基于组态王的自动装配机监控系统设计*
2012-07-05林丰何用辉
林丰 何用辉
(福建信息职业技术学院)
1 引言
在现代工业自动化生产中,自动装配已成为现代工厂生产、物流过程中不可缺少的重要环节之一。组态王(KingView)是北京亚控科技发展有限公司融合人机界面系统和监控管理系统开发的工控组态软件。基于组态王的自动装配机监控系统对生产自动化的实现意义显著,通过组态王软件平台可有效设计实现自动装配机现场监控、数据处理、报警管理、报表查询输出等功能[1]。
2 自动装配机组成结构与功能
自动装配机主要用于将半成品与其它零件配合装配,形成成品,主要结构分为输送模块、提取装配模块、配件送料槽及固定支架四部分,如图1所示。整个自动装配机通过 PLC实现协调控制运行;输送模块通过MM430变频器驱动三相异步电动机运行工作,为传送带输送装配物件提供动力;提取装配模块通过气缸、真空吸盘协调配合从配件料槽中吸取装配配件,有序执行待装配物件的装配工作。
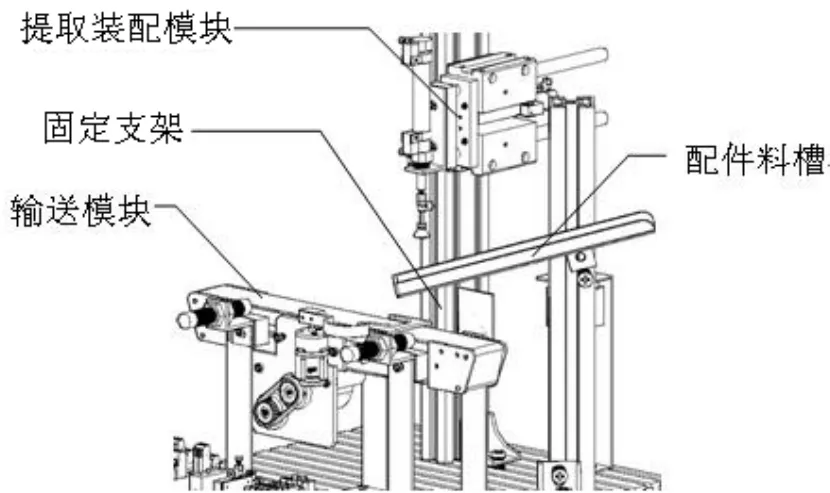
图1 自动装配机结构示意图
3 自动装配机监控系统结构
图2 为自动装配机监控系统网络结构示意图。自动装配机监控系统采用上、下位机的组织结构,整个系统分为上位机监控层和 PLC现场控制层两部分。上位机监控层基于组态王软件KingView 6.52运行于上位监控机,通过开发的应用程序实时监控系统运行状态、管理数据信息,实现现场控制与远程管理的运行模式。PLC现场控制层采用西门子S7-200系列的PLC作为整个系统的核心,直接检测与控制现场设备(按钮、传感器、MM430变频器、电磁阀等)的运行状态,实时采集过程数据,接受上位监控机的监控,通过西门子PC/PPI电缆实现与上位监控机互换数据信息。PLC将自动装配机系统各运行参数实时采集到组态王对应变量中,由组态王进行统一数据管理;同时根据上位机指令和程序设置控制现场工作设备执行相关动作[2]。
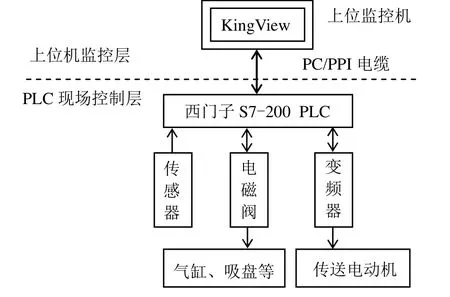
图2 自动装配机监控系统网络结构示意图
4 自动装配机组态监控系统的设计
本自动装配机组态监控系统采用KingView 6.52工控组态软件开发实现,其设计开发包括自动装配机监控系统的通信设置、构建过程数据库、组态监控界面设计与编程等方面内容。
4.1 自动装配机监控系统的通信设置
自动装配机监控系统上位机组态王 KingView 6.52与下位机的PLC之间采用PPI协议实现通信,PLC与上位机通过西门子PC/PPI电缆物理连接,利用STEP 7 –Micro/WIN 4.0编程软件和组态王软件进行通信配置即可。
1)在STEP 7 –Micro/WIN 4.0编程软件“系统块”的“通信端口”中设置端口1的PLC地址为2,波特率为9600b/s;同时完成自动装配机控制程序的编制,完成后下载到PLC中,使更改的参数生效。
2)双击组态王工程浏览器目录中“设备”项目下的 COM1,在串口设置界面中设置波特率为9600b/s;设置奇偶校验为“偶校验”;设置数据位为“8”;设置停止位为“1”;设置通信方式为“RS232”,以完成对 COM1的通信设置。选择组态王工程浏览器 “设备”项目中的COM1,双击其右侧的“新建…”图标,运行“设备配置向导”,依次选择PLC、西门子、S7-200系列、PPI;将设备逻辑命名为 S7-200;选择串口号COM1;设备地址设置指南中设置PLC地址2;默认通信参数。完成设备配置后,右键单击工作区显示的“S7-200” 图标,选择“测试 S7-200”,测试组态王软件与PLC是否能正常通信[3]。
4.2 构建过程数据库
组态王软件需预先构建过程数据库方可实时采集自动装配机的现场数据,组态王工程浏览器“数据库”的“数据词典”直接构建过程数据库。通过工作区的“新建…”图标进行定义变量,命名变量名,相应选择定义变量类型、连接设备、寄存器、数据类型;设置采集频率;设置读写属性;可在定义变量的描述文本中输入对该变量的描述内容。使用同样的方法灵活组态自动装配机系统中的其它变量,表1和表2分别为本系统中组态王数据词典中定义的内存变量和结构变量。
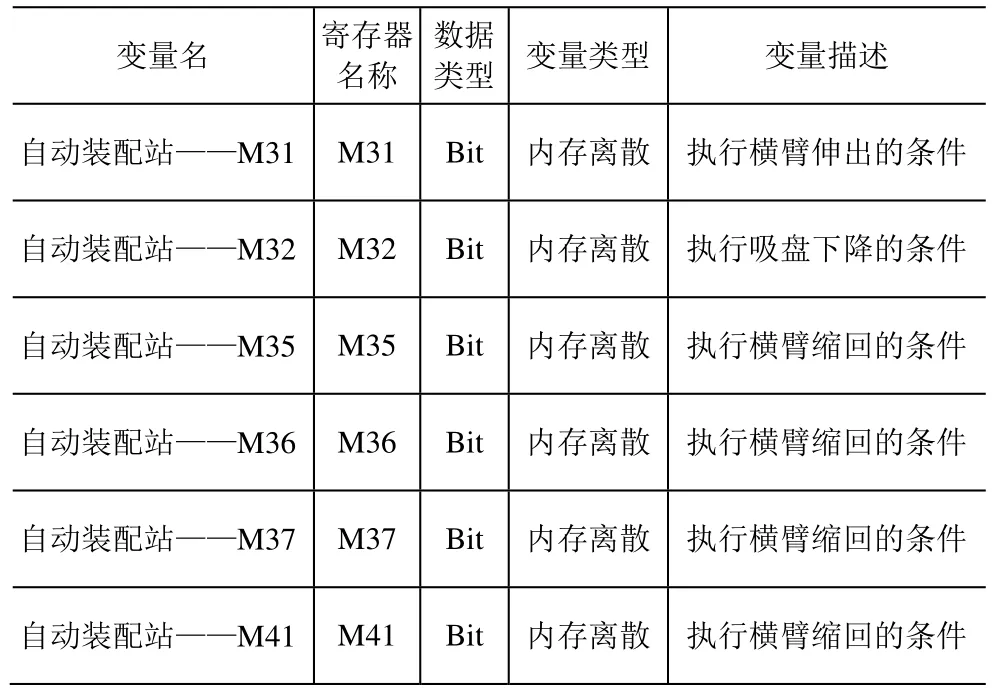
表1 组态王数据词典中定义的内存变量
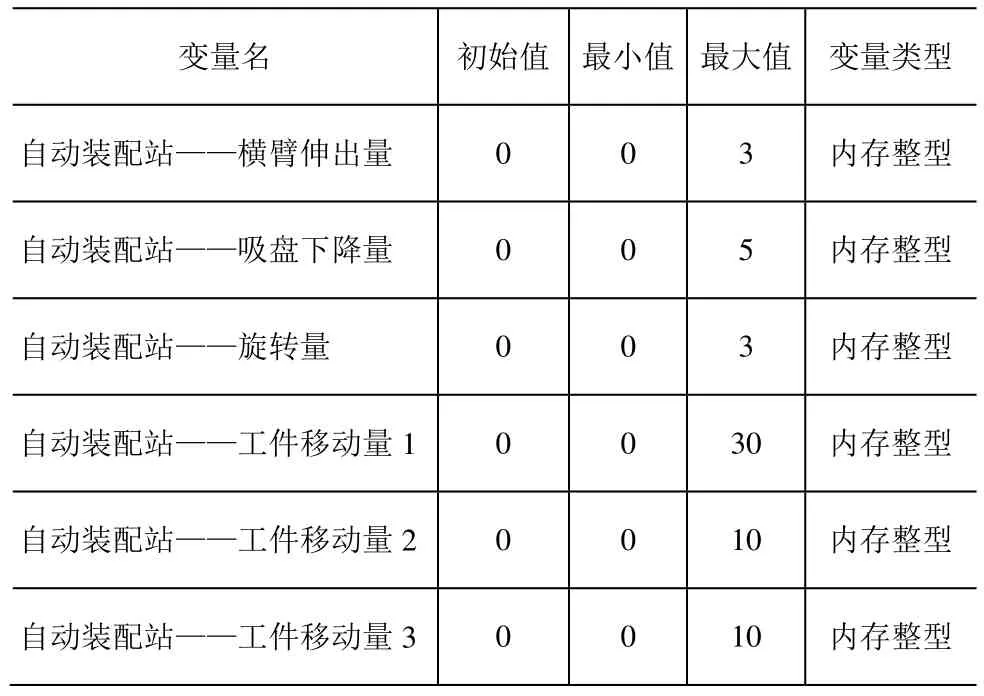
表2 组态王数据词典中定义的部分结构变量
4.3 组态监控界面设计与编程
考虑到自动装配机系统监控的过程变量和实际功能,设计了监控主界面、报警界面、生产报表统计等界面,其中自动装配机监控主界面如图3 所示。
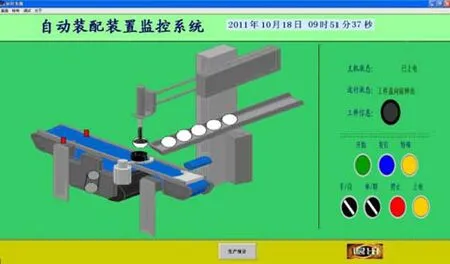
图3 自动装配机监控主界面
监控主界面主要由标题显示区、状态显示区、动画仿真区3个区域组成,动态仿真自动装配机系统现场运行状况。在主界面上侧的标题显示区中标注有监控界面标题及显示日期时间;在其右侧的状态显示区主要显示主机状态、当前运行状态、物件显示状态以及各操作指示元件;动画仿真区直观形象的显示实时监控整个自动装配机系统的动态运行过程。在监控界面上添加“生产统计”和“退出”两个按钮控件,分别用于界面切换和监控界面退出。
完成监控界面制作后,进行界面上控件的动画连接设置。比如进行“退出”按钮控件动画连接时,在命令语言连接中勾选“按下时”选项,通过“事件命令语言”对话框的“发生时”栏里相应输入“close picture(“监控界面”)”,完成该事件命令语言的编写[4]。其它控件的动画连接方式也是类似的。
完成各个控件的动画连接设置后,还需编写整个监控系统的应用程序命令语言。选择组态王工程浏览器左侧命令语言目录的“应用程序命令语言”选项,双击其则出现“应用程序命令语言”对话框,在此对话框中编写自动装配机监控系统的应用程序命令语言脚本程序,在“运行时”栏里输入以下程序:
If (\本站点自动装配站——M31= =1)
\本站点自动装配站——横臂伸出量=\本站点自动装配站——横臂伸出量+1;
If (\本站点自动装配站——M41= =1||\本站点自动装配站——M35= =1||\本站点自动装配站——M36= =1|| \本站点自动装配站——M37= =1)
\本站点自动装配站——横臂伸出量=\本站点自动装配站——横臂伸出量-1;
If (\本站点自动装配站——M36= =1)
{
If(\本站点自动装配站——物件移动量1>=20)
\本站点自动装配站——物件移动量 1=\本站点自动装配站——物件移动量1+1;
If (\本站点自动装配站——物件移动量2>=20)
{\本站点自动装配站——物件移动量2=\本站点自动装配站——物件移动量2+1;
\本站点自动装配站——物件移动量3=\本站点自动装配站——物件移动量3+1;
}
}
5 监控系统调试运行
系统连接设置和程序检查无误后,将自动装配机的控制程序下载到 PLC中并运行,然后在监控计算机上启动组态王KingView 6.52软件,并打开已经制作完成的自动装配机的组态工程项目,将其切换到组态运行系统,进入监控界面。观察监控界面的动态仿真显示与自动装配机的现场设备是否同步运行,检查监控界面动画连接控件显示正确与否。若出现错误,可以退回到开发系统界面中更改,调试直至监控程序运行正常为止。
6 总结
本自动装配机监控系统结合S7-200系列PLC和KingView 6.52组态软件设计,实现了对自动装配机现场设备的工作情况实时监控与管理,也可控制整个系统的可靠运行,并提供数据信息查询。本系统运行软件结构简单、实时性好;系统界面友好,能逼真观察系统运行过程,实用性较强;可满足系统自动控制与管理的要求,具有一定实用价值。
[1]何用辉.自动化生产线安装与调试[M].北京:机械工业出版社,2011.
[2]靳雷,王建跃.基于组态王和PLC在机械手臂控制系统的应用[J].化工自动化及仪表,2010,37(3):103-106.
[3]覃贵礼.组态软件控制技术[M].北京:北京理工大学出版社,2007.
[4]李胜多.基于PLC和组态王搬运机械手控制系统的设计[J].农机化研究,2010,11(11):141-145.
