空心合叶卷圆模具的技术改进
2012-07-02冯勇
冯 勇
(重庆工业职业技术学院 机械学院,重庆 401120)
空心合叶是微型汽车货箱上的一个小型零件。如图1所示,该零件长42.5 mm,宽38 mm,高12.75 mm,卷圆孔直径φ8.5 mm,压形角度135°,压形高度2.5 mm。从该工件的形状来看,该工件的难点在于卷圆或弯曲成形。如果采用先卷圆,后弯曲90°弯的工艺顺序,受零件结构限制,则不能满足弯曲90°弯时弯曲件的直边高度必须大于2 倍板料厚度(h >2t)的工艺条件,无法保证工件的弯曲质量;并且,该工序弯曲模工作零件的工作部位为悬臂结构,在弯曲时受到较高的侧向压力而影响模具寿命。所以,该零件只能采用先弯曲90°弯,然后再卷圆的工艺顺序。空心合叶的冲压工艺顺序为:下料→压弯(图2(a))→卷圆→压形→检验。
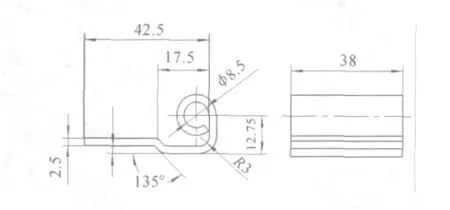
图1 空心合叶零件图
由于受到零件结构的限制,卷圆成形时的效形成为该模具的设计难点。
1 卷圆模结构及工作原理
图2 所示的空心合叶卷圆模是一种结构简单、易于制造的单工序卷圆模具。为了避免模具中出现悬臂结构,模具采用活动式凹模镶块来对工件实施校形。模具的上模部分由带有模柄的上模座10、用圆柱销9 固定在上模座上的卷圆凸模8 组成,模具的下模部分由下模座1、用螺钉2 固定在下模座1 上的凹模座5、安装在凹模座5 形孔内的弹性滑块4、设置在弹性滑块4 中的用于弹顶弹性滑块4 的弹簧3、以及设置在凹模座5 形槽内的凹模镶块7 组成。模具工作时先把其固定在压力机上,卷圆凸模8 上行时,将卷圆坯件放入凹模镶块7 和弹性滑块4 之间的L 形槽中定位,卷圆凸模8 下行完成卷圆成形工作,同时将弹性滑块4 压下,卷圆凸模8回程,弹簧将弹性滑块顶起复位,取出已卷圆成形的压形坯件6,同时将下一个卷圆坯件放入模具进入下一个工作循环[1-2]。
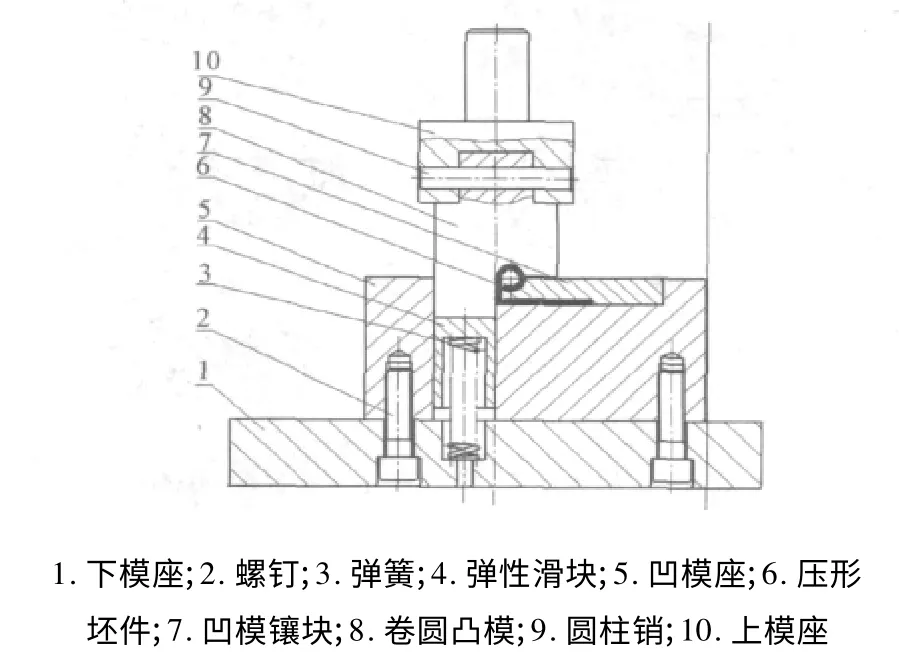
图2 空心合叶卷圆模
2 试生产中出现的问题及原因分析
2.1 试生产中出现的问题
模具在生产中出现的问题是:卷圆成形后的压形坯件6被卡在凹模中不易取出或凹模镶块7 产生错位。
2.2 原因分析
如图3 所示,卷圆成形后弹簧3 将弹性滑块4 顶起复位,其高度与凹模座5 表面齐平;压形坯件6 位于弹性滑块4与凹模镶块7 之间的缝隙中,在正常情况下压形坯件6 可以从凹模中取出,但遇到上道工序成形的卷圆坯件的预弯部分形状不太规范时,成形后模具回程时压形坯件6 与凹模镶块7 卡在一起,此时的压形坯件6 与弹性滑块4 之间的间隙很小,压形坯件6 无法与凹模镶块脱离,这样压形坯件6 就被卡在凹模中不易取出了。另外,由于凹模镶块7 在凹模中没有固定,有时在压形坯件6 与凹模镶块7 被卡住时,会产生错位。

图3 卷圆后压形坯件在凹模中的示意图
3 模具结构的技术改进
3.1 空心合叶卷圆模结构改进方案1
针对空心合叶卷圆模卷圆成形后的压形坯件6 经常被卡在凹模中不易取出的问题,在模具中增设了一个弹性滑移、导板复位机构和一个凹模镶块弹顶升高机构,有效地解决了凹模卡料的问题。
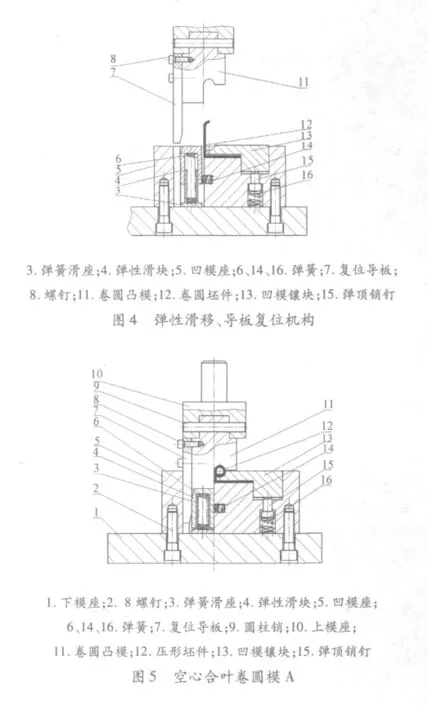
如图4 所示,弹性滑移、导板复位机构的具体结构:在上模部分的卷圆凸模11 的左侧设置一块复位导板7,并用螺钉8 固定在卷圆凸模11 上;在下模具部分的弹簧滑座3 内放入弹簧6 后再套上弹性滑块4,将凹模座5 左边的形孔加宽,并在形孔内加工一个可放弹簧的弹簧孔,将弹簧14 放入弹簧孔后再把套有弹性滑块4 的弹簧滑座3 放入凹模座5 的形孔内,构成弹性滑移、导板复位机构。弹性滑移、导板复位机构是这样工作的:如图5 所示,复位导板7 随卷圆凸模11 下降插入凹模座5 的形孔内推动弹性滑块4 和弹簧滑座3 向左移动,并对卷圆坯件12 实施定位;卷圆凸模11 上行时将复位导板7 抽出凹模座5 的形孔,弹簧14 推动弹性滑块4 和弹簧滑座3 向右移动回到初始位置。复位导板7 下行开始下一个循环。
如图4 所示,凹模镶块弹顶升高机构的具体结构:将凹模镶块13 由平板形改为L 形;在凹模座5 左边加工一个凹槽,在凹槽下面加工一个沉孔,在沉孔内装入弹顶销钉15 后再把弹簧16 放在弹顶销钉15 的下面,用螺钉将凹模座5 固定在下模座上,最后将凹模镶块13 放在凹模座5 的凹槽中构成凹模镶块弹顶升高机构。凹模镶块弹顶升高机构是这样工作的:卷圆凸模11 下行实施卷圆成形时,将凹模镶块13压下;卷圆凸模11 上行时,弹簧16 通过弹顶销钉15 将凹模镶块顶起。卷圆凸模11 下行开始下一个循环。
图5 所示的空心合叶卷圆模是经过次改进的空心合叶卷圆模。该模具是在原空心合叶卷圆模具的基础上,对凹模座5 进行修改,并在卷圆凸模11 左侧增设了一个复位导板7,在凹模座5 内增加了弹簧滑座3 、弹性滑块4、弹顶销钉15、弹簧14、16 而构成的模具。图5 所示的空心合叶卷圆模具是这样工作的:卷圆凸模11 上行将复位导板7 抽出凹模座5 的形孔,弹簧6 将弹性滑块4 顶起复位,其高度与凹模座5 表面齐平;与此同时凹模座5 形孔内的弹簧14 推动弹性滑块4 和弹簧滑座3 向左移动,弹簧16 通过弹顶销钉15将凹模镶块13 顶起,此时弹性滑块4 与凹模镶块13 之间的间隙增大可顺利地取出压形坯件12 或放入卷圆坯件。复位导板7 随卷圆凸模11 下降插入凹模座5 的形孔内推动弹性滑块4 和弹簧滑座3 向右移动对卷圆坯件实施定位;卷圆凸模11 继续下行对卷圆坯件进行卷圆,同时卷圆成形时将凹模镶块13 压下。卷圆成形结束后卷圆凸模11 回程开始下一个循环。
3.2 空心合叶卷圆模结构改进方案2
经过第1 次改进的空心合叶卷圆模虽然解决了卷圆成形后的压形坯件经常被卡在凹模中不易取出的问题,但存在着L 形凹模镶块13 的顶起高度不易调整的缺点。空心合叶卷圆模的第2 次改进就是在第1 次改进的基础上对凹模镶块弹顶升高机构再次进行改进。如图6 所示,修改后的凹模镶块弹顶升高机构是在L 形凹模镶块13 底面加工2 个沉孔,在凹模座5 左边的凹槽内加工两个螺纹孔,在L 形凹模镶块13 的沉孔内装入弹簧16 后,用卸料螺钉15 将L 形凹模镶块13 固定在凹模座5 的凹槽内,构成二次改进的凹模镶块弹顶升高机构。如图7 所示,凹模镶块弹顶升高机构工作时,卷圆凸模11 下行,在卷圆成形时将凹模镶块13 压下,卷圆凸模11 上行时弹簧16 将凹模镶块13 顶起,卷圆凸模11 下行开始下一个循环。

图7 所示的空心合叶卷圆模是经过第2 次改进的空心合叶卷圆模。该模具是在第1 次改进的空心合叶卷圆模具的基础上对凹模座5 和凹模镶块13 进行再次修改,并将弹顶销钉15 换成卸料螺钉15 后构成的模具。
4 结束语
改进后的空心合叶卷圆模具用一个弹性滑移、导板复位机构和一个凹模镶块弹顶升高机构,解决了卷圆成形后的压形坯件不易从模具中取出的问题,有效提高了模具的生产效率。
[1]王孝培.冲压手册[M].北京:机械工业出版社,2004.
[2]夏巨谌.中国模具工程大典[M].北京:电子工业出版社,2007.
