多工位组合机床控制系统的PLC改造
2012-07-03王晓瑜
王晓瑜
(1. 西安外事学院 工学院,西安 710071;2. 西安建筑科技大学 机电工程学院,西安 710077)
0 引言
多工位组合机床作为一种高效自动化机加工设备,可对大批量的零件进行钻、铣、镗、铰等多种工艺加工。但传统的多工位组合机床,其继电—接触器逻辑控制系统,存在电路复杂、可靠性差、故障诊断与排除困难、维修任务较大等缺点。为解决上述问题,采用西门子公司的S7-200系列PLC对其电气控制系统进行改造。
1 多工位组合机床电气控制线路要求
组合机床电气控制系统主回路中,共有3台电动机,其中M1为气泵电动机,M2、M3分别为1号和2号动力头电动机,1号和2号动力头可实现手动操作和自动操作,同时增添手动操作工位过程的LED显示。
机床上电后,启动液压系统,送料臂将工件推入机床的上料部位,由夹具加紧。按下启动按钮SA1,进行手动/自动控制模式选择(SB1手动/SB2自动)。当送料臂退回时,加紧装置工作实现工件的可靠夹紧;1号和2号动力头开始完成各自的快进和工作进给加工过程,在对应工位加工完毕后,两个动力头、上料臂、卸料臂完全退回时,成品将同时被松开和转走。组合机床的工作流程如图 1 所示[1~3]。
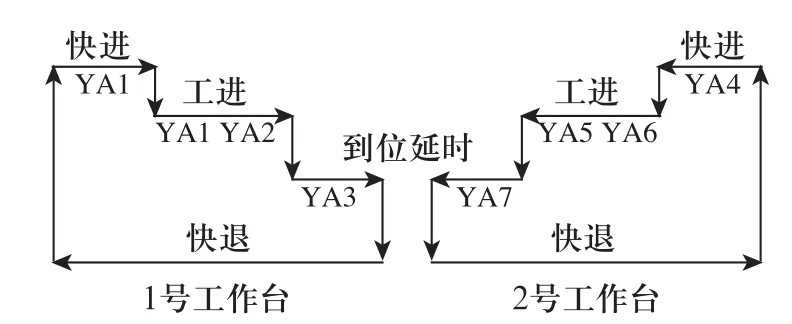
图1 多工位组合机床的工作流程图
1号和2号动力头的进给动作由电磁铁YA1~YA7控制,而电磁铁通断则由行程开关LS1~LS8控制,在机床主轴的进给与后退过程中,分布在各处的挡铁碰撞相应的行程开关.发出相应的动作命令。电磁铁工作状态见表1。
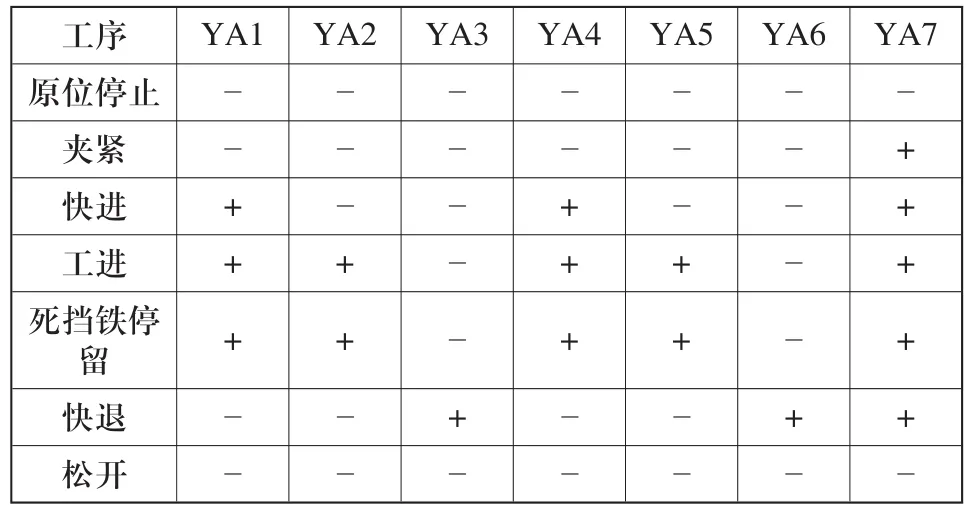
表1 电磁铁工作状态
2 电气系统的改进措施
2.1 PLC的选型[5]和I/O地址分配
控制系统中,其主回路部分不变,对控制回路进行改造。改造后,动力头启动/停止按钮、限位开关等为PLC输入控制的开关量信号;接触器、电磁阀、行程开关、指示灯等为PLC输出控制的开关量信号。经I/O点数分配得,该系统有14点输入和10点输出。因此选用SIEMENS的S7-200 CPU226 AC/RELAY(16点输入,10点输出)型PLC。I/O地址分配见表2和表3[4,5]。

表 2 输入信号地址分配表
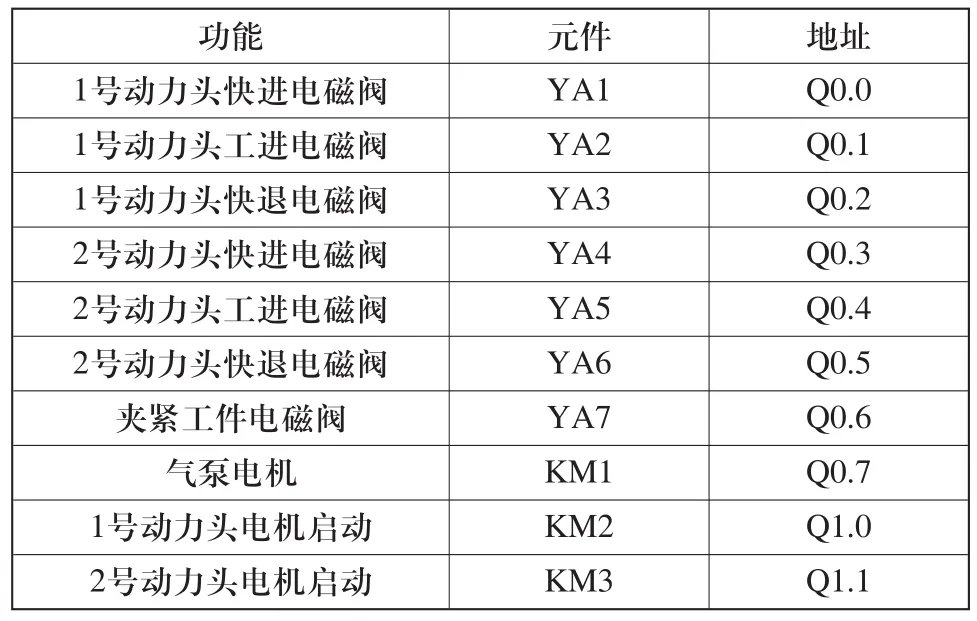
表 3 输出信号地址分配表
2.2 PLC端子接线图
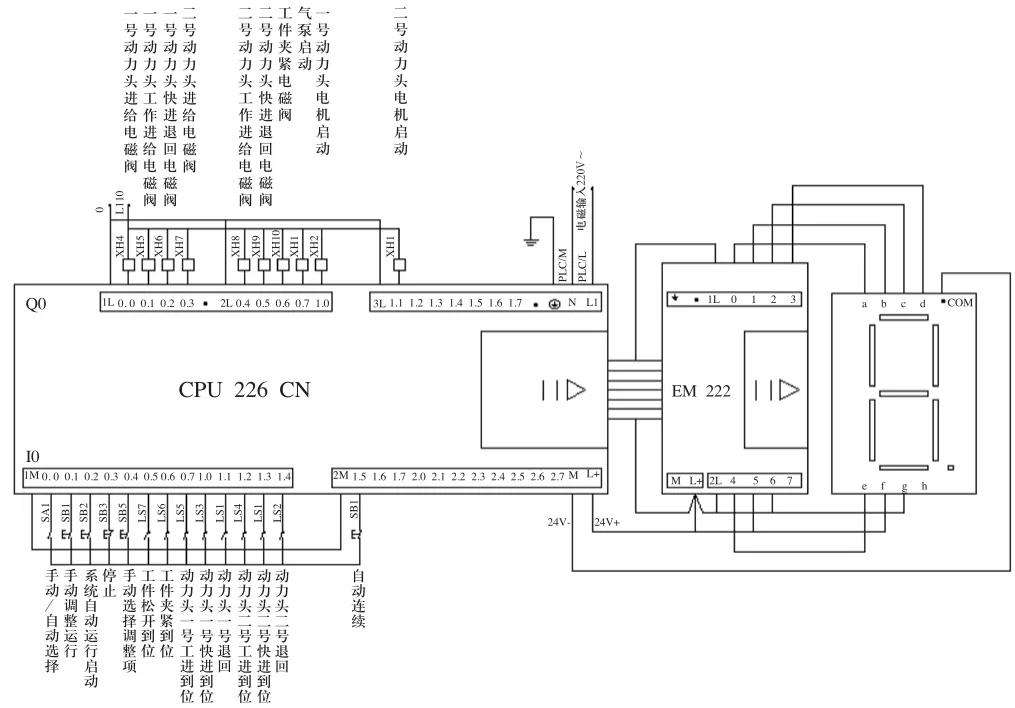
图 2 PLC端子接线图
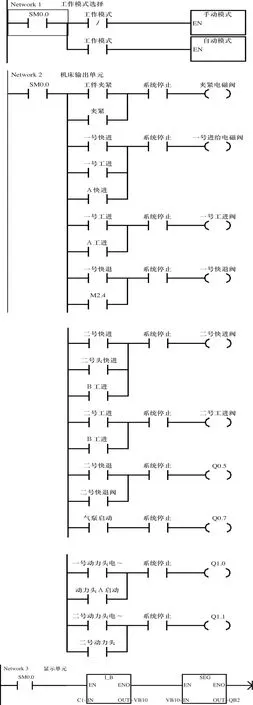
图 3 梯形图
2.3 梯形图设计
根据组合机床的控制要求,结合PLC的I/O地址分配,编制梯形图,共有三部分:主程序(其中主程序网络1为主程序工作模式选择,网络2为机床输出单元,网络3为手动模式显示单元);子程序1手动模式和子程序2自动模式(略)。
3 结束语
改造后的多工位组合机床,电气线路简化,故障率低, 可靠性高,机床运转良好(因有LED显示,故手动过程操作的选择与输出更为直观有效),电工日常维护工作量低,提高设备的生产效率。
[1] 王晓瑜, DU组合机床单机液压回转台控制系统的PLC改造[J]. 煤矿机械, 2011, 30(6).
[2] 赵华. 用PLC改造三面铣组合机床控制系统[J]. 现代机械, 2010, 30(3): 12-13.
[3] 罗麦风, 等. 三面铣组合机床的PLC改造, 煤矿机械[J],2009, 30(8): 157-158.
[4] 王永华, 等. 现代电气控制技术及PLC应用技术[M]. 北京航空航天大学出版社, 2003.
[5] 西门子公司S7-200系列PLC软. 硬件手册[M]. 2003.
