梯形图和时序图

图6 电气原理图

图7 I/O接线图

图8 梯形图
有时又称替代设计法。它是把继电器接触器控制系统的电器原理图直接翻译成PLC梯形图。
3.2.1 翻译设计法的设计步骤
a.将检测元件、控制元件(如行程开关、按钮等)合理安排,接入PLC的输入口;
b.将被控对象(如电磁阀线圈、接触器线圈等)接入PLC的输出口;
c.把由继电器接触器硬件完成的控制功能由PLC的软件(即梯形图)来完成。
3.2.2 应用举例
例如:电动机正反转控制电路,原理线路如图6所示。
改用PLC控制后,其I/O接线和梯形图分别如图7、图8所示。
这种方法,其优点是程序设计方法简单。这些原有的继电器控制系统设备,经过多年的运行实践,证明其设计是成功的。有现成的电气控制线路作依据,设计周期短,但缺点是由于PLC和继电器、接触器控制系统的工作方式,动作速度不同。有可能直接翻译的话,容易出现问题。因而一般只在比较简单的控制系统中应用,并要在设计完后进行验证。
3.3 逻辑代数设计法
在继电器接触器控制线路中用逻辑代数设计法比较容易获得最佳设计方案。设计出来的控制线路既符合工艺要求,又达到工作可靠、经济合理,因而得以广泛的应用。
3.3.1 逻辑代数设计法的设计步骤
a.根据控制要求,列出输入输出及辅助继电器等之间关系的状态表;
b.根据状态表列写出逻辑函数表达式,并化简;
c.根据化简后的逻辑表达式画出梯形图。
3.3.2 应用举例
某一电动机只有在三个按钮中任何一个或任何两个动作时,才能运转,而在其他任何情况下都不运转,试设计其梯形图。
将电动机运行情况由PLC输出点0500来控制,三个按钮分别对应PLC输入地址为A、B、C。
根据题意,三个按钮中任何一个动作,PLC的输出点0500就有输出。其逻辑代数表达式为:0500=ABC+ABC+ABC
当三个按钮中有任何两个动作时,输出点0500的逻辑代数表达式为:0500=ABC+ABC+ABC
因两个条件是“或”关系,所以电动机运行条件应该为:0500=0500+0500=ABC+ABC+ABC+ABC+ABC+ABC
简化该式得:0500=A(B+C)+A(B+C)根据逻辑代数表达式,画梯形图,如图9所示。
利用这种方法设计最大的特点是可以把很多的逻辑关系最简化,当然出于可靠和安全性角度考虑的冗余设计是另外一个问题。
3.4 顺序控制设计法
所谓顺序控制就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序关系,在生产过程中各个执行机构自动有秩地进行操作。
3.4.1 基本设计步骤
a.分析控制系统,将控制过程分为若干个工步,明确每个工步的功能,确定各工步的转换条件;
b.为每个设定工步设定控制位。控制位最好使用同一个通道的若干连续位;
c.在前两点的基础上画出功能表图;
d.根据功能表图画出梯形图。
3.4.2 应用举例
图10是某动力头运动的示意图。
快进时进给电机M1正转,同时快速电磁铁YA得电吸合,工进时YA失电。快退时进给电机M1反转,同时快速电磁铁YA得电吸合。
经分析绘制的顺序功能图如图11所示。
HR000-HR002共3个保持继电器构成3个控制位,分别代表3个工步。这是一种典型的顺序控制,后一工步工作条件是以前一工步为前提,因此采用寄存器移位控制方式。根据顺序功能图编写的梯形图如下图12所示,图中0000是起动按钮对应输入点,0004是停止按钮对应输入点,选用HR000-HR003共4个保持继电器构成4个控制位,分别代表4个工步。
顺序控制设计法有一定的规律可循,所编写的程序易读、易检查、易修改。是常用设计方法之一。
3.5 功能模块设计法
如果PLC输出信号的状态变化有一定的时间顺序,可用时序图法设计程序。因为在画出各输出信号的时序图后,容易理顺各状态转换的时刻和转换的条件,从而建立清晰的设计思路。时序图设计法步骤如下:
明确各I/O信号之间的时序关系,画出各I/O信号的时序图。
a.把时序图划分成若干时间区段,找出区段间的分界点,弄清分界点各处各输出信号状态的转换关系和转换条件;
b.确定所需定时器(或计数器)的个数及其赋值;
c.根据时序图,定时器和I/O分配画出梯形图;
d.检查程序是否符合要求,进一步修改程序。
例如:在电梯的PLC控制系统中,对电梯控制按功能可分为:厅门开关控制模块、选层控制模块、电梯运行控制模块、呼梯显示控制模块等。按照功能模块设计法,程序结构清晰,
便于调试,还可根据需要灵活增大其它控制功能。当然在设计中要注意模块之间的互相影响,时序关系,以及联锁指令的使用条件。时序图设计法直观明了,但在设计中需找准一个参考点,作为整个设计中的时间计算起始点。

图9 梯形图 图10 某动力头运动示意图

图11 动力头顺序功能
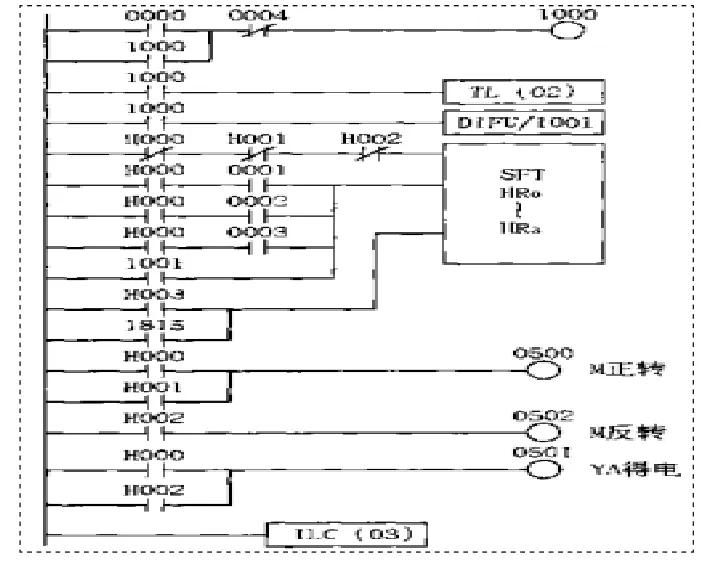
图12 动力头控制的梯形图
4.结束语
本文介绍了PLC梯形图几种设计方法,这几种方法都是在实践中得到广泛的应用,当然在实际的具体应用中,可根据具体情况,择优使用其中的某一种方法。