航空电子设备振动试验与分析
2012-07-05许劲飞周淑蓉
许劲飞 周淑蓉
(中国电子科技集团公司第十研究所 四川 成都 610036)
0 概述
飞机上航空电子设备所处的机械环境比较恶劣,据国外统计,航空电子设备故障29%~41%由机械负荷的作用引起,元件的失效频度比在实验室条件下(无振动、冲击时的失效频度)大120~160倍,振动引起的元件或材料的疲劳损坏,造成电子产品的失效。航空电子设备防振设计的主要方法有减弱和消除振源、小型化及刚性化、去谐、去耦、增加阻尼,主要手段可以进行有限元建模来分析设备的模态振型,掌握电路板组件和机箱的模态频率和振型,并进行动力响应分析(PSD),在规定的外力载荷或试验的环境载荷条件下分析机箱和电路板组件的各关心部位的响应情况,为合理的元器件布局设计、电路板组件结构设计和机箱结构设计提供依据。振动试验是结构设计分析及验证的重要环节,振动试验的方法关系到试验的正确性与准确性,必须加以重视,研究振动试验方法是进行振动试验的最重要的组成部分。
1 振动试验的几个关键问题
1.1 夹具
夹具是振动试验的最重要的准备工作,夹具的好坏关系到试验的成功与否,夹具设计与验收遵照以下原则进行。
1.1.1 夹具结构要求
材料采用铝合金,对于三维尺寸小于200mm的小型夹具,应为整体机加工结构形式;对于坯料供应困难的较大夹具,优先考虑铸造或焊接,允许螺装和局部焊接,螺装时螺栓间距小于8cm;经常拆卸的夹具,要嵌钢螺套或插销螺套;螺纹连接部位,用高强度厌氧胶粘接;夹具要留有传感器安装位置。
1.1.2 夹具性能要求
对电子产品而言,通常夹具和产品的总重小于30kg,要求:
a)一阶共振频率
垂直向>700Hz,水平向>450Hz;
垂直向高于700Hz,水平向高于450Hz时,试验曲线上允许有多个共振峰或反共振峰,但在1000Hz内,随机试验累计带宽内总均方根值差<3dB;
验收时可将夹具、台面上各部位综合考虑作为控制点。
b)与主振(Z 向)方向正交(X、Y 向)的振动量值
在500Hz以下,非试验方向(X、Y向)小于主振方向(Z向)控制值的50%,非试验方向 (X、Y向)在500 Hz以上最高峰不大于主振方向(Z向)控制值,从正弦扫频或随机功率谱响应曲线上读取。
验收时可在夹具离振动台面最高处检测,控制点位置在台面上。
c)夹具上与产品连接点(螺栓连接处,也称固定点)间振动输入值的均匀性
各点的均匀性:指随机试验时带宽内的最大(或最小)均方根值与平均值的差,其均匀性在700Hz内小于30%,1000 Hz内小于50%;
验收时可将夹具、台面上各部位综合考虑作为控制点。
1.2 试验设备的安装
按实际的安装方式直接或借助夹具紧固于振动台动圈或振动台台面上,所有的设备接插件、电缆也必须和实际使用时的状态一致或尽量一致。
1.3 控制点的选择
当夹具较刚硬,试验样品较小时,通常可用台面中心作为控制点;当夹具刚性对控制值影响较大时,可选择试验样品与夹具或振动台台面的连接点作为控制点;当试验样品较大,或用上述点控制不合适时,也可将台面、夹具、试验样品上各部位综合考虑作为控制点。控制点要根据试验的情况的不同做具体适当地选择。
1.4 振动台面
为满足夹具安装的方便性和同时进行多个产品的安装以提高试验效率要求,一般使用振动台台面,在振动台台面上安装夹具,要求振动台面固有频率在1200Hz以上,因为航空电子产品的器件固有频率在一般在400Hz~800Hz,若振动台面固有频率在1200Hz以下,则由振动台、台面、夹具、产品组成的试验系统其固有频率有可能在800Hz以下 (带夹具、产品后刚度K减少,质量M增大,固有频率减小),与器件固有频率(400Hz~800Hz)重合,控制点选点不当会造成产品器件的过试验和损坏。
条件允许的情况下,试验时最好不要采用振动台面,实现产品或者夹具与振动台动圈直接连接。
2 几个关键结构问题的试验分析
2.1 系统的安装方式、固有频率及试验结果分析方法
安装方式(边界条件)影响系统的固有频率。
由振动台、台面、夹具、产品组成的试验系统,其系统的固有频率试验各控制点的控制曲线上会有所反映,表现为各控制点控制曲线上在同一频率上有多个共振峰或反共振峰,其驱动曲线上也在同一频率上有突变,曲线不光滑。
2.2 寻找和分析设备谐振点
一台电子设备往往有几个谐振点,因此对于整机的固有频率的分析和计算是十分复杂的,可以进行有限元建模分析设备的模态振型和固有频率。实际上,要想全部消除谐振点很困难,甚至是不可能的,所以,从试验中寻找谐振点来制定相应的改进措施往往比进行复杂的计算更有实际意义。
如何从试验中寻找关心的谐振点并制定相应的改进措施呢?
在所关心的位置上 (如印制板上某个关心的器件安装点、印制板的固定点等)设置响应点,测试该点的响应曲线,分析响应曲线上共振峰(正峰)的对应频率及传递率(可能有多个共振峰,有该结构件1阶~n阶的共振峰,也有其它结构件的谐振点经耦合后进入),可结合模态分析结果来判断该谐振点频率是哪些结构件的固有频率,尤其应注意该结构件前三阶的固有频率及传递率,传递率最大对应的固有频率及传递率一般是该结构件的一阶固有频率。
某航空电子设备重量4.8kg,结构外形图见图1,H印制板用9个螺钉固定在面板背面上,在H印制板上设置一响应点B(参见图1),测得响应点曲线见图2。
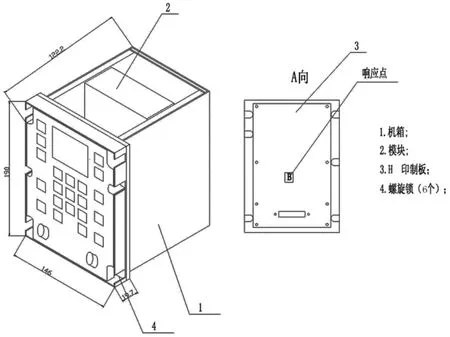
图1 设备结构外形图
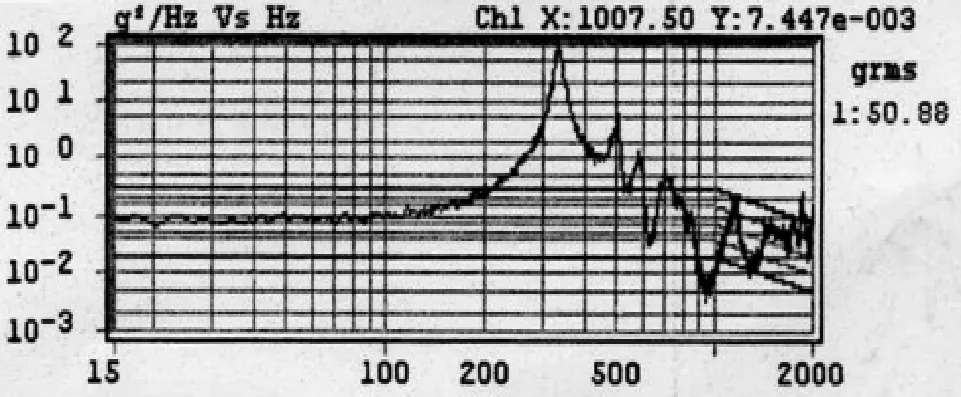
图2 H印制板上B点响应点曲线
分析曲线,可以看出,在331Hz处为最大的共振峰,g/g为31,传递率为,表明B点在该频率处输入振动量级被放大5.6倍,该频率为H印制板的一阶固有频率;在507Hz处的共振峰,g/g为9.56,传递率为,表明 B点在该频率处输入振动量级被放大3.1倍,该频率为HI印制板的二阶固有频率。
产品结构设计人员可以根据输入振动量级、传递率、元器件耐受能力判断该处器件是否进行加固处理。
2.3 配重
摸底试验中常常遇到这样的问题,试验时需不需要带配重,有时对所关心的结构部位测试响应,安装传感器无空间,需要去掉其它结构件,此时如何处理?下面的试验测试结果提供了试验方法与思路,结论具有参考意义。
图1所示的设备在有配重的情况下(指有机箱尾部与箱内模块部件)、无配重(指无机箱尾部与箱内模块部件,只有面板及固定在面板上的HI印制板)两种情况下,分别对进行印制板上B点测试响应,结果如下。
带配重:印制板一阶固有频率 337.5Hz,g/g为35.4。
无配重:印制板一阶固有频率 331Hz,g/g为31。
试验结果标明:带不带配重对印制板的固有频率略有影响,对印制板的传递率有影响,带配重的印制板的传递率是不带配重的1.07倍(7%)。
有条件的情况下,最好带配重进行试验,安装传感器困难时,可以去掉对测试结构件刚度影响不大的结构件。
2.4 螺旋锁结构
机载电子设备的固定形式常常采用螺旋锁结构,将设备面板上的几个螺旋锁固定在飞机舱内水平操纵台的钢丝上,如图3所示。

图3 螺旋锁结构
螺旋锁固定方式使设备响应在低频时放大,高频时减小。
对距离螺旋锁安装点最近的设备面板上的A点 (见图3)测试响应,响应曲线见图4,可以看出在80Hz~270Hz区域放大,其中在150Hz~220Hz区域放大超过 6dB,在 177Hz时g/g最大,为17.25,折算为加速度值放大约4.15倍,370Hz~1300Hz有显著减震功能;由于器件固有频率大多在400Hz~800Hz,对器件有较好的减震功能。
虽然螺旋锁对器件在高频时有较好的减震功能,但要注意设计印制板时应尽量提高印制板的固有频率,最好将印制板的固有频率设计在400Hz以上,以避免印制板固有频率落在低频放大区域,引起响应加大;另一方面,印制板的弯曲曲率很大程度上反映了该器件管脚或焊点所受剪切力的程度,提高印制板固有频率是减少印制板板挠度的主要手段,印制板弯曲曲率较大的区域不适合安装面积较大的器件,位移越大的区域不适合安装质量较大的器件。
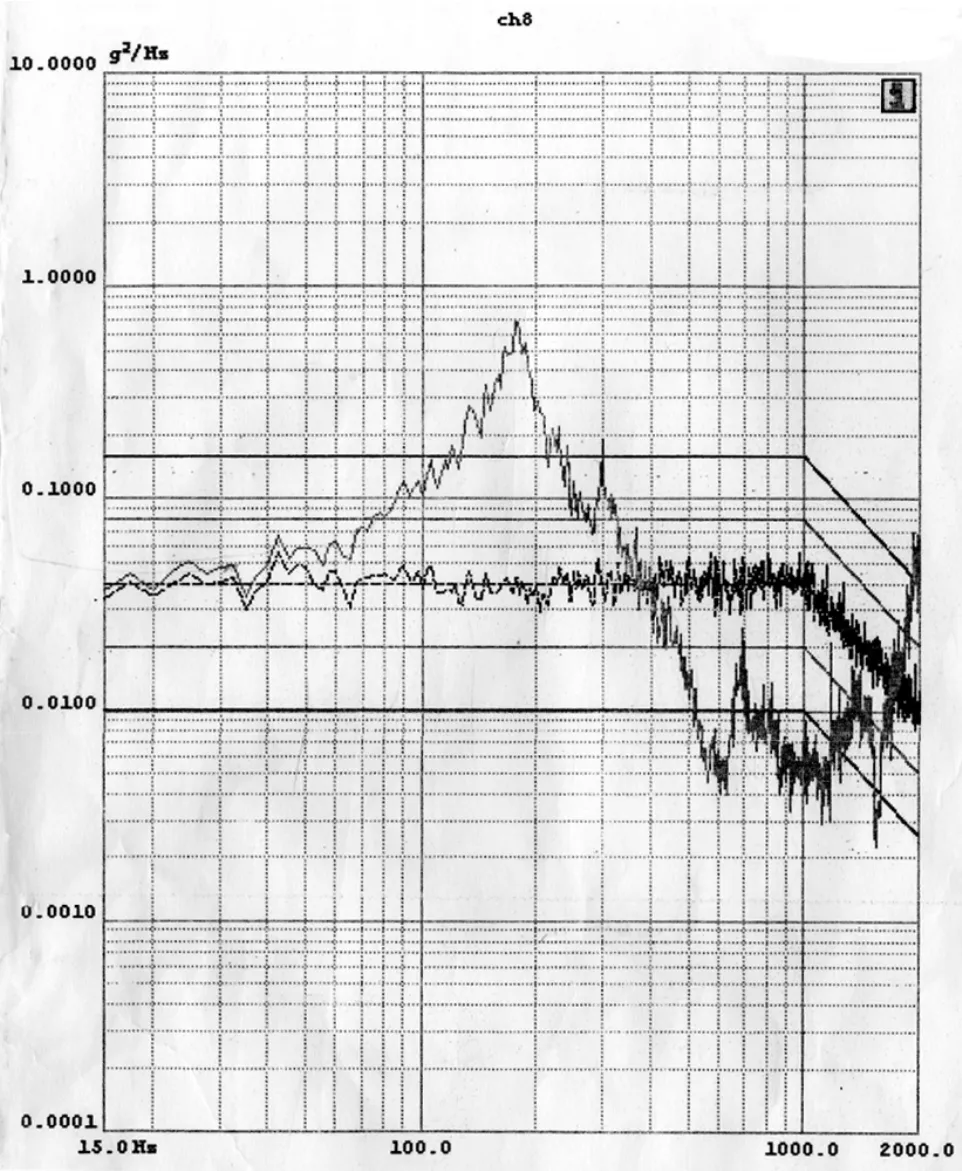
图4 H点响应曲线
3 结束语
电子设备振动试验与分析是一门涉及到振动理论、振动试验技巧与操作、振动有限元建模与分析、器件耐振程度分析等各类相关技术的综合技术方法,需要进行大量的试验并在实践中加以总结与提炼,尤其是器件耐振程度各器件生产厂家基本无相关资料,需要进行大量试验以获得相应资料,掌握好振动试验与分析方法是每一个航空电子设备结构工程师开展振动设计和验证的重要基础工作。
[1]汪凤泉.电子设备振动与冲击手册[M].北京:科学出版社,1997:123-135.
[2]江苏南京工学院.电子设备结构设计原理[M].南京:江苏科技技术出版社,1981:17-45.