磨工工艺在机械制造中的应用研究
2012-07-05马晓玲
马晓玲
烟台工程职业技术学院,山东烟台 264006
1 磨削加工的特点
磨削加工是使用由许多细小棱形多角且极硬的磨粒粘贴起来的砂轮作为切削工具的。磨削加工的特点主要如下:
1)适应材料范围广。这种方法不但可以用来加工软材料如有色金属、铸铁等,还可以加工某些硬度很高的材料如硬质合金、淬硬钢件等;2)表面粗糙度极低而且精度很高。磨削加工的产品的尺寸精度和预期精度误差可以达到1微米以内;3)砂轮具有很高的角速度;4)可以精加工各种表面,在一次行程中可以将攻击表面极薄的金属层切除掉;5)砂轮上磨钝的磨粒会自动脱离或者崩碎,即常说的自锐作用,能够保持砂轮良好的性能。
2 主要的几种磨工工艺
2.1 外圆磨削
外圆磨削是磨工中最基本的工作内容:在普通外圆磨床上磨削轴、套筒或者其他类型的零件外圆柱面以及阶台的断面。这种工艺不但能加工淬火的黑色金属,也能加工不淬火的黑色、有色金属零件。外圆磨削中经常会出现废品,其影响因素也是各方面的,下表列举了常见一些缺陷及原因。

表现 原因1 工件表面有直波形振痕 砂轮不平衡、工件振动、砂轮钝化或塞实2 工件表面有螺旋形痕迹 砂轮未调整好、工作台有漂浮、砂轮架刚性不足3 工件表面烧伤 砂轮过硬、切削液不足、砂轮钝化或塞实4 端面垂直度超差 砂轮轴线与中心线不平行5 圆度超差 砂轮主轴的间隙过大
2.2 内圆磨削
内圆磨削是用来精加工内孔的,可以用来加工淬硬工件以及零件上的通孔、不通孔、端面等,在机械加工有着广泛的应用。内圆磨削的3种主要形式为:中心内圆磨削、行星式内圆磨削、无心内圆磨削。与外圆磨削相比,内圆磨削主要特点为:砂轮直径较小磨削速度较低,磨削表面的粗糙度难以降低;砂轮与工件的接触面较大导致磨粒容易发钝,工件也容易发热烧伤;内圆磨削的磨屑难以排除与切削液混合起来造成砂轮塞实而影响性能;砂轮的长轴在磨削力作用下会产生弯曲变形从而影响加工的精度。内圆磨削中也会产生很多缺陷,具体列举在下表:

表现 原因1 表面粗糙度大 砂轮转速低、修整的太细2 工件表面烧伤 砂轮直径过大、转速过低、散热条件差3 喇叭口 接长轴刚性差、砂轮超越孔口过长4 锥形孔 头架未调整好、砂轮磨损不均匀5 内孔圆度差 工件回转不平衡、头架轴承间隙大6 表面有螺旋形痕迹 工作台有移动、磨头轴向位移过大7 端面跳动量大 砂轮硬度布均匀、时间不够
2.3 平面磨削
平面磨削是指在各种平面磨床上进行的磨削。平面磨床根据结构的不同又可以细致划分为矩台卧轴平面磨床、圆台立轴平面磨床、圆台卧轴平面磨床、矩台立轴平面磨床。根据砂轮工作表面的不同这4种不同类型的磨床在磨削时又可以分为圆周磨削和端面磨削。平面磨削中出现的各种问题也是由多种因素形成的,常见表现及原因如下:

表现 原因1 平面呈现中凹形 进給量过大、冷却不充分2 侧面呈现喇叭口 砂轮磨钝、主轴轴承间隙过大3 线性划伤 冷却液太少、表面排屑不良4 表面走刀痕迹 砂轮母线未定好
2.4 圆锥面磨削
圆锥面具有很多优点:配合紧密,装卸方便,能自动对准中心,当圆锥角较小时能传递很大的扭矩等,因此在机床工具中圆锥面的应用十分广泛。圆锥面磨削时锥度也有着严格的要求,磨削精度则是以接触面的大小来确定。圆锥面磨削方法分为外圆锥面磨削和内圆锥面磨削。根据锥度大小的不同,外圆锥面磨削又分为转动工作台磨削、转动头架磨削、转动砂轮架磨削;内圆锥面磨削可分为转动头架磨削、转动工作台磨削。圆锥面磨削时,除了产生之前某些同样的问题还会产生圆锥面特有的一些质量问题,这些问题主要由锥度、圆度、母线等产生,具体体现和原因如下:
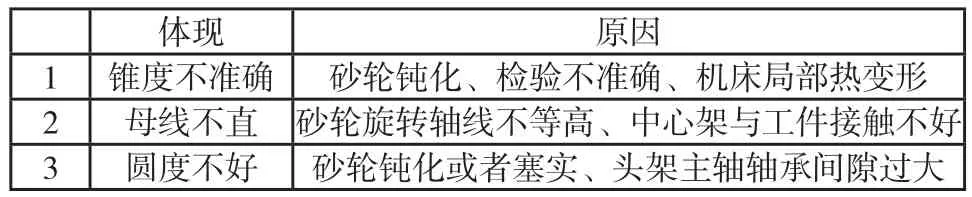
体现 原因1 锥度不准确 砂轮钝化、检验不准确、机床局部热变形2 母线不直 砂轮旋转轴线不等高、中心架与工件接触不好3 圆度不好 砂轮钝化或者塞实、头架主轴轴承间隙过大
2.5 其他磨工工艺
除了上述的几种工艺外还有许多其他工艺,如低粗糙度磨削、高度磨削、强力磨削、控制力磨削、特种材料磨削等。低粗糙度磨削主要特点为微刃刻划切削作用、微刃的等高性、微刃的摩擦抛光作用;高速磨削能提高生产率、砂轮的耐用度、加工精度以及降低表面粗糙度,但前提是需要增大电机功率;强力磨削同样有着高效率,而且砂轮耐用度高、不易产生振动;控制力磨削以其简单的结构能可靠地达到规定的精度和表面粗糙度。这些工艺自身特点都非常明显,而且在实际中的运用也越来越广泛。
3 结论
对磨工工艺需要注重理论与实践的联系,在机械制造中,各项加工内容虽然不一样,但是其技术要点是基本相同的:都要从形状精度、表面质量、尺寸精度、位置精度这些方面来考虑。当生成的工件出现了问题就要联系理论知识加以检查找出问题的所在。
[1]邓俊杰.轴承零件磨工工艺,1985.
[2]石伟.轴承磨工工艺学之我见,2010.
