高速复卷机控制系统的研究与实现
2012-07-03郭艳萍陈相志
郭艳萍,陈相志
(漯河职业技术学院 机电系,漯河 462000)
0 引言
双底辊下引纸复卷机的卷取辊由前、后底辊构成,纸幅通过放卷辊产生的退卷张力卷绕到卷取辊上,将纸幅复卷成具有一定紧度和宽度的成品纸卷,如图1所示。

图1 双底辊复卷机结构示意图
复卷过程包括放卷控制、纸幅控制和纸卷结构控制,其中纸卷结构控制最重要。影响纸卷结构的主要是放卷辊与前后底辊之间产生的张力、压纸辊的压力和前后底辊的转矩差[1]。
原复卷机采用直流传动系统,模拟速度调节器参数易漂移,且在控制室和现场之间分布有大量的I/O电缆,造成复卷机的可靠性和精度不高,难以满足与之配套的高速纸机的生产要求。随着变频技术和现场总线技术在造纸行业中的不断推广以及计算机技术和通信技术的结合,以PLC为控制单元,变频器为执行单元的全数字现场总线控制传动系统可实现复卷机传动系统张力控制、压力控制和负荷分配控制等要求。应用现场总线和通信技术, 上位机可以方便地实现与总线上任意一台变频器之间的串行通信;变频器的应用改善了系统的动态性能,彻底解决了张力控制和负荷分配控制的难题,提高了系统的控制精度和可靠性。
1 复卷机系统控制方案设计
1.1 系统结构
根据复卷机的工艺要求,该控制系统由Profibus-DP总线构成单主从工作方式,如图2所示。主站采用SIEMENS的S7-300PLC做控制器,完成对放卷辊纸卷卷径、动态转矩补偿等的计算,完成压纸辊压区压力控制并通过现场总线以实现对逆变器的控制及运行参数的读取;从站为控制放卷辊电机和前后底辊电机的三台6SE70逆变器和两块远程ET200M输入输出模块。放卷辊逆变器通过控制放卷辊的转矩来保持纸幅的张力恒定,前后底辊逆变器通过控制前后底辊电机的转矩差实现纸卷的结构控制。上位机采用人机界面OP270,通过ProTool软件组态,共有10个画面,可以实现手、自动常规生产操作和监控复卷机的纸幅张力、压纸辊压力、运行车速及传感器的工作状态,还可以通过画面进行张力、压力等主要技术参数的设定,画面还有故障报警信息显示、历史数据记录、报表管理等功能。
1.2 公共直流母线供电方式

图2 复卷机控制系统结构图
复卷机传动系统由放卷辊电机、前、后底辊电机组成,这三台电机分别由三台变频器控制。在同一时刻,系统中由变频器驱动的电机有的处于电动状态,有的处于发电制动状态。处于电动状态的电机要消耗能量,处于发电状态的电机会产生能量,产生的能量如果不通过能耗制动单元以热量的形式散发出去或通过能量回馈单元返回到电网中,就会导致变频器制动过电压保护动作,影响系统运行。如果能够将处于发电状态的电动机所产生的能量直接传给处于电动状态的电动机使用,那么能耗制动所浪费的电能或者能量回馈单元的设备购置费用就可以节省下来,因此,复卷机作为一个多电机传动系统,采用公共直流母线的供电方式可以解决多台电机间电动状态和发电状态之间的矛盾。
根据复卷机传动系统的特点,变频器主电路选用一个西门子整流/回馈单元和3台逆变器构成,发电状态工作桥通过一台自耦变压器和电网相连接[2],如图3所示。整流/回馈单元[3]不但能提供逆变器所需的直流电源,还能够将处于发电状态电机产生的电能送回电网(四象限工作)。在正常工作时放卷辊的逆变器处于整流工作状态,即能量由电机回馈到直流母线上,而其他逆变器则均处于逆变工作状态,将直流母线上的电能输送到对应的电机中。这样将原本需通过能耗制动装置消耗的电能用于驱动其他电机或回馈到电网,有效抑制了过流和过压故障的发生。它与传统的一个系统使用多台单个变频器的方案相比,具有节能、提高设备运行可靠性、减少设备维护量和设备占地面积等优点。
2 主要控制策略
2.1 放卷辊张力控制
在复卷过程中,为了展平纸幅,同时避免纸幅发生横向偏移,必须使放卷辊与前后底辊之间的张力保持恒定,所以对放卷辊的控制主要是针对放卷张力的控制,而对放卷张力控制的关键是控制放卷辊电机的制动转矩。若采用直接张力控制,虽然张力的控制精度得到了提高,但由于复卷过程中卷径的不断变化以及加减速时纸卷转动惯量很大,因此直接影响系统的稳定性,造成断纸或松纸[1];若采用间接张力控制,虽然它可以对复卷过程由于卷径和加减速变化引起的动态转矩进行补偿,间接地保持张力近似不变,易于系统稳定,但控制精度不如直接张力控制高。为此,采用速度、电流、张力相结合的三闭环控制系统[4],如图4所示。
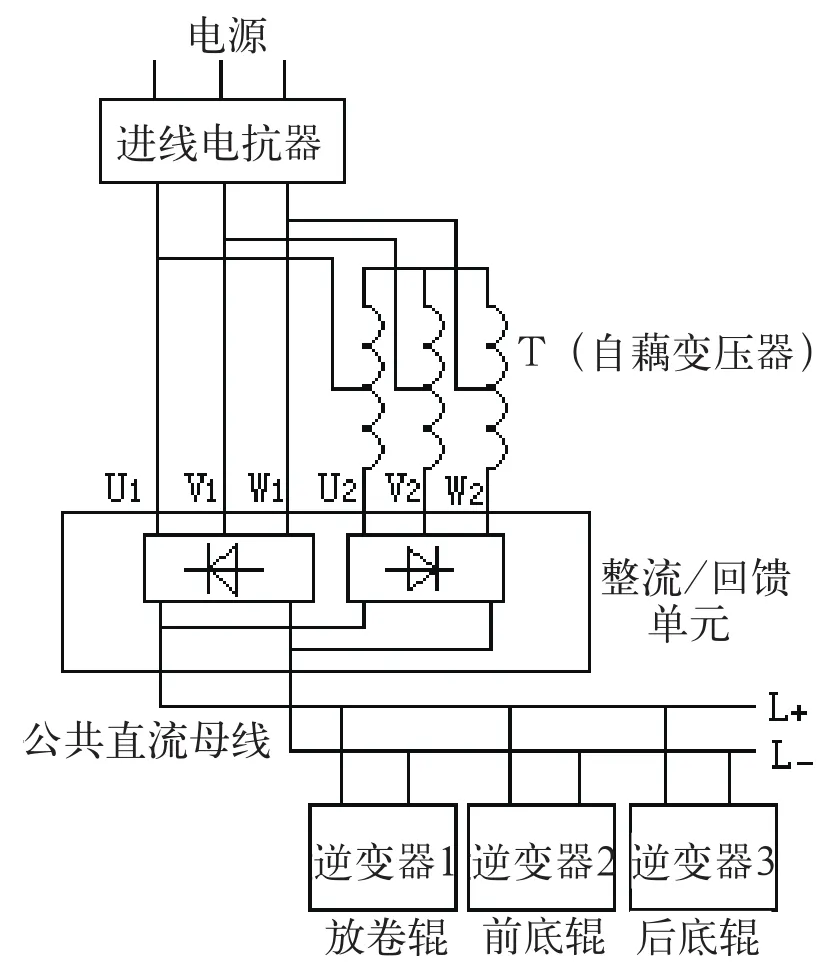
图3 公共直流母线供电方式
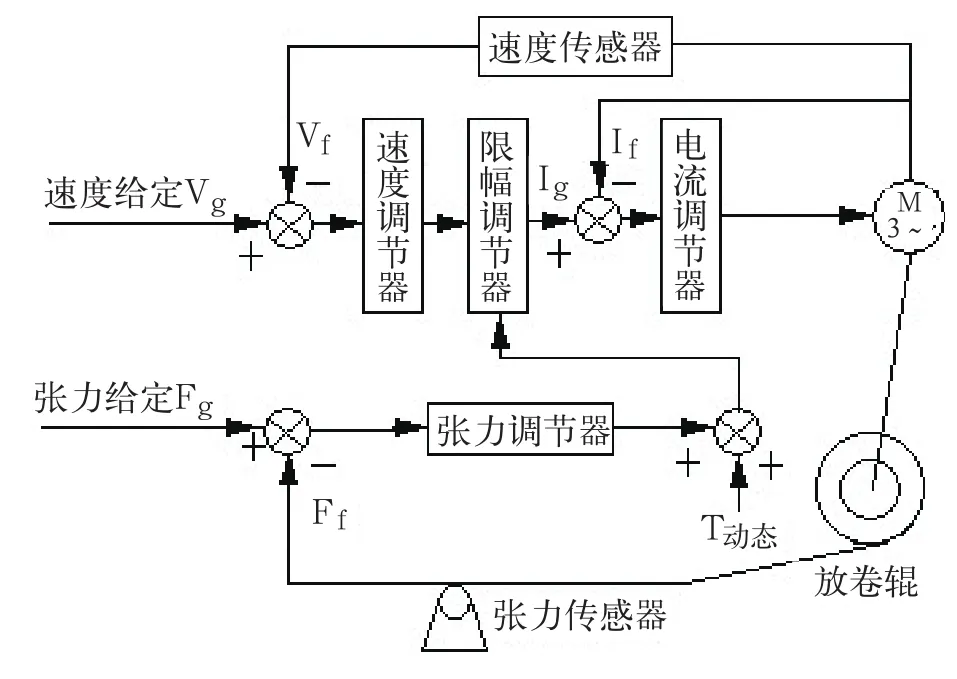
图4 张力控制系统结构示意图
复卷机在加减速阶段,也就是建张阶段,放卷辊电机要在电动状态下工作以很快建立张力。在建张过程中需要投入速度调节器,系统为转速电流双闭环调速系统,PI调节器通过控制转速间接控制张力,补偿加减速造成的动态转矩对张力的影响,避免张力振荡,属于间接张力控制系统;建张完成后,即张力偏差小于3%时,放卷辊电机要工作在发电制动状态,此时速度调节器处于开环状态,张力环投入工作,形成张力电流双闭环系统,此时为直接张力控制系统[4]。
西门子6SE70系列变频器内部提供了一系列可以自由选用的软件模块,它们可以通过参数设定插入到软件的任一个软开关中,非常方便地实现图4所示的功能。首先通过变频器软件模块的运算功能间接计算出放卷辊的卷径和动态转矩补偿值,然后利用西门子变频器的速度控制模式和张力控制模式对系统张力进行控制。当变频器处于速度控制模式时,速度环的线速度给定应是随着卷径变化的量,它控制放卷辊的线速度跟随车速的变化,同时将加减速变化引起的动态转矩对张力的影响折算成一个动态转矩补偿值,与速度调节器的输出叠加后提供给电流调节器,以控制放卷电机的转矩;当变频器处于张力控制模式时,将张力给定提供给张力调节器,以控制放卷电机所需的张力。这时让变频器的速度调节器处于饱和状态,张力调节器的输出作为电流环的限幅值,使电流调节器进行转矩调节,产生所需要的张力。因此,在复卷机引纸及加减速时,变频器运行在速度控制模式,但当系统张力实际达到设定值的60%时,它将通过PLC控制器自动转换成转矩控制并投入张力控制器,使张力能很好地跟随设定值。
2.2 压纸辊压力控制
卷取辊上纸卷所受的压力主要来自于压纸辊的压力负荷和纸卷自身的重量。在复卷过程中,纸卷的卷径在逐渐增大,纸卷自身的重量也会随之增加,如果此时压纸辊施加的压力不变的话,就会使成品纸卷越卷越紧,达不到良好的纸卷结构控制效果。因此,为保证复卷的成品纸卷具有外松内紧的良好品质,就必须借释放压纸辊施加的压力负荷来补偿上述两项因素的影响,才能获得成品纸卷与底辊的接触点之间的压力恒定的要求[5]。
压纸辊的压力控制由PLC完成,根据厂里经常生产的几种纸种,事先把压力与卷径的关系曲线计算出来并设置程序存入PLC,卷径信号由PLC从卷径电位器读取。压纸辊压力输出信号由PLC输出到电子放电器,电子放电器的输出端口输出到电液比例放大器的输入端,经放大处理后控制电磁比例减压阀的开度,继而控制液压缸内的油压,就可得到不同的悬称力,从而控制纸卷有适当的线压力,并能随着纸卷直径和重量的增大而适当调整。
2.3 前后底辊负荷分配控制
纸卷的结构除了受压纸辊压力大小的影响外,还与前后底辊产生的转矩差有很大关系。为了使复卷后的成品纸具有外松内紧的品质,不仅要求前后底辊电机要同步,还必须使前后底辊电机有适当的转矩差,即对前后底辊电机产生的转矩进行负荷分配控制。刚开始复卷时,前底辊电机的转矩要稍大于后底辊电机的转矩,使初始纸卷较紧,随着纸卷卷径的增大,前底辊转矩逐渐减小,后底辊转矩逐渐增大,当卷径达到一定尺寸时,两辊转矩基本相当,此后后底辊转矩略大于前辊,使纸卷卷得松一些。
由图1可知,复卷机前后底辊电机轴之间没有机械连接,它们是通过纸幅进行的柔性连接,因此可以分别调节[6]。两个前后底辊又同时驱动一个纸卷,对于这种连接方式的多点传动系统,可以使用变频器的主从控制,前后底辊都采用西门子的矢量变频器控制,前底辊为主传动,后底辊为从传动。西门子6SE70系列变频器具有主从控制功能,利用其丰富的自由功能模块和灵活的BICO技术,可方便地组态主从控制系统,如图5所示。

图5 主从控制系统组成框图
在图5中,将前底辊电机设定为主传动,后底辊电机设定为从传动,主传动变频器采用速度转矩双闭环控制模式;从传动变频器采用转矩单闭环控制模式。西门子6SE70系列变频器实现主从控制方式时,必须通过定义变频器的控制字(P587)来定义变频器的工作状态,同时把主变频器速度调节器的输出(k0153)通过simolink通讯传送到从变频器作为转矩给定信号(P486),使从传动输出的转矩能很好地跟随主传动输出转矩的变化。在主从控制中,外部速度给定信号只与主变频器相连接,主变频器经由光纤simolink通讯控制从变频器。
根据复卷机当前的运行状态,从变频器可以在速度控制模式和转矩控制模式之间自动切换。当复卷机在稳速阶段正常工作时,从变频器的速度限幅器相当于开环,此时从变频器处于转矩控制模式,从变频器跟随主变频器的转矩给定;当复卷机处于加减速阶段时,从变频器自动切换为速度控制模式,速度限幅器输出负值,加上来自主变频器的转矩给定,使内部的转矩给定受到限制,以防止后底辊电机的转速升高。从变频器在两种控制模式之间的自动切换不仅可以实现前后底辊电机的负荷分配控制,同时由于从变频器有速度限幅器,还可以使从变频器的运行速度很好地跟随主变频器的速度,避免发生飞车事故[7]。
3 结论
利用西门子6SE70系列变频器的自由功能模块,可以通过设定相关参数方便地实现复卷机的直接张力和间接张力相结合的复合张力控制策略和前后底辊的转矩差控制策略。变频技术和现场总线技术应用到复卷机交流传动控制系统中,不仅降低了控制系统的工程成本,减少了工程设计和施工的工作量,而且提高了系统的可靠性和控制精度。变频改造后,复卷机的运行车速可以达到1500m/min,且运行稳定、操作简便,能够满足高速复卷机的控制要求。
[1] 郭艳萍.复卷机恒张力与负荷分配控制设计及应用[D].天津大学,2005.
[2] 王万新,公共直流母线在交流传动中的应用[J].电气传动,2002,32(5):P57-58.
[3] Siemens Electrical Drives Ltd.SIMOVERT MASTERDRIVES rectif i er/feedback unit operation instruction,2003.
[4] 郭艳萍.复卷机恒张力控制的设计及实现[J].电气传动.2009,39(2):65-67.
[5] 罗斌,王孟效,周红.采用现场总线的全交流复卷机电控系统的设计与应用[J],电机与控制应用,2007,34(11):55-59.
[6] 向小波,朱劲.复卷机控制系统的改造[J].中国造纸,2003,22(11):41-43.
[7] 郭艳萍.负荷分配控制策略的分析与实现[J].中国造纸,2009,28(12):52-55.
