LD-3000型全自动电容器盖板电极装配机研制
2012-07-04陈旭东石剑锋马敏莉
陈旭东,石剑锋,马敏莉
(南通职业大学 机械工程学院,南通 226007)
0 引言
近年来国际国内电子工业的飞速发展,带动电子元器件行业的发展,铝电解电容器是目前国内发展最快的元器件之一。特别是L型铝电解电容器,由于其耐压高,容量大而无可替代,用途尤为广泛,近年来市场需求越来越旺盛。电容器盖板如图1所示是L型铝电解电容器的主要零件,据初步估算,2011年国内的盖板需求约在6亿只以上,预计2012年将会超过8亿只。而一个完整的盖板上包含两个以上电极,所以电极的需求应在12亿只以上,可见市场需求量是很大的。盖板电极由铆钉如图2所示和牛角焊片(L型铝电解电容器的引出电极,如图3所示)装配点焊而成[1]。

图1 盖板图

图2 铆钉

图3 牛角
通过调查,目前国内盖板生产企业主要以手工生产为主,生产率低,并且产品质量离散性大,生产成本高,产能和质量受诸多不确定因素影响较大,无法满足市场需要。因此国内各厂家都迫切希望用自动化设备来代替传统的人工生产,以提高劳动生产力,提高产品质量档次,提高市场占有率。
1 盖板电极装配机主要功能与参数
L型铝电解电容器的盖板生产分两个工程来完成,第一个工程为盖板电极装配和焊接,具体来讲就是由将铆钉插入铁制的牛角焊片(牛角是电极的一部分),如图4,然后将已插入铆钉的牛角电极在专用的点焊装置上进行可靠焊接,这样盖板电极就完成了。而第二个工程为盖板装配和冲压工程,是将已冲好两只孔的盖板分别装上两个焊接好的电极再放上垫圈,然后分别冲铆在胶木和橡胶复合材料制成的盖板上,这样一个完整的盖板产品就完成了[2]。LD-3000型全自动电容器盖板电极装配机的主要功能是完成研究第一工程的生产任务。

图4 牛角与铆钉装配图
LD-3000型全自动电容器盖板电极装配机的主要技术难题是解决铝电解电容器盖板上铆钉和牛角尺寸小、质量轻、精度要求高及装配时定位精度要求高的问题。设备的主要技术参数:工作速率为0~50次/分钟可调;铆钉、牛角报废率不超过1‰;铆钉和牛角装配合格率>98%;设备开机率>95%。
2 主要机械机构设计
2.1 设备研制方案的总体构思
LD-3000型全自动电容器盖板电极装配机研制的总体构思,该设备牛角和铆钉采用圆形和直线振动盘来实现自动送料,并利用光纤检测送料盘是否上满料,当料上满时则振动盘自动停止上料,避免送料堵塞。系统要实现牛角上料、牛角检测、铆钉上料、铆钉检测、牛角铆钉提取、送入点焊装置六个工作内容并自动循环,因此采用M601RDM12H24-180型凸轮驱动式间歇运动分割器实现六工位间歇运动[3]。系统执行机构采用气缸和机械手组合形式,机构简单、工作可靠,并采用光纤、光电开关等进行检测,采用PLC程序控制,实现系统的自动化工作。
2.2 传动方案的选择
LD-3000型全自动电容器盖板电极装配机传动机构要实现的主要功能是:1)采用齿轮传动方式带动M601RDM12H24-180型凸轮驱动式间歇分割器。间歇运动分割器的主要参数:输出力矩为320N.M,转位时间为0.51秒,停止时间为0.5秒,动程角为180°,连续运转寿命为10万小时以上;2)系统执行机构中有凸轮、齿轮等,传动机构必须带动驱动轴旋转;3)系统工作速率为0~50次/分钟可调,因此传动方案中必须配置减速箱。
根据传动机构的功能要求,设计出传动原理图[4],如图5所示。根据盖板电极装配机传动原理图,传动机构的设计主要包括电动机的选择、传动比分配、传动机构的运动和动力参数计算、主要传动件的设计计算、驱动轴的设计计算等。最后确定传动机构的结构,如图6所示。
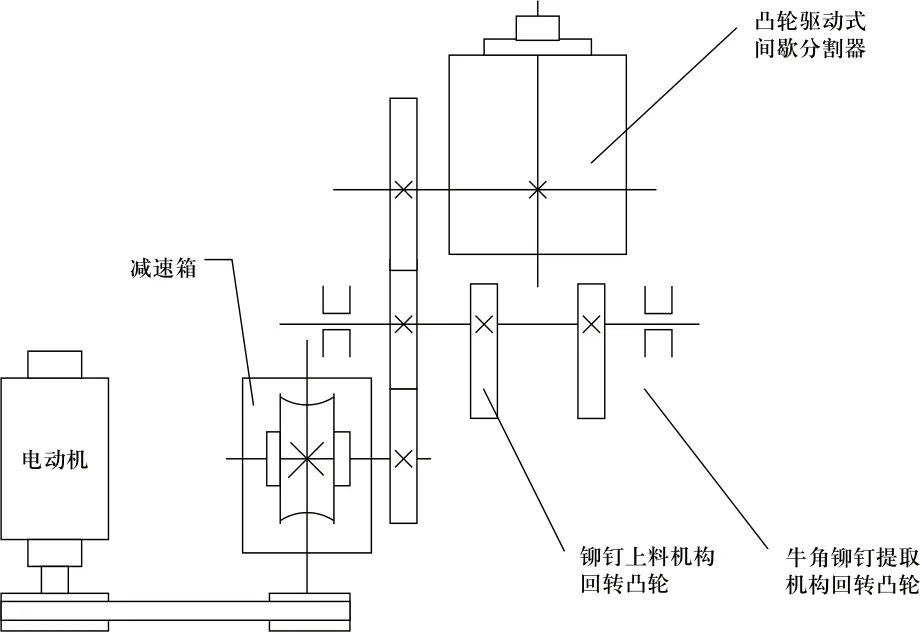
图5 传动原理图
2.3 牛角上料机构的设计2.3.1 牛角上料机构的功能
牛角上料机构的功能:将牛角从直线振动器送料闸门位置准确推入工位盘工位中。根据机构的功能要求,牛角上料机构要完成二个动作:一是定位圆柱销向下放入牛角孔中的动作;二是将牛角推入工位盘定位槽中的动作。
根据LD-3000电容器盖板电极装配机的总体结构,牛角上料机构二个动作的主要技术参数:定位圆柱销上下工作行程为10mm左右,前后工作行程为10mm左右,定位圆柱销保证与牛角孔准确定位,有较好的耐磨性。
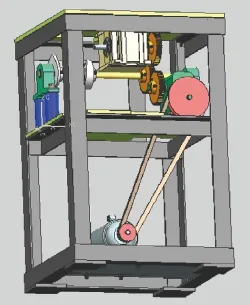
图6 传动机构立体图
2.3.2 牛角上料机构的方案选择
根据牛角上料机构的功能和参数要求,从牛角形状分析,其平面较小,不需要夹紧,只需要在工作盘表面滑动就可以上料,并且不需要走弧线,走直线就可以完成动作。经综合考虑采用气缸实现动作,机构较简单,可以方便实现程序控制。其动作流程:定位气缸下降→推进气缸前进→定位气缸上升→推进气缸后退,进入下一个工作循环。
根据行程和缸径,查找气缸标准,牛角上料 定位气缸和推进气缸选择上海康茂气动控制元件有限公司制造的QP型短行程轻型气缸,型号QP2A10A10,气缸的缸径为10 mm,行程为10 mm,缸体固定式。通过气缸的选择和主要机械零件的设计,确定了牛角上料机构的结构,LD-3000电容器盖板电极装配机牛角上料机构立体图如图7所示。
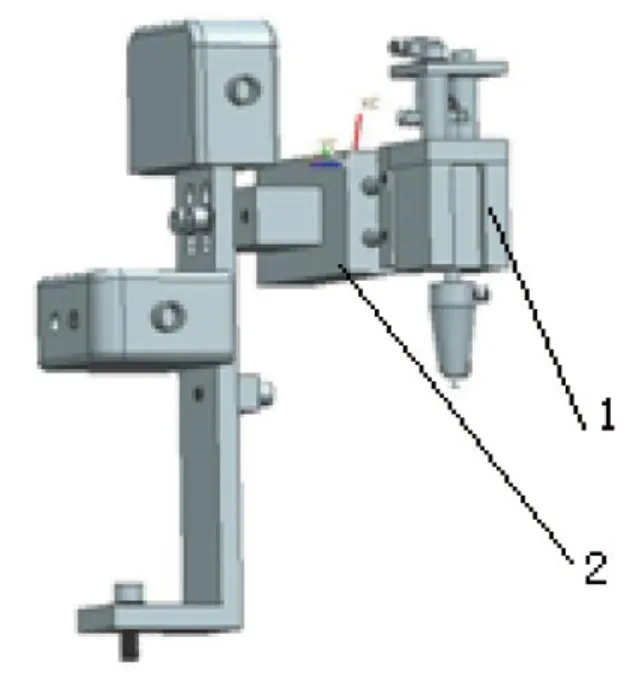
图7 牛角上料机构立体图
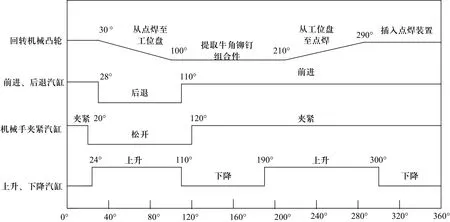
图8 牛角提取机构动作时序图
2.4 牛角铆钉提取机构的设计
2.4.1 牛角铆钉提取机构的功能
牛角铆钉提取机构的功能:将已经装入铆钉的牛角通过机械手提取,准确送到点焊工位。根据机构的功能要求,牛角铆钉提取机构要完成的主要动作:1)机械手上下运动;2)机械手夹紧松开动作;3)机构实现转位运动;4)机械手前进后退运动。四个动作的工作时序如图8所示。
根据LD-3000电容器盖板电极装配机的总体结构,牛角铆钉提取机构四个动作的主要技术参数:1)机械手上下工作行程为30mm;2)前后工作行程20mm左右;3)机械手夹紧对向行程为4 mm;4)机械手回转角度45°,转位精度±1。
2.4.2 牛角铆钉提取机构的方案选择
根据牛角铆钉提取机构的功能和参数要求,提取机构的方案采用机械凸轮与气缸组合实现动作,机械手夹紧、松开、上下、前后动作由气缸来实现动作,机械手回转运动由机械凸轮来实现。机械手上下气缸、机械手前后气缸选择QP型短行程轻型气缸,型号为别为QP2A40A35和QP2A12A20,机械手夹紧气缸选择型号为MHZ2-6D的夹紧气缸。
牛角铆钉提取机构要实现机械手回转运动,回转角度45°,转位精度±1′。根据机构的方案选择采用转位凸轮 实现动作,当牛角铆钉提取机构转位凸轮运动时把运动规律传递给摆杆,通过摆杆传递给齿条,从而带动齿轮一起运动实现机械手的转位。根据结构要求齿轮分度圆直径定为50 mm,当牛角铆钉提取机械手转动角度为45°,则齿轮需转动为45°,齿轮转动弧长为:

因此齿条运动行程为23mm,即牛角铆钉提取转位凸轮升程为23mm。最后确定牛角铆钉提取机构的结构,如图9所示。

图9 牛角铆钉提取机构立体图
3 电器控制硬件系统设计
3.1 盖板电极装配机电器原理框图
LD-3000电容器盖板电极装配机采用气动元件实现动作,采用凸轮驱动式间歇分割器实现系统间歇运动,采用磁感应接近开关、光纤等进行状态检测,采用变频调速器实现设备无级调速。根据功能要求,分析设计LD-3000电容器盖板电极装配机的原理框图,如图10所示。
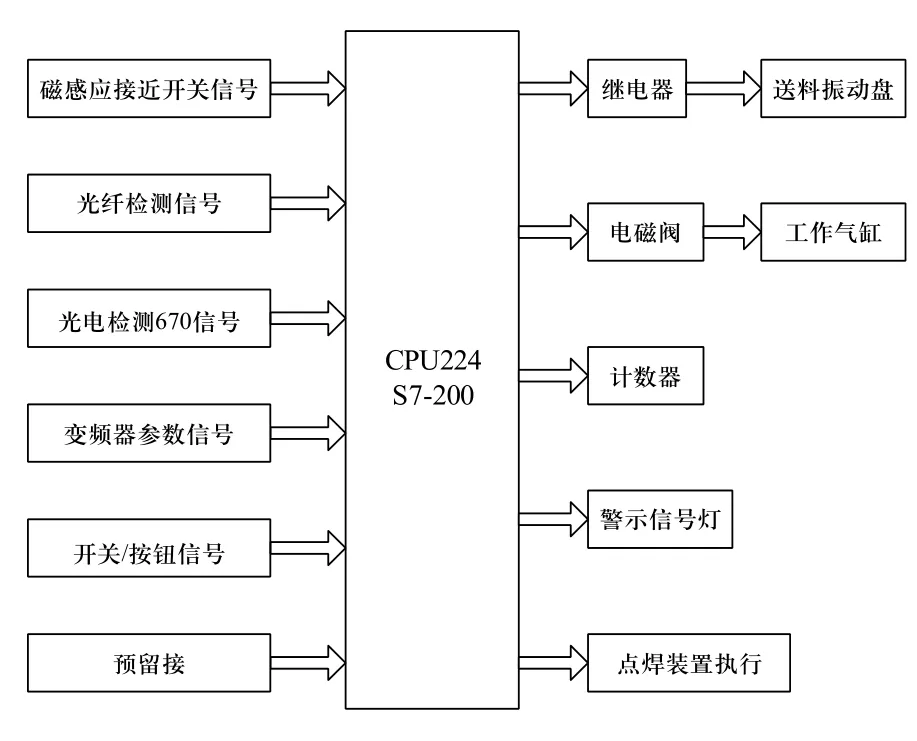
图10 牛角装配控制系统的原理框图
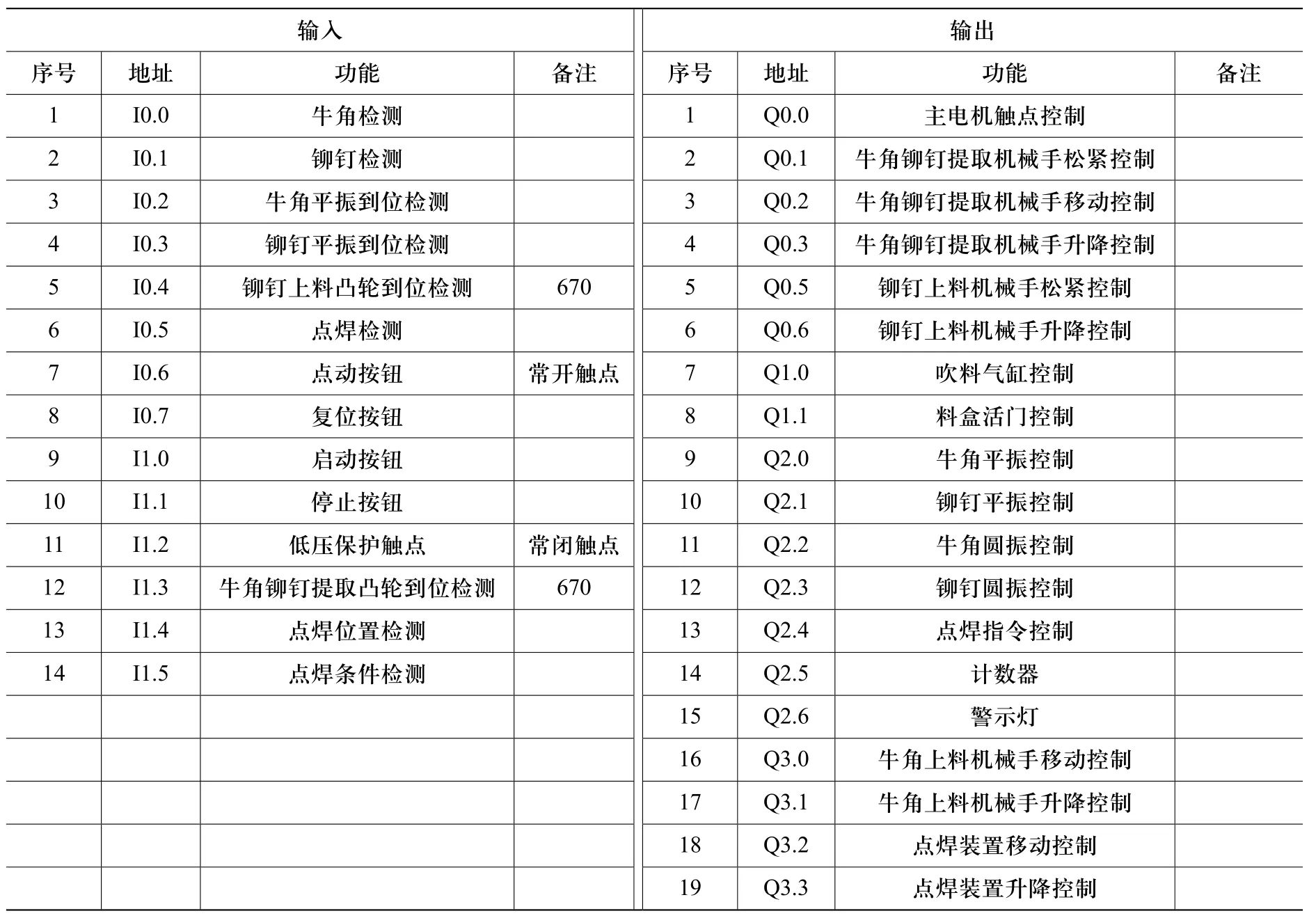
表1 输入输出地址分配表
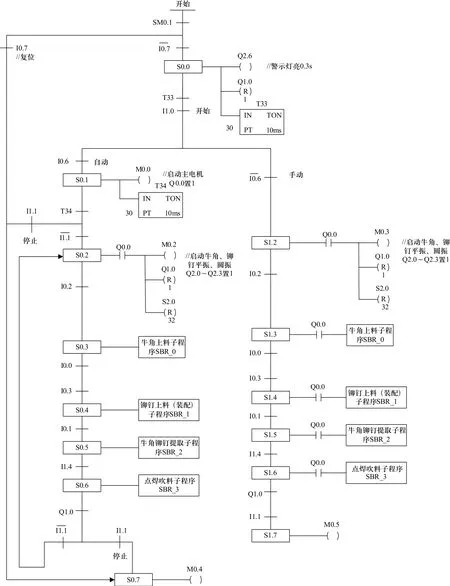
图11 LD-3000电容器盖板电板装配系统控制流程图
选用变频器型号为MM440 A型三相,其输入电压380~480VAC、功率为0.37`1.5kw。根据《S7-200系统手册》CPU224 PLC 输入点数14/输出点数10,根据需要扩展EM222与EM223各一个,这样整个系统总输入点数22/总输出点数26,完全能满足系统目前要求及后续扩展要求。
3.2 电气控制原理图
根据 LD-3000电容器盖板电极装配机的工作性能要求,设计LD-3000电容器盖板电极装配机PLC控制原理图,其输入输出地址功能分配表如表1所示,凡表1中未列出地址作为备用地址。
3.3 控制流程图
LD-3000电容器盖板电板装配系统总共有六个工位,保括牛角上料、检测牛角、铆钉上料、检测铆钉、牛角铆钉提取并送入点焊装置、清除等工作内容;控制模式有手动、自动两种。具体控制流程如图11所示。
4 结论
LD-3000电容器盖板电极装配机样机研制已经成功,使用表明,性能可靠、操作方便、生产效率高,造价约为国外同类设备的1/4左右,设备正常运转开机率>95%,产品合格率99%,解决了国内L型铝电解电容器盖板的自动化生产问题。因此,LD-3000电容器盖板电极装配机具有较好的推广价值。
[1] 陈国光.铝电解电容器[M].成都.成都科技大学出版社,2001: 53-58.
[2] 林学清.铝电解电容器工程技术[M].厦门: 厦门大学出版社, 2002: 10-12.
[3] 孙淑霞, 常江.蜗形凸轮分度机构共轭曲面研究[J].沈阳工业大学学报, 2001, (4): 96-98.
[4] 陈秀宁, 施高义.机械设计课程设计(第三版)[M].杭州:浙江大学出版社, 2007: 9-10.
