基于ANSYS的薄壁包装件加工分析
2012-07-04潘钟键
汪 程, 潘钟键
(九江职业技术学院,九江 332007)
0 引言
薄壁包装件在现代生活运用广泛,大多数的包装件中采用薄壁件。但大多数薄壁件在加工过程中,普遍存在加工变形过大、失真、加工精度不能保证等问题。这是由于在铣削加工时,薄壁工件受夹具的夹紧力、刀具的切削力共同作用而发生一定程度的变形,为此在加工过程中,必须采用一定的方法来控制工件变形,以达加工的效果。通常通过合理选择切削参数、优化装夹方案,或者合理选择刀具、优化刀具路径等,其中,优化装夹方案是最重要的一项。
机械制造工艺中规定,工件的安装包括两大部分,夹紧和定位。工件的安装是将被加工的零件正确合理的放置到夹具中,利用机械结构对工件进行夹紧,一般情况下采用虎钳装夹,保证在加工过程中不会因为受到切削力等影响而发生位置上的改变。工件的安装一般都是通过夹具来实现,夹具在安装过程中起到的主要作用是对定位、对工件约束并且支撑,为此需要合理的设计布局夹具才能达到好的装夹效果。薄壁箱体件在安装过程中主要是受到夹具的夹紧力作用,随着铣削的进行,工件逐渐变薄,然后夹紧力没有发生变化,进而使其发生局部变形,从而影响了工件的加工精度,工件的局部变形使得铣削刀具与工件的相对坐标发生改变,从而大大影响零件的精度。工件的加工过程中,决大部分的加工误差都是由于装夹所引起的,因此,对于薄壁件的装夹尤为重要,减小装夹所引起的弹性变形是提高零件加工精度的重要技术手段。本文使用ANAYS软件对薄壁包装件进行分析,优化装夹方案。
1 三维建模
利用Pro/E软件进行三维建模,工件尺寸为150mm×150mm×20mm,铣削内腔后壁厚为5mm,加工工艺要求型腔内表面平面度为0.02,内表面与圆柱孔的垂直度公差为0.003,如果装夹使工件变形过大,加工精度将不能满足要求,三维模型如图1所示。
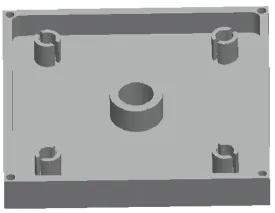
图1 薄壁件三维模型
通过对薄壁件进行分析,周边最薄处和底部壁厚均为5mm,采用虎钳装夹,可能会对工件产生变形,下面通过ANAYS软件对其进行分析。
2 有限元分析
Pro/E中的机械设计模块比较容易操作,它可绘制比较复杂的模型。与Pro/E相比,ANSYS的建模相对比较困难。通过ANSYS和Pro/E的接口,能解决在ANSYS中建模难的困难。本产品的材料为45号钢,其弹性模量为210Gpa,泊松比为0.3。将模型导入ANSYS中,利用ANSYS对其设定参数,划分单元网格,划分后其图形如图2所示。
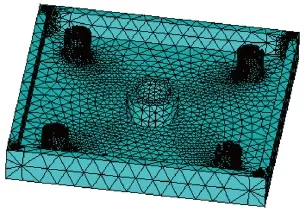
图2 工件单元的划分
2.1 虎钳装夹分析
虎钳装夹是数控加工中最常见的一个装夹工具,首先用虎钳对其装夹进行加工,利用ANSYS进行分析。通过对其约束加载,在工件的侧面和底面进行约束,装置的虎钳夹最小夹紧力为280KG,折合成夹紧力F,其值为:
F=280Kg×9.8N/Kg=2744N
将2744N的作用力,作用在装夹的两个侧面上。装夹受力如图3所示。
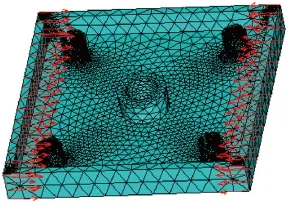
图3 虎钳装夹受力示意图
通过网格划分,两侧面一共有98个节点,将2800N的作用力均匀加载在98个节点上,则每个节点受力为F1

将28N的作用力作用在工件的两侧,通过ANSYS对其进行分析,发现工件在虎钳装夹力的作用下发生了变形,如图4所示。图5所示为X向的应力曲线。

图4 工件在虎钳装夹作用下的受力分析

图5 装夹时X方向应力曲线
工件在虎钳装夹的作用下,由于加工过程中侧壁越来越薄,最终在虎钳的作用力下发生了较为严重的变形,严重影响了工件的加工精度。
2.2 压板装夹分析
压板装夹是薄壁件加工中常用的一个工装,多用于数控铣削加工。采用4个工装压板,压住工件的四个角,再对工件的型腔进行加工。压板由螺栓拧紧,产生压紧力,设计的螺栓产生的压紧力为30KG,对4个角均进行压紧,则总的压紧力为F2

单元划分将工件的四个角划分节点为105个,则每个节点受到向下的压力为F3
在该作用力下,工件产生的变形很小,为0.008mm,其变形量与螺栓的拧紧力大小有关,故拧紧力不宜过大,在本次加工中变形可以忽略不计,其ANSYS分析的图形如图5所示。
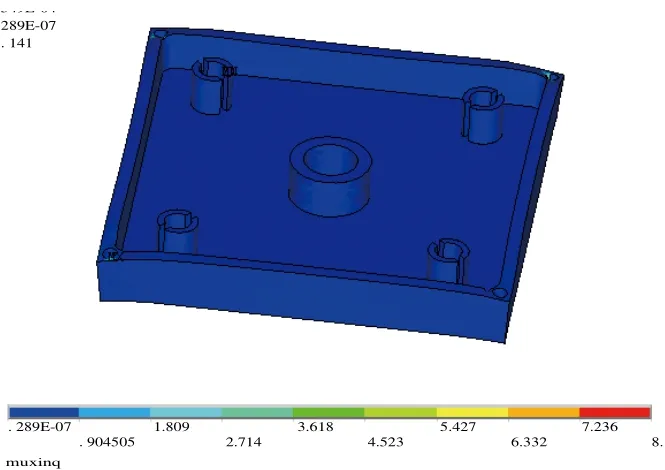
图5 在工装下的受力分析
2.3 数学模型的建立与分析
该尺寸的设计与优化与传统算法过程一致,以寻找一个最佳的装夹方案。通过修改变量和约束条件改变函数关系,该工件装夹方案的数学模型为:
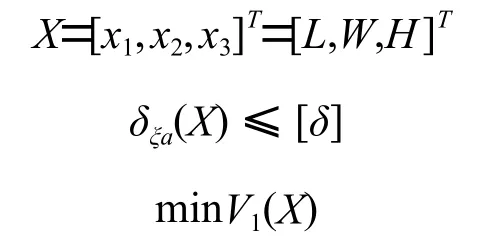
在上式中:工件的长宽高为L、H,整体结构的最大当量应力强度σea,V1是目标变量,可以建立工件尺寸大小与变形之间的关系模型。
按第四强度理论,要求等效应力≤屈服极限,即

式中: σz—轴向应力分量;
σr—径向应力分量;
σθ—周向应力分量;
τxy—剪切应力分量。
通过计算,采用工装状态下的应力最大值小于材料的应力。
3 结论
利用有限元分析软件,对工件的两种状态加工进行了分析,得出薄壁件在加工前应充分考虑加工工艺。在用压板进行装夹时,拧紧力过大容易产生变形,过小在铣削过程中容易产生振动。在整个加工过程中,首先采用虎钳装夹,利用大得切削量铣削,消除大部分余量,但必须为精加工留下足够的加工余量,再利用压板进行装夹,进行精加工,达到规定的精度。
加工前可以利用ANSYS进行初步分析,为精加工提供一个合适的余量,这样不仅保证了加工的精度,也提高了加工效率。
[1] 宋卫国, 李占峰.一种薄壁叉架零件的数控加工工艺研究[J].机床与液压, 2012, (04): 47-48.
[2] 王勇, 高翔.基于ANSYS的薄壁包装件数控加工装夹工艺的研究[J].包装工程, 2007, (03): 89-90.
[3] 丁俊健, 邱术芹.一种薄壁型腔壳体零件数控加工工艺研究[J].机床与液压, 2011, 20:44-45.
[4] 周文.高速切削技术在薄壁零件加工中的应用研究[J].机床与液压, 2011, 12: 28-29.
[5] 何永强, 曹岩.铝合金薄壁件侧壁铣削力模型理论分析[J].现代机械, 2010, (2): 23-24.
[6] W.杨, R.布朗纳斯.罗氏应力应变公式手册[M].北京: 科学出版社, 2005.
[7] 赵开才.薄壁零件的车削加工[J].金属加工(冷加工),2012, (05): 35-36.
