桶形工件内表面自动涂装解决方案
2012-07-11赵宏剑
赵宏剑,王 崇,张 波,王 刚
(1. 北京机械工业自动化研究所,北京 100120;2. 中航工业沈阳飞机工业(集团)有限公司,沈阳 110034)
0 引言
由于桶形工件内表面自动喷涂存在作业空间小、形状不规则等特点,传统的自动涂装装备和喷涂机器人都无法到达喷涂区域,更难以实现喷涂姿态控制及动作过程,人工作业即难以达到令人满意的喷涂效果,又存在漆雾对人体的损害问题,所以,研制一款专业的涂装装备来完成桶形工件内表面的自动喷涂作业,一直是亟待解决的技术难题,本文就是在这一需求的推动下开始了对桶形工件内表面自动喷涂进行工艺分析和喷涂装备的研究。
1 桶形工件内喷涂装工艺分析
1.1 桶形工件特征描述
本文针对的桶形工件需要符合如下特征:1)工件外形为桶形;
2)有一端或两端有开口;
3)工件内壁喷涂区域表面平滑,没有明显的凸起和阶梯状过渡面;
4)截面不规则;
5)工件长度/最小内径≥9。
1.2 工艺原理分析
喷涂工艺分析主要围绕喷涂姿态控制和喷涂工艺控制两个部分。
1)喷涂姿态控制
喷涂姿态控制包括控制喷枪扇面与被喷面的通过速度(即:喷涂速度);喷枪扇面与被喷面的夹角(即:喷涂角度);枪嘴与被喷面的距离(即:喷涂距离)和工件移动速度四个工艺参数。
(1)喷涂速度(V)
结合桶形工件的特点,喷涂速度调节需要通过控制喷枪的旋转速度来实现,速度值与喷涂距离和被喷区域的形状有关,在喷枪的一个旋转周期内,喷枪的旋转速度需要根据数据计算结果实时调整才能保证最终的喷涂速度达到设定值。
以空气喷涂为例,喷涂速度基本在(0.4~0.6)m/s,最佳速度值与涂料特性、喷具特性、基材特性和涂层厚度要求等有关,需要通过喷涂工艺试验来确定。通过试验确定好的喷涂速度指标是计算喷枪旋转速度的依据,不同的喷涂区域可能采用不同的喷涂速度。
(2)喷涂角度
通常最佳的喷涂角度是喷涂扇面与被喷面垂直,即:喷嘴轴向与被喷面夹角为90°,喷涂角度在80°~100°之间对于喷涂质量没有明显影响,喷涂角度的控制既是使喷涂角度达到或接近最佳值。
(3)喷涂距离
喷涂距离是影响喷涂质量的关键参数。一种油漆和一种喷枪的匹配通常会有一个最佳的喷涂距离,需要通过工艺试验来确定,在一个喷涂区域内通常只有一个最佳的喷涂距离,喷涂距离控制就是使喷涂距离达到或接近最佳值。
以空气喷涂为例,最佳喷涂距离基本在(200~300)mm之间。
(4)工件移动速度(V1)
桶形工件的工件移动速度即喷枪与工件在轴向的相对移动速度,当工件在静止状态下进行喷涂时,工件移动速度等同于喷枪沿工件轴向的移动速度。该参数需要与其它参数进行匹配才能保证涂层厚度均匀,对生产节拍有直接影响。
(5)喷涂工艺理论计算
喷涂工艺理论计算公式:V=V1×L×N /W
其中: V=喷涂速度;V1=工件移动速度;L=喷枪行程;N=喷涂变数;W=喷枪扇幅
注:桶形工件内喷中喷枪行程等同于工件内表面圆周长。
2)喷涂工艺控制
影响喷涂工艺的因素很多,在设备上主要控制三个参数,即:涂料流量、喷涂扇幅、雾化效果:
(1)涂料流量
涂料流量是影响喷涂工艺的关键因素,在涂料稳定的前提下,涂料流量决定了系统的成膜能力,流量的稳定性决定了涂层的均匀性,涂料流量的准确性和稳定性是系统工艺技术水平的重要体现。
本系统采用气动流量阀作为涂料流量控制部件,通过电气比例阀对流量阀进行数字化控制。
(2)喷涂扇幅
喷涂扇幅的稳定性直接影响涂层均匀性,以空气喷枪为例,扇幅大小是通过调整喷枪上的“扇形空气”气路压力值来调节,扇幅工作范围在200~300mm,该路气体压力的稳定性决定了扇幅的稳定性。目前,国际上对喷涂扇幅的控制基本采用开环控制的方式,通过电气比例阀来定量控制“扇形空气”气路压力值并提高压力的稳定性。
另外,扇幅大小与喷嘴选择有关,喷嘴选型主要根据需要的流量、扇幅和材质进行选择,喷嘴属于耗材,超出使用寿命后会逐渐出现扇幅不稳定的现象,因此,为了保证系统的工艺稳定性,需要及时更换喷嘴。
(3)雾化效果
喷枪雾化效果是指喷具对油漆进行雾化过程中对油漆颗粒的大小及分布控制的效果,是影响涂层质量的最直接的因素,以空气喷枪为例,雾化效果是通过调整喷枪上的“雾化空气”气路压力值来控制的,该路气体压力的稳定性决定了雾化效果的稳定性。“雾化空气”压力值与喷枪结构有关,需要通过喷涂试验确定,雾化压力过小会造成油漆雾化不充分,导致油漆漆雾颗粒过大和分布不均;雾化压力过大会造成油漆雾化过度,导致油漆漆雾颗粒过小,油漆利用率降低,漆膜质量也会下降。
目前国际上对油漆雾化效果的控制也基本上采用开环控制的方式,通过电气比例阀来定量控制“雾化空气”的压力值并提高压力的稳定性。
2 自动喷涂系统结构及性能研究
通过工艺分析,为了实现对喷涂姿态和油漆工艺的控制需要相对应的装备来实现,本系统由三自由度喷涂机械手和涂装精密控制系统两部分构成。
2.1 三自由度喷涂机械手
1)结构描述
机械手由一个悬臂和一个两轴喷涂手腕构成。悬臂的作用是深入工件内部把喷枪送至喷涂区域,喷涂手腕的作用是调节喷枪的喷涂姿态和喷涂速度。
其中机械臂的机构简图如图1所示,机械臂上固定有两根导轨和齿条,导轨在基础平台上的导向块5上滑动,驱动电机安放在固定的基础平台上,通过齿轮齿条传动。

图1 悬臂结构
自由度喷涂手腕安装在悬臂末端,喷枪安装在喷涂手腕上,由旋转轴和径向移动轴构成。旋转轴用于使喷枪绕工件近似轴线回转并调整喷枪的旋转速度,进而调节喷涂速度;径向移动轴用于调节喷枪的喷涂距离和姿态。
手腕的结构图如图2所示,包括回转驱动电机、径向移动电机、传动齿轮箱、回转板、正弦机构、喷枪架和回转接头组成。齿轮箱固定在悬臂前端;回转驱动电机固定在齿轮箱上,通过齿轮箱内部的传动齿轮组带动回转板回转;径向驱动电机同样固定在齿轮箱上,通过齿轮箱内部的传动齿轮组带动正弦机构的曲柄回转;正弦机构曲柄带动滑块在固定在回转板上的导轨进行直线运动;喷枪架固定在正弦机构的滑块上;回转接头的输入端固定在机械臂上,输出端与回转板固连。

图2 手腕结构

图3 自动喷涂设备
2)有限元和动力学分析
由于悬臂长度和悬出量超出常规应用,必然对系统刚度和稳定性造成不利的影响。为避免喷涂过程中在喷枪的反作用力下产生抖动,影响喷涂质量,需进行有限元和动力性分析。本研究采用NX Nastran进行分析。在进行有限元处理之前我们必须位模型赋予各种属性和约束条件。在机械臂模型中,模型受到两个固定约束,一个重力分布载荷、一个手腕集中载荷和一个由于手腕转动造成的动载荷。
通过计算我们得到结构的一阶模态频率是12HZ,而动力载荷的频率为0.14HZ。由于外载荷的频率远远小于结构的固有频率,因此,动力载荷可以看作是静力载荷来加以分析。图5是动力载荷的周期图。从图中可以看出动力载荷的最大值是1.04N,由于整个机构的重力大于2500N,所以动力载荷产生的影响对整个结构来讲微乎其微。

图4 动力载荷的周期图
有限元分析结果如图6所示,通过优化结构,悬臂末端下垂量约为2mm,满足喷涂要求。仿真结果与实测结果相符合。

图5 有限元分析
3)控制系统
喷涂机运动控制核心部件选用安川MP2310控制器。MP2310是集成型控制器,可完成多个轴的同步伺服控制。标配有MECHATROLINK-II和Ethernet端口,可分别实现与伺服控制器和上位的通讯。
系统利用了控制器的电子凸轮功能,以时间轴为主轴,3个电机作为从轴,实现离线编程生成的喷涂轨迹。
2.2 涂装精密控制系统
1)系统构成
涂料输供系统完成对涂料从供漆罐到喷枪的输供及控制,由涂料输供单元、涂料清洗单元、喷具单元、气路控制单元、流量控制单元、空气过滤组件及连接附件构成。
涂料输供单元具有供料泵、搅拌器、涂料调压器、涂料稳压塔、涂料过滤器等构成;喷具采用自动空气喷枪,具备涂料流量、雾化空气、扇幅独立调整功能;为了便于设备清洗,系统配置了1套CCV自动换色、清洗阀组,用于实现自动换色、清洗功能。喷枪安装在喷涂手腕上,通过多路回转接头与供气管和涂料管连接,以解决连续旋转过程中漆气管线不缠绕。
为了保证喷涂工艺,需要分别对喷枪的涂料流量、雾化空气、扇幅空气等进行调节。采用气动流量调节阀对油漆流量进行控制,每个气路配有独立的电气比例阀,可实现涂料流量、雾化空气和扇形空气的数字化控制。
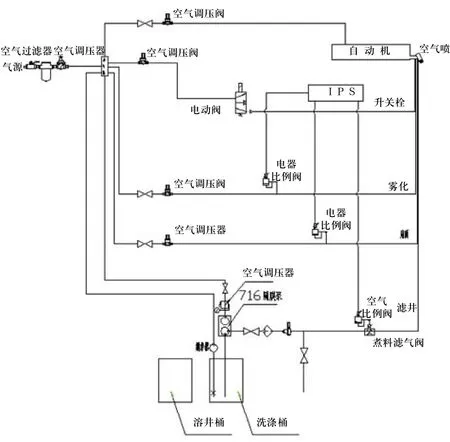
图6 输供漆系统原理图

图7 隔膜泵图

图8 空气喷枪图
2)涂装精密控制系统原理图如图6所示。
3 试验结论
通过对设备单轴机械性能、综合控制精度和喷涂工艺控制能力进行测试,各项性能指标均达到或超过设计指标,具体测试如下:
悬臂运动范围 4700,实际使用范围4500mm。
悬臂电机速度 10.3593mm/s。

图9 回转电机最大速度 74.5879°/s

图10 径向电机最大速度 485.6869°/s

图11 喷枪伸缩范围 90-260mm
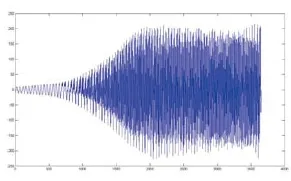
图12 径向伸缩速度 215.6512°/s--225.7165°/s
经过大量的油漆工艺试验,试片和模拟件的喷涂效果达到了工艺要求,通过综合测试分析,系统整体性能达到了设计要求,能够满足生产需求。
4 结束语
本文论述的桶形内喷工艺和自动喷涂装备都已得到试验验证并投入到实际应用当中,该工艺和装备的应用为用户节约了油漆,提升了喷涂质量,提高质量稳定性,还把人员从复杂、艰难的作业环境中解放出来,对推动我国自动涂装装备的技术创新起到积极地推动作用,该项技术已经申报国家实用新型专利2项。
[1] 王锡春. 汽车涂装工艺技术[M]. 化学工业出版社, 2005.
[2] 刘会成. 涂装工艺及设备[M]. 化学工业出版社, 2012.
