基于现场总线的柔性制造系统的设计
2012-07-11何芳
何 芳
(新余学院 机电工程学院,新余 338000)
0 引言
柔性制造系统由控制系统、加工系统和物流系统三个部分组成,随着各个子系统的发展,柔性制造系统也有了很大的改变,就目前而言,该系统在网络信息化和系统控制模式上还存在某些欠缺。传统柔性制造系统的控制模式采用的是集中型,现场设备和主控计算机的通信必须通过有线连接,因此,不管是系统运算还是系统逻辑处理,这些都是由中央计算机控制的。由此可见,现场设备和中央计算机间的通信问题(可靠性、实时性)是促进柔性制造系统实现信息综合、信息集成和自动化的关键。现场总线是一种通信技术,它不仅能够在工业环境中工作,另外它还具有低成本高性能等优势,作为柔性制造系统中的通信技术,它可以实现现场设备与主控计算机间的通信。
柔性制造系统采用现场总线作为该系统的通信技术,不仅克服了传统柔性制造系统在控制模式上的不足,还可以将现场总线技术的优势发挥出来,现场总线技术的运用极大程度的提高了柔性制造系统各方面的性能。工业控制系统具有网络化、分散化和智能化等特点,传统的通讯技术无法适应这种工业环境,现场总线技术的运用使得企业系统走向了自动化。不仅如此,就连PLC和DCS在功能和机构上也做出了相应的改变,而工业自动化产品也面临着升级。
1 现场总线技术
现场总线控制系统是建立在现场总线技术上的一种控制系统,作为连接通信的一种媒介,它属于智能化设备,把网络节点并入到总线,让网络节点作为网络系统的一部分出现,在拓展后控制系统就会进入自动化。过程现场总线的网络模型包含了三个部分,即应用层、数据链路层和物理层,该技术的传输速率在9.6Kbps至12Mbps这个范围内。过程现场总线的网络模型设计是根据国际标准协议设计的,该协议结构的具体层次分布如图1所示,它选取了通信过程中的物理层、数据链路层和应用层。过程现场总线在交通、电力和楼宇等领域都有广泛的应用,由于它不需要厂家设备的支持,所以它在自动化离散型系统中的应用比较多。过程现场总线有三个不同的版本,即PROFIBUS-PA过程自动化、PROFIBUS-FMS报文规范和PROFIBUS-DP分布设备。如图1所示为过程现场总线协议规范层次结构图。

图1 PROFIBUS协议规范层次结构
2 现场总线的柔性制造系统的设计
柔性制造系统的主控制器采用的是型号为SIEMENS S7-300的可编程序控制器,上位机中必须装有WINCC以方便过程监视,另外还应具备机械设备和执行器。柔性制造系统总共包含了8个执行单元,分别是上料、材质检测、废料分拣、尺寸检测、XY直角坐标传输、加工、皮带传输和立体仓储,单元之间都是相对独立的,属于它们可以单机运行。状态监控、总控再加上8个执行单元就是柔性制造系统的所有结构组成。总控单元主控制器选用的是型号为Siemens S7-300的可编程逻辑控制器,软件编程是实现调控执行单元的手段;状态监控单元也是通过在PC机中安装Siemens组态监控软件,对系统运行状态的监控也是通过组态和编程。
2.1 控制系统
控制系统总共有三层,即管理层、单元层和设备层,分层式的控制有利于全面的管理,管理层主要负责界面的监控和系统的整体控制,单元层是负责现场设备的控制,而设备层是是控制分散的设备,将它们进行集中管理。如图2所示为控制系统层次结构图。
管理层的一类主站采用的是西门子的S7-300可编程逻辑控制器,它的二类主站安装的PC机具有CP5611卡。S7-300主站在系统中充当管理中心和数据处理中心,负责各方面的连接,如根据下层发送的状态信息对加工任务进行规划和调整,或者将WINCC发送的信息进行加工和转换,将它传递给设备层;WINCC是操作人员和计算机交流的界面,通常用来采集实时数据,或者控制系统设备层的运行,并用文字或动态图形的方式将系统运行状态显示出来,另外它还可以实现记录变量、归档数据、打印消息和报警等操作。

图2 控制系统层次结构
单元层与设备层之间的连接是通过S7-200或者EM277,单元层会根据管理层的指令驱动电机模块或者设备层,另外将设备的运行信息发送至管理层。S7-200与PROFIBUS-DP存在一定差异,所以它并不具备通信能力,本文采用的是EM227,通过对它进行模块拓展,让它具备与PROFIBUSDP相同的通信功能。
2.2 系统主站组态
在本文中柔性制造系统的一类主站采用的S7-300 可编程逻辑控制器是由SIEMENS公司生产的,该控制器具有体型小、结构模块式等特点,且它的结构不受到槽位的限制,属于应用型、容易拓展,在同类控制器中性价比较高。S7-300 可编程逻辑控制器由导轨、接口模块、电源模块、中央处理单元模块、功能模块和信号模块几部分组成。
2.3 系统从站设计
柔性制造系统的从站设计选用的可编程逻辑控制器是S7-200系列的,每个从站设备都会对应一个网络地址,从站在过程现场总线网络中处于被动地位。在启动设备前应先检查从站的的通信能力,检查它是否能与主站进行通信连接,对设备进行初始化处理。S7-200系列不具备现场总线的通信接口,所以如果要选用S7-200作为从站的通信设备,首先要对S7-200进行模块拓展,将它拓展为EM277。从站由变频器模块和EM277模块两部分组成,且变频器模块应该带有过程现场总线接口。
2.4 WINCC的通讯组态
WINCC在柔性制造系统中充当监控软件,且它监视的是上层,所以它和主站间有通信连接。从站与主站间的通讯必须通过S7-300,然后才能发送至WINCC,因此它们之间存在一个过程变量,在WINCC和S7-300之间过程变量就相当于媒介的作用,数据的交换都要通过过程变量才能实现,每个过程变量都会对应一个通讯单元和一个驱动程序。
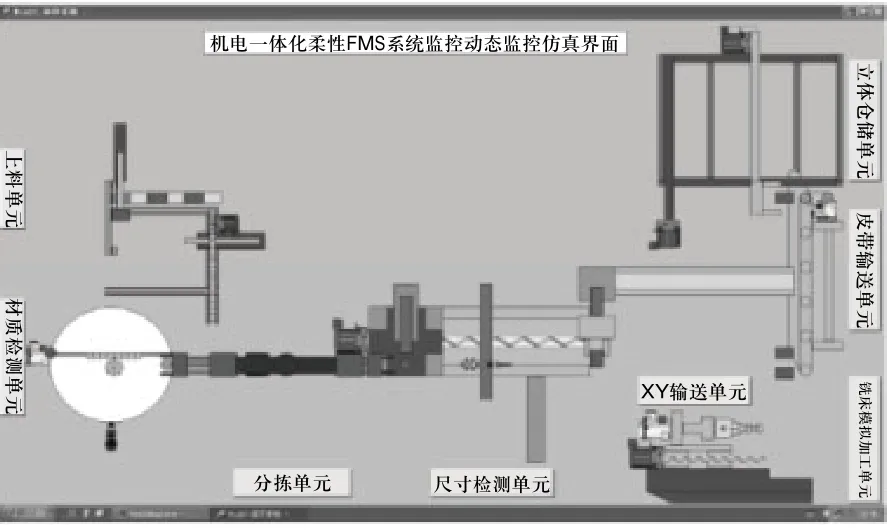
图3 监控仿真界面
2.5 监控界面设计
系统界面即监控界面,这是人操控系统监视系统运行状态的媒介,在过程监视系统中,系统界面实现系统功能都是通过参数设置及图形修改完成的。在整个柔性制造系统中,系统的编程和单元模块的创建都是通过画面设计实现的,因此,画面设计就是实现系统监控功能的核心。如图3所示为监控仿真界面截图。
3 结束语
本系统的一类主站采用的是WINCC和S7-300,从站采用的是S7-200,系统的管理和监控都是通过WINCC实现的,WINCC可以将现场的实际情况用动态的画面显示出来,系统的实时性和可靠性因此得到了提高。过程现场总线集中式的控制,不仅让系统对底层设备实行分控,还可以进行实时管理,现场总线的应用让物流系统和加工单元融合在一起,硬件设计和软件编程逐渐走向了标准化,柔性制造系统的设计难度随之下降。
[1] 陆春元, 陆欢林. 基于现场总线技术的柔性制造系统的组态监控[J]. 机床与液压, 2009, 37(9).
[2] 梁延德, 赵律. 现场总线在柔性制造系统中的应用[J]. 组合机床与自动化加工技术, 2006(4): 65-67.
[3] 陆春元, 陆欢林. 基于现场总线技术的柔性制造系统的组态监控[J]. 机床与液压, 2009, 37(9).
[4] 于瀛, 邢吉哲, 母佳庆, 张伟. Prof i bus总线在人机协同柔性制造系统中的应用[J]. 新技术新工艺, 2009(6).
