数控车床电动刀架故障的深度剖析
2012-07-04谢祥强湛年远
谢祥强,湛年远
(广西电力职业技术学院,南宁 530007)
0 引言
电动刀架是数控车床非常重要的部件,一旦出现故障将使整台数控机床不能正常工作,甚至会出现机床或人身伤害事故。数控车床用户在使用中会碰到故障,大部分用户是不能正确地诊断并排除故障,在没有掌握电动刀架的结构与工作原理情况下对刀架进行拆卸极容易造成故障的扩大化,甚至会造成不可修复的故障。现以HNC-21TD系统及LDB4系列刀架为例,深度剖析电动刀架故障的诊断与排除方法。
1 数控车床电动刀架的机械结构

图1 电动刀架机械结构图
1.1 数控车床电动刀架的工作原理
当系统发出换刀指令后,刀架电机正转,通过蜗杆、蜗轮、螺杆上的离合盘联动销转动一个角度,在弹簧的推力下离合销进入离合盘的槽中,在螺杆的传动作用下,刀架销盘上升一定高度,端齿与反靠盘分离,然后离合盘带动离合销,再带动刀架销盘,销盘带动上刀架体转动。当上刀架体转到指令的刀位时,霍尔元件发出到位信号,电机反转,反靠销进入反靠盘的槽中,离合销从离合器盘中的槽中爬出,完成粗定位,同时刀架销盘下降与端齿啮合完成精定位,刀架锁紧后电机停转,完成换刀过程。
1.2 数控车床电动刀架常见机械故障诊断与排除
1)离合盘联动销断
这种故障主要是在换刀过程中产生强烈撞刀所致。故障现象是上刀架体不能正常转动,被切断的离合盘联动销一段留在离合中,另一段留在螺杆中,要仔细看才会发现。处理方法是拆开刀架,把被切断的销拿出来,找厂家买两个安装上就解决了,还可根据销孔的尺寸,自己配作两个销也行。
2)离合销与反靠销之间的弹簧弹力不足
刀架的频繁换刀,日久之后,弹簧的弹力不足,使离合销不能靠紧离合盘,致使换刀不能顺利换刀。处理方法是将刀架拆下,换上相同规格的弹簧即可。
2 数控机床电动刀架电气控制
刀架的电气控制原理图分为三相异步电动机的正反转控制电路及刀位信号检测电路两部分。刀架电动机正反转的电路原理图如图2所示。
当数控系统发出换刀指令时,由PLC的Y0.6输出电机正转的信号,使中间继电器KA1得电,常开触头闭合;接触器KM1得电,主触头闭合,刀架电动机正转。当数控系统检测到目标刀号时,停止正转,并由PLC的Y0.7输出反转信号,中间继电器KA2得电,常开触头闭合,接触器KM2得电,主触头闭合,刀架反转,反转的时间由数控系统的刀架控制参数进行设定(约1500ms左右)。当刀架反转时间到,刀架被锁紧,换刀过程结束。电路中的KA1与KA2,KM1与KM2实现了电气互锁 ,避免刀架电动机在正、反转切换过程中产生短路。
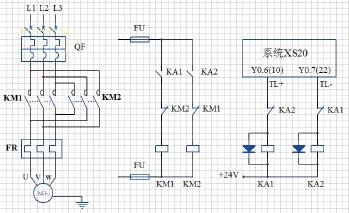
图2 刀架电动机正反转控制电路原理图
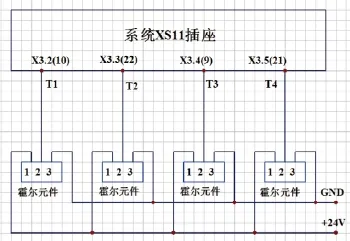
图3 刀号检测电路原理图
2.1 数控车床电动刀架电气控制故障诊断与排除
1)刀架电动机主电路电源相序接错的故障诊断与排除
故障现象是,发出换刀指令时,中间继电器KA1与接触器KM1动作,但是上刀架体不转动,出现换刀超时报警信息,连续换刀操作几次后,刀架电动机的外壳发热。故障的特点是数控PLC能发出刀架正转信号(Y0.6接通),控制KM1动作,而数控系统未检测到目标刀号,PLC不发出刀架反转的信号(Y0.6未接通),接触器KM2不动作。故障原因是刀架的三相交流异步电动机相序接错。根据电动刀架换刀的原理,先是刀架正转选刀,等刀架到位后,动机反转锁紧刀架。因电源相序的接错,换刀开始时应正转的电机,变成了反转,刀架被锁得更紧了,看不到刀架转动。新购买的数控车床初次上电、机床搬迁重新接电及电源变压器供电相序改变等均可能发生此类故障。排除方法是将刀架电动机主电路的三条相线任意对换两条即可。
2)刀架电动机过载保护热继器故障诊断与排除
刀架电动机过载保护热继器在电机被卡死或电源相序接错时可能会发生动作而不能自动复位,使电机断电。故障现象是系统发出换刀指令时,继电器KA1与接触器KM1动作,但是电动刀架不转动,出现换刀超时报警信息,刀架电动机外壳不发热。故障的诊断方法是在接触器KM1动作时测量刀架电机是否得电。故障原因是热继电器不复位或损坏。故障排除方法是对热继电器进行手动复位或更换热继电器。
3)中间继电器故障的诊断与排除
数控机床控制刀架用的中间继电器是24V的直流继电器。加工过程要频繁地换刀,时间长了,继电器触头会产生磨损或变形,造成接触不良。故障现象是中间继电器的线圈得电,指示灯LED也亮,但刀架电动机不得电。故障诊断方法是在的线圈得电时测量动合触头是否接通。故障排除方法是换另一对动合触头或更换中间继电器。
2.2 刀位号检测电路故障的诊断与排除
LDB4系列刀架的刀位号检测传感器使用霍尔元件。将4个霍尔元件封装在一个环形的塑料盘中,称为刀架发信盘。如图1所示,发信盘安装在刀架底座的中轴上,永久磁钢是安装在磁钢座中,换刀时随刀架一起转动。刀架发信盘内部将4个霍尔元件的1脚(+24V)连在一起,把3脚(GND0也连在一起,然后将电源线+24V、GND、T1、T2、T3及T4引到接线端子。对应标上+、-、1、2、3及4,引出线颜色对应为红、黄、白、橙、蓝及绿。工作原理是:接通电源后,当永久磁钢靠近霍尔元件时,霍尔元件的输出端(2号脚)输出为低电平0V;当永久磁钢离开霍尔元件时,霍尔元件的输出端(2号脚)输出为高电平24V;数控系统根据指令的刀号与四个霍尔元件输出的低电平是否相同来判断电动刀架是否到位。下面剖析常见故障的诊断与排除方法。
1)不管换哪一号刀,系统发出换刀指令,刀架一直正转,直到换刀超时报警才停止,找不到相应的刀号,刀架无反转锁紧动作。
故障原因是发信盘中的4个霍尔元件均没有信号到达数控系统。故障诊断方法:第一步检查发信盘的24V电源是否接通或极性是否接反,极性接反很容易烧坏霍尔元件。如果电源正确,第二步检查永久磁钢与霍尔元件的相对位置是否合适,过高、过低或水平距离太大也不能产生信号。第三步检查磁钢的磁性及极性。磁性太小也不能产生信号,用螺丝柸靠近磁钢试一下,吸力大磁性就好。磁钢的极性接反也不能产生信号,将磁钢正对霍尔元件的一面换成另一面进行试验。故障排除方法是,经过第一到第三步的检查还不能排除故障的话,确定是4 个霍尔元件烧坏了,应更换同型号的发信盘,要正确接线。
2)数控系统显示的刀号与刀架上实际刀号不对应。
故障原因是发信盘中T1,T2,T3,T4的输出线错乱造成的,比如将T1与T2的输出线错误连接,则会造成系统换2号刀时,刀架会停在1号刀的位置,系统换1号刀时,刀架会停在2号的位置。故障诊断方法是检查刀架实际的刀号与系统中PLC的X输入的刀号是否一至。故障排除方法是重新按发信盘说明正确接线。
3)只有换某一号刀(如2号刀)时,刀架一直正转,直到换刀超时报警才停止,而换其它刀正常。
故障原因是发信盘中的某个(如2号刀)霍尔元件没有发出信号。故障诊断方法是将发信盘中2号刀与1号刀(前提是换1号刀是正常的)的连接线对调进行测试,如果系统换2号刀时,刀架准确停在1号的位置,而换1号刀时,刀架一直正转,直到换刀超时报警才停止,则说明发信盘中2号霍尔元件损坏;对调后如果系统换1号刀时,刀架准确停在2号的位置,而换2号刀时,刀架一直正转,直到换刀超时报警才停止,则说明2号霍尔元件到数控系统的连线断开或数控系统的接口损坏。故障排除方法是接通2号霍尔元件到系统的连线。
查看数控系统PLC的刀位,可通过面板的故障诊断→PLC→输入输出状态进行观察与诊断。HNC-21T系统中,T1、T2、T3、T4对应的PLC输入分别为:X3.2、X3.3、X3.4、X3.5,当某一号刀到位时(如T1到位),则对应的PLC输入(如X3.2)会显示红色点或“1”,其余刀号对应的输入不显示红色点或显示为“0”。
3 数控车床电动刀架控制参数故障诊断与排除
数控系统的参数是数控机床非常重要的组成部分,参数设置不合理会造成机床不能发挥最大的性能甚至不能正常工作。数控车床电动刀架主要的参数有:
1)工位数,一般为4工位。
2)换刀时间(ms):是指换刀必须在本参数设置的时间内完成,否则会出现换刀超时报警。本参数的设置一般是在刀架正常转动两圈所用时间。
3)刀架反转延时时间(ms):是指当系统检测到目标刀号到刀架开始反转的时间。本参数设置不能过大,否则会使刀架反转的角度过大。
4)刀架反转锁紧时间(ms):是指刀架从反转开始到反转停止的时间。本参数的设置要合适,过小会使刀架锁不紧,过大会容易烧坏刀架电动机,要与刀架反转延时时间配合设置。
案例:故障现象是刀架正转选刀、反转锁紧动作正常,但是刀架锁不紧,用手去摇刀架感觉明显的松动。故障的原因是刀架反转延时时间过大,刀架反转锁紧时间过短。故障方法应适应地减小刀架反转延时间,同时适当增大刀架反转锁紧时间。
参数文献:
[1] 郑小年, 金健, 周向东.华中数控系统故障诊断与维护手册[M], 北京: 机械工业出版社, 2010.
[2] 世纪星数控装置连接说明[Z].武汉华中数控股份有限公司, 2010.
[3] 王锋.数控机床故障诊断与维护[M].北京: 清华大学出版社, 2010.
