混流式水轮机导水叶操作系统的改造与漏水治理
2012-07-06薛捍权高忠继
薛捍权,高忠继
(云峰发电厂,吉林 集安 134200)
云峰水利枢纽位于鸭绿江中上游的吉林省集安市青石镇境内,是中朝两国在鸭绿江界河上合资兴建、利益共享、中方管理的大型水利枢纽工程。工程共装发电机组4台,原设计单机容量100 MW,总装机容量400 MW,年均发电量17.5亿kWh。后期50 Hz 2台机组经过增容改造单机容量为115 MW,现全厂总装机容量430 MW,实际多年平均流量为228 m3/s,年平均发电量15.23亿kWh。
云峰发电厂水轮发电机组是由4台混流式水轮发电机组成。型号为HL662-LJ-410,设计水头89 m;设计流量135 m3/s;额定转速150 r/min,是以调节峰荷为主要目的大中型水电站。机组自1965年第1台机组投入发电至今,运行40余年。
混流式水轮机的漏水主要体现在导水机构的过流部件上。以控制流量的导水叶为中心,顶盖与底环结合密封,从而达到控制漏水量的根本目的。由于机组长年进行峰荷调节,动作频繁,导水机构中的顶盖、导叶、套筒等部件轴承与轴承套之间磨损严重,使各传动部件的配合间隙增大,尤其有的水轮机顶盖与底环之间,以前的导叶端面密封无密封胶条,采用的是硬性止口,机组经过几十年运行后,漏水量不断增大。在首次进行设备改造过程中,通过人工对顶盖与底环的端面加工了密封槽。受当时技术条件限制,加工精度与实际要求存在一定误差,密封效果不好,导致水轮机达不到预期效果,造成水能利用率降低,同时给机组的安全运行带来很大隐患。
1 漏水的危害及测量
a. 漏水危害的定义。漏水的危害[1-3]是指,当机组在停运的情况下,工作轮前端的导水叶处于完全关闭,操作工作轮的压力钢管内的水源完全处于密封状态,保证工作轮开始转动时提供最大流量,使水能转换成最有效的机械能,而当导水叶密封不严时,部分水流通过导水叶流失,造成资源浪费,严重时将导致机组误开机。同时漏水对设备的危害也十分严重,漏水不断通过导水叶外泄,导致周围设备严重空蚀,大大降低了设备的使用寿命,增加了维护量。
b. 漏水对导水机构的危害。机组停机时导水机构必须封水严密,否则不但会增加漏水量而且会加剧间隙空蚀破坏,导叶关闭后如漏水严重时可能造成机组无法停机。
c. 漏水对机组调节的危害。对于中、高水头并在电网中担任尖峰负荷的机组来说,减少停机时的漏水损失尤为重要,因为这些机组有相当长时间处于停机状态。
机组在较长时间内低转速运行时,对推力轴承稳定运行造成严重威胁,同时还会造成漏气量大,压水不到位,从而导致较大的有功功率损失。
d. 漏水量的计算公式。漏水量的计算可利用单位时间t内压力管道的漏水量qG进行估算[3]。由于进水闸门存在不同程度的漏水量,所以qG并不是导叶实际漏水量,而导叶实际漏水量qD为

式中 qD——导叶实际漏水量,m3/s;
qZ——进水闸门漏水量,m3/s;
qG——压力管道漏水量,m3/s。
qZ可在机组检修过程中,通过对压力管道内的漏水水流断面面积和漏水水流流速的测定求得。在关闭工作闸门测量压力管道的漏水量时,如果工作闸门的侧路阀漏水较大时,在 (1)式中应加上。如果蜗壳排水阀或钢管排水阀漏水较大时,应在 (1)式中减去。
e. 导水叶端面间隙的重要性。为了减少漏水,必须提高导叶的加工精度,使导叶上、下端面和顶盖、底环之间,导叶与导叶之间的立面间隙尽可能小,但即使达到规定的技术要求,在机组安装投产后由于温度的变化和厂房基础变形等不利因素也可能造成导叶装配间隙增大,严重时亦导致导叶卡阻现象,实际上中、小型水轮机的端面总间隙和为0.5~0.6 mm,大型水轮机端面总间隙和一般为1.0~1.5 mm。
导水叶端面间隙测量点通常是在两个导水叶为一个单元的外侧上、下4个部位。质量标准:上、下端面间隙和的上限等于机组设计的最大间隙和,上、下端面间隙和的下限不小于机组设计的最小间隙和的70%。端面间隙分配一般在70%~30%。
f. 导水叶立面间隙的测量。通常在导水叶全关闭有油压下进行,为确保数据准确,也可在无油压下进行复测。测量点主要在两个导水叶搭接面的上、中、下3个部位。测量时,人工使用0.05 mm的塞尺进行。有、无油压下导水叶的立面间隙均为零。在无油压下进行测量过程中,如果局部有间隙,其长度不能超过导水叶的1/4。
2 导水叶漏水原因分析
2.1 接力器压紧行程对导水叶漏水量的间接影响
a. 压紧行程作用
导水叶漏水量不但和导水叶的端面、立面间隙有直接的关系,也和接力器的压紧行程密切相关。导叶关闭时,蜗壳水压的作用,以及操作臂变形及各轴销与轴套之间存在间隙,使导叶有向开侧方向移动的趋势。为了避免由此引起的漏水现象,导叶关闭后还要向关侧移动几毫米,以保证过紧量。
b. 压紧行程的调节
压紧行程是通过调节两接力器与控制环之间的连杆上调整螺母来完成的。大、中型水轮机接力器的压紧行程为6~8 mm。
c. 人为误差造成的漏水
工作人员在进行调节过程中,受人为因素的影响,由于工作人员的眼睛看刻度尺时有误差,可能使两接力器的压紧行程不十分同步,使得两连杆长短出现轻微偏差,操作机构动作无法完全协调,也会导致漏水。
2.2 机组调节频繁导致导水机构部件之间的磨损
机组调节频繁,导致操作机构各连接部件磨损严重,间隙过大。机组在运行期间,总要进行调节峰荷,如果调节频繁,会造成操作机构的连接轴销与轴套之间出现研磨现象,当磨损程度超过规定指标范围时,会使导水叶各部间隙均发生变化,间隙值增大。操作机构无法控制导水叶完全关闭,导水叶关闭不严,是漏水的主要原因之一。
2.3 密封装置的密封件易损严重导致漏水量增大
a. 止漏装置的重要性
装置导水机构的止漏装置,包括导叶轴承止漏及导水机构在全关闭状态下为防止蜗壳中压力水流入下游装置的导叶与导叶之间,导叶与上、下环之间的止漏装置。
b. 止漏装置的组成
对于中、低水头的大、中型水轮机导水叶的端面与立面的止水装置主要是依靠密封胶条来有效防止漏水。当导叶完全关闭后,导叶尾部依靠接力器的作用力压紧在相邻导叶头部的密封胶条上,这种结构的密封容易在运行中出现胶条被刮落现象。
c. 轴承止漏的主要部件
导水叶轴径与套筒配合密封是通过“U”型胶圈和“O”型胶圈阻止漏水。由于机组长时间运行中不断往复运动,导水叶端面与立面以及轴径总和密封装置发生摩擦,密封胶条与“U”型胶圈和“O”型胶圈容易出现损坏,是导致导水叶漏水的另一主要原因。
3 改造技术方案
3.1 导水叶端面密封处理
根据机组原设计要求,导水叶上、下端面密封胶条的高度必须保证2 mm左右。机组原设计密封材料的使用以中性橡胶为主,但由于橡胶制品的柔软性好、硬度差、抗磨性较低、加工粗糙,同时机组运行中设备长时间浸在水里,锈蚀严重、结合面不光滑、凸凹不平等不利因素,造成局部高度满足不了要求,致使漏水量仍然较大 (见图1)。通过对机组A级检修过程中,对顶盖下端面及底环上端面所有的密封胶条全部进行重新更换,并在胶皮条安装槽内加装1 mm的胶皮板 (见图2),有效提高胶皮条的高度,在满足规程要求的情况下,缩短了胶条与顶盖及导叶之间的距离 (见图3),从而使导叶与顶盖之间端面漏水量减小。同时还对机组的导水叶端面密封胶条的材料进行了改进,使用聚氨酯代替原中性橡胶材质 (见图4),提高了材料的抗磨性。保证密封胶条完好的工作到下一检修周期。


3.2 导水叶立面密封处理及立面间隙调整
a. 导水叶立面胶条更换。利用机组进行A级检修的机会,对所有的24个导水叶的立面密封胶条进行了更换 (见图5、图6)。通过对各种新型材料,各方面性能对比与现场试验,最后确定使用聚氨酯代替原中性橡胶材质。这种新型橡胶制品不但提高了材料的抗磨性,还有效增加了抗空蚀强度。新型密封胶条与导水叶经常磨合时,其硬度适中、不易损坏,起到防止导水叶立面出现漏水的决定性作用。
b. 立面间隙调整。机组安装完毕后,手动操作调速器将导水叶完全关闭,在有油压情况下,使用钢丝绳对导水叶利用捆绑式的方法 (见图7),将所有导水叶捆紧,然后用塞尺对2个相邻导水叶的立面进行测量。如果发现多数2个相邻导水叶之间的立面间隙满足不了规程上规定的技术指标,将调速系统的油压全部卸掉,确保操作机构在无油压状态下,将双联臂与导水叶上端拐臂分解。人工使用大锤将所有导水叶打靠,并使用手拉葫芦将所有导水叶进一步捆紧,直至所有导水叶之间的立面间隙全部为零。接着通过延伸双联臂调整螺栓的方法,将双联臂与导水叶上端拐臂连到一起。调整后松开捆绑导水叶的钢丝绳,再一次对所有导水叶的立面间隙进行复测,保证接力器在有油压与无油压时测量导水叶的立面间隙均为零。

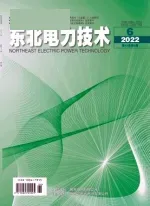
3.3 导水机构双联臂更换
双联臂是调整导水叶立面间隙的主要部件,联接在控制环与拐臂之间,其长短直接影响导水叶立面间隙好坏。由于导水机构双联臂长年工作在水车室内,材质为35号钢。受现场环境影响易产生严重锈蚀,因此在每次检修结束后,必须对双联臂整体涂上防腐漆,以保证不产生锈蚀,然而经过多次机组A级检修中,在进行导水叶立面间隙调节过程中,双联臂力臂调整螺栓频繁出现乱扣问题,调整后导水叶立面间隙一直达不到理想状态 (见图8)。通过多方面的调查研究,并与生产厂家合作,进行各项试验,最后确定将双联臂在保留原有形体的基础上,其主要金属含量更换成为1Cr13(见图9)。新双联臂安装后,各项性能指标均达到规定标准,并且调节效果较好。由于主要成分抗锈蚀能力较强,不用在双联臂的表面上再涂防腐漆,保证调整螺栓可以轻松进行调节的同时,再不出现双联臂调整螺栓乱扣现象。
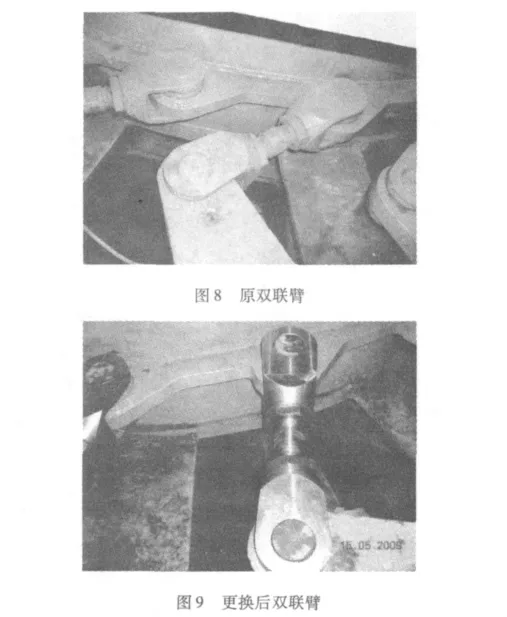
3.4 加大接力器压紧行程调整力度
在满足接力器压紧行程技术指标的前提下,加大接力器压紧行程的压缩量,将接力器压紧行程调整到接近上限值。接力器压紧行程的调整主要通过伸长与缩短控制环推拉杆与接力器活塞推拉杆来完成。由于两推拉杆之间依靠调整螺母衔接,因此旋转调整螺母正反方向,就能达到调整的目的 (见图10)。必须同时调整2台接力器的推拉杆与控制环推拉杆之间的调整螺母,调整长度保持一致才会使接力器操作倒水机构完全关闭导水叶后封闭效果最佳。
3.5 彻底解决导水叶轴径与轴套配合以及套筒密封装置漏水问题
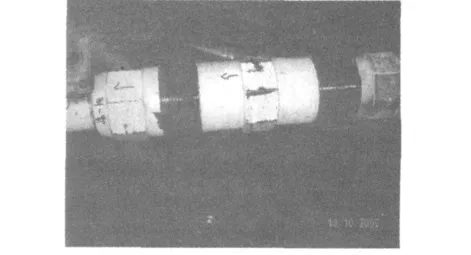
图10 接力器压紧行程调整
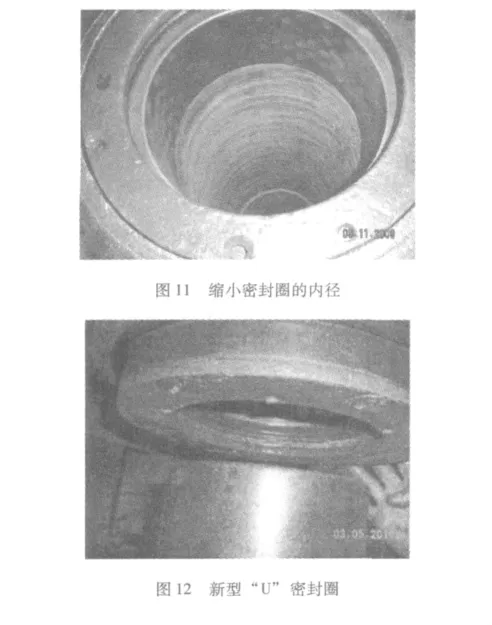
导水叶上、中、下轴径与各部轴套之间均属间隙配合,根据水轮机设计要求,各部间隙由下至上逐渐变大。各轴径与轴套之间的止水主要通过密封装置完成。当水流经过导水叶时,大量的杂质混在其中,水流强烈冲击导水叶的密封装置时,大量的杂质起到了关键性破坏作用,造成密封装置出现漏水现象。经过现场进行实际仿真试验,确定改变密封装置出厂原设计。在不改变各部轴径的基础上,通过缩小部分密封件的内径 (见图11),减小与轴径之间的配合间隙达到止水的最初目的。同时,通过利用聚氨酯代替原中性橡胶更换“U”型密封圈的材质 (见图12),提高密封材料耐磨性的同时增强其硬度,达到止漏最终目的。
4 结束语
对水轮机导水叶进行根本治理后,导水叶套筒与根部从外观进行检查没有发现漏水问题。接力器压紧行程与立面间隙调整完全符合质量标准与规程规定。机组经过A级检修结束后,通过对导水叶漏水量各方面数据采集分析,治漏效果十分明显。当机组导水叶完全关闭的同时关闭工作闸门,工作闸门与导水叶前压力钢管段存水保持时间由原来的1.5 min,提升到现在的7 min。导水叶漏水量由原来的0.94 m3/s下降到现在的0.42 m3/s,基本上符合技术指标要求。机组在运行一个周期后,进行导水叶漏水量各方面数据复测,绝大部分数据与前面保持一致。混流式水轮机漏水根本治理中密封材料的更换、双联臂材质的更换、密封圈的改进等几个方面取得了全面成功,可以在同类电站中全面推广。
[1] 刘大恺.水轮机 (第三版) [M].北京:中国水利水电出版社,1996.
[2] 黎永才.水轮机[M].北京:中国水利水电出版社,1989.
[3] 康同生,刘洪汉,孙亦林,等.水轮机及其检修[M].北京:职工教育出版社,1987.
[4] 袁 蕊,田予勤.水轮机检修[M].北京:中国电力出版社,2004.
[5] 武汉水利电力学院主编.水轮机 (上册) [M].北京:中国电力出版社,1980.