变频器在石灰窑控制系统中的应用
2012-07-02李先会符史良姚远
李先会 符史良 姚远
(1.西门子工厂自动化工程有限公司 2.海口港集装箱码头有限公司 3.广西电网宜州供电公司)
变频器在石灰窑控制系统中的应用
李先会1符史良2姚远3
(1.西门子工厂自动化工程有限公司 2.海口港集装箱码头有限公司 3.广西电网宜州供电公司)
介绍了变频器在气烧石灰窑系统的应用,分析了气烧石灰窑的特点、变频器的参数应用以及项目实践中遇到的问题。
变频器V50;石灰窑;煤气加压
0 引言
在国家产业节能政策的导向下,利用高炉煤气、焦炉煤气等具有一定热值的尾气燃烧石灰[1],在国内获得了广泛应用。气烧石灰窑系统包括煤气加压站系统、高低压配电系统、输送料仓系统、粉碎设备系统等[2]。为解决传统人工调节阀门对煤气管网控制精度低、时效性差等缺陷,将变频器应用于石灰窑煤气加压系统、助燃风机系统,实现风机无极调速,高效利用煤气,节能环保,具有良好的经济效益。
1 控制系统设计
气烧石灰窑的作用是烧制石灰。由于石灰石主要成分是碳酸钙,而石灰成分主要是氧化钙,故烧制石灰就是借助高温,把石灰石中的碳酸钙分解成氧化钙和二氧化碳的生石灰[1]。化学反应式为:

其工艺过程为:预热→煅烧→冷却→卸灰。石灰石和燃料装入石灰窑,气体燃料通过管道燃烧器送入,预热到100℃~850℃开始脱碳酸分解,煅烧温度达到850℃~1200℃后再经过冷却出灰温度100℃后,卸料出窑[1]。自动化控制是新技术石灰窑的重要特点[1]。采用PLC控制的电气系统,控制系统运行可靠,故障率低,提高了生产效率[3]。
气烧石灰窑系统分为输送料仓、煤气加压站、窑余热、高低压配电、粉碎设备等系统[2]。每个子系统都具有相对独立的运行、监控、操作等功能,并能通过PLC和Profibu-DP协议搭建控制系统网络。控制系统通过Profibus DP网络协议,将人机界面HMI(工程师站ES/操作员站OS)、集成CP5611 DP模块IPC工控机、CPU S7-414、5套远程I/O子站ET200、V50变频器带DP专用模块、带DP仪表等设备连接起来,实现自动化设备网络一体化。中控室设置两台CRT操作站,HMI采用WinCC V7.0。CRT操作站放置在石灰车间中控室,对各系统设备运转情况进行监控,各种信号在CRT画面上显示和报警,系统组态结构如图1所示。
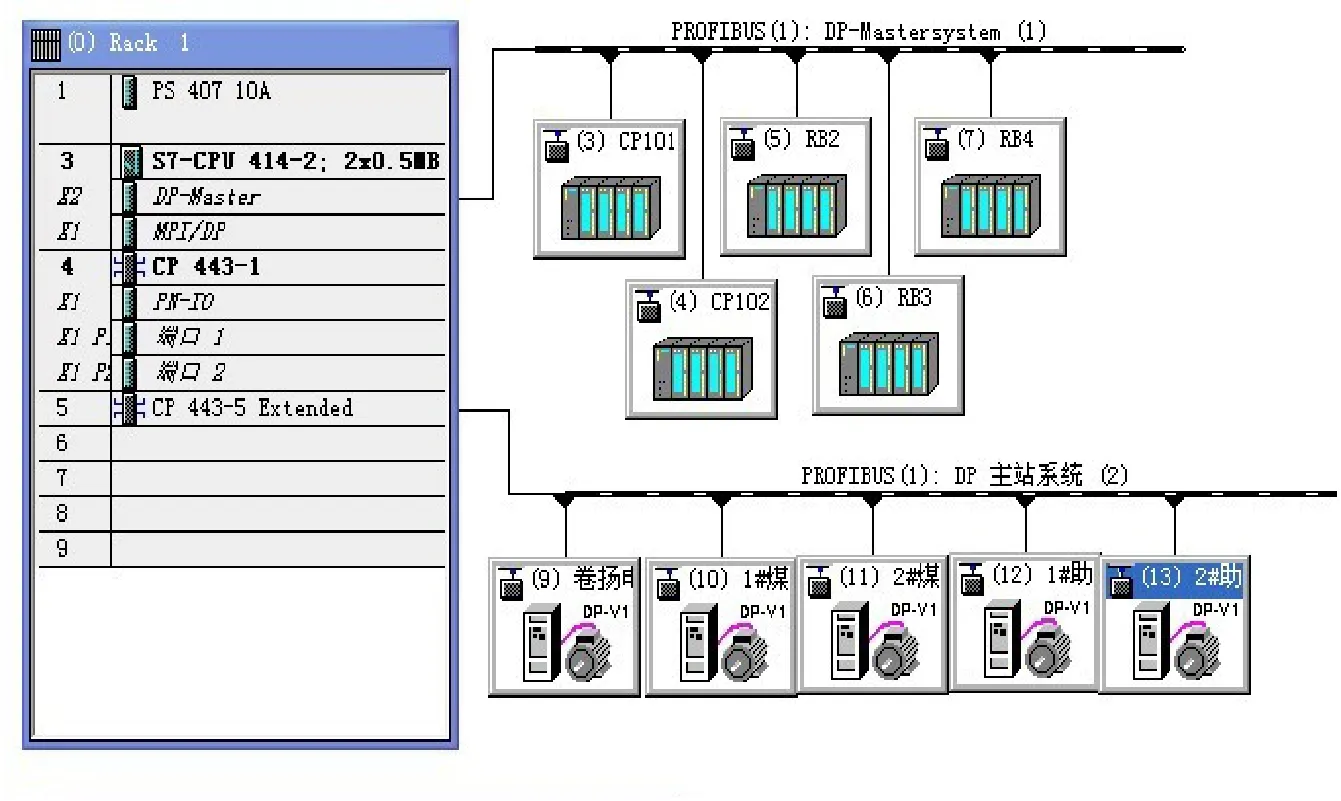
图1 控制系统组态结构图
2 变频器安装与调试
本控制系统采用西门子V50变频器,项目一期1*600t气烧石灰窑选用三套315 kW V50变频器用于煤气加压机,两套355 kW V50变频器用于助燃风机系统。
V50属于柜式结构,变频柜自带主开关、快熔、进线电抗器、出线电抗器、功率单元以及电机端子等。V50变频柜如图2所示。现场安装只需要变频器I/O线路接线、网络模块接线、电机接线三部分,为快速安装、调试创造了良好的条件。

图2 V50变频柜
2.1 安装接线
在出厂状态下,V50变频柜带有HA1-2000万能式断路器,开关控制回路直接连接到V50变频器I/O板的第3个Digital Output3数字量输出点,即23#、24#、25#端子,且23#端子常闭。系统上电时,变频器启动信号发出,若变频器经常报警F0003,即变频器输入电压欠压,原因是主开关合闸速度过慢。因此直接把V50 I/O板的DO3号端子三根信号线拆掉,这样不需要变频器自身控制单元控制主开关,而是利用人工合闸分闸,符合客户的使用习惯。
2.2 本地/远程控制
根据生产工艺控制要求,设置两种控制模式,即本地现场模式和远程模式,实现变频器的启停和速度控制,这样就要求控制系统可以提供两套驱动参数。V50参数系统提供了三套参数结构(CDS0/CDS1/CDS2和DDS0/DDS1/DDS2)[4],即常见的命令参数组CDS和驱动数据组DDS两大类[4]。要实现本地和远程参数的切换,需要一个选择开关安装在现场箱上。现场箱选择开关连接到V50 I/O的数字量输入3#端子(DI4)与9#端子上串联构成控制回路,参数设置P0810=722.3。并且通过DI4端子参数P0704高级BICO功能,灵活的定义DI4端子,通过选择开关模式的切换,实现本地/远程参数的切换。
2.3 参数配置
以315 kW煤气加压机V50变频柜调试为例,分别有电机参数、控制参数两部分。其中需要使用参数复制功能,P0809实现命令参数组CDS1到CDS2的复制;P0819实现传动数据组DDS1到DDS2的复制。由于有远程和本地模式选择,因此两组DDS的参数不完全相同,变频器参数表如表1所示。
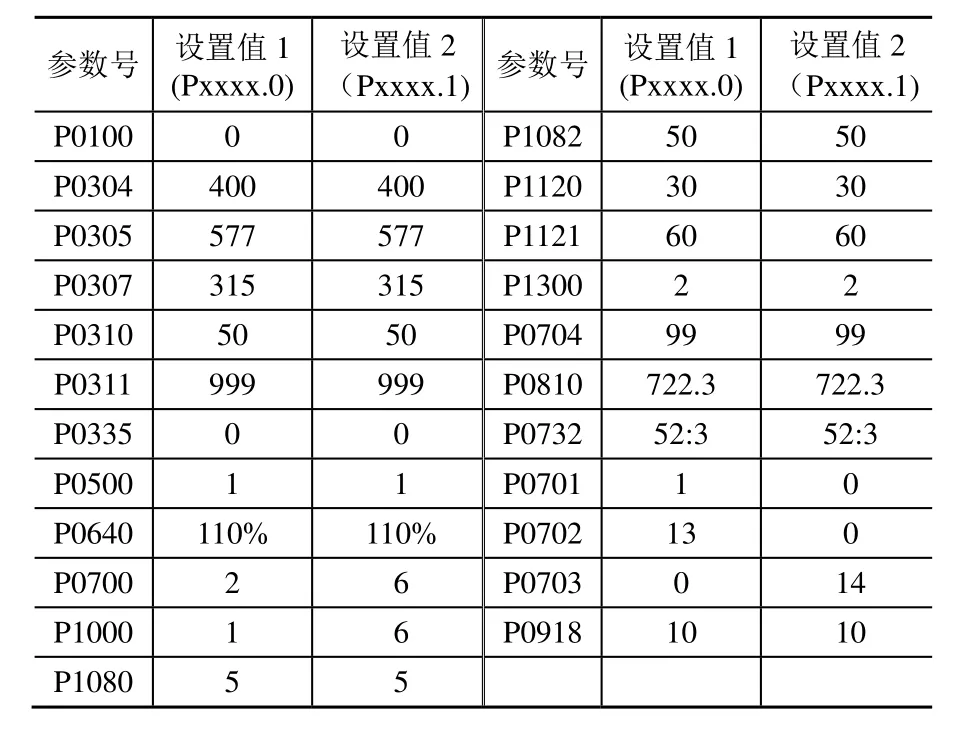
表1 变频器参数表
根据表1的参数设置,可完成快速调试以及参数修改。在PLC端使用软件STEP7 V5.5组态变频器控制程序、PID程序(管网有压力开关、流量仪表等反馈信号),使用WinCC V7.0软件完成系统画面设计,远程单机调试V50变频器,全部测试条件满足后,实现系统连调。
3 结论
整套设备运行半年来,V50变频器以其良好的稳定性和优异的控制效果,给企业带来了明显的经济效益和社会效益。气烧石灰窑是以高炉煤气、焦炉煤气为特点的“废气”循环利用,使用变频器对煤气加压站电机进行无极调速,设备安装简单,操作方便,提高了能源利用率,具有控制精度高、自动化程度高、保护环境等特点。对中小钢铁企业、焦化企业、电石企业以及耐火材料工业等是非常好的节能、环保、增效的途径[1]。
[1] 气烧石灰窑信息专集.http://www.docin.com/p-135553391. Html.2009,9.
[2] 杨佃平,李振强,陶玲,等.石灰窑自动控制系统的设计及应用[J].莱钢科技,2008(6):71-72.
[3] 姜树蘅,吴斌.PLC在气烧活性石灰窑电气控制系统中的应用[J].江苏机械制造与自动化,1999(1):37-39.
[4] SIEMSNS. SINAMICS V50 变频调速柜55kW-500kW 安装调试手册[M].2010.06.
The Application of Inverter V50 of Gas Burned Limekiln Control System
Li Xianhui1Fu Shiliang2Yao Yuan3
(1.Siemens Factory Automation and Engineering Co., Ltd.
2. Haikou Harbour Container Terminal Co., Ltd. 3.Yizhou Power Grid Company, CSG)
This paper introduces SINAMCIS V50 inverter application including the project design and executive commission in gas compressed pump system and combustion-supporting system. The gas burned limekiln characteristics, parameters setting in inverter V50 and actual adjusting in the project are analyzed.
Inverter V50; Limekiln; Gas Compressed Pump
李先会,男,1981年生,广西桂林人,西门子资深技术支持工程师,广东省自动化学会会员,华南理工大学工程硕士在读,研究方向:工业自动化与变频节能改造。E-mail: 13503078958@126.com。