CCV生产线快速开机方法的探讨
2012-06-26武志强
武志强
(特变电工(德阳)电缆股份有限公司,四川 德阳618000)
0 引言
中压(额定电压6~35 kV)交联电力电缆通常采用悬链式干法交联(CCV)生产线三层共挤挤出导体屏蔽、绝缘和绝缘屏蔽。传统的CCV开机方法,一般会造成200多米的废品,费工也费料。本文介绍一种新的CCV开机方法,可以将废品控制在40 m以内,非常实用。
1 传统开机方法
1.1 CCV设备示意图
CCV生产线示意图见图1。
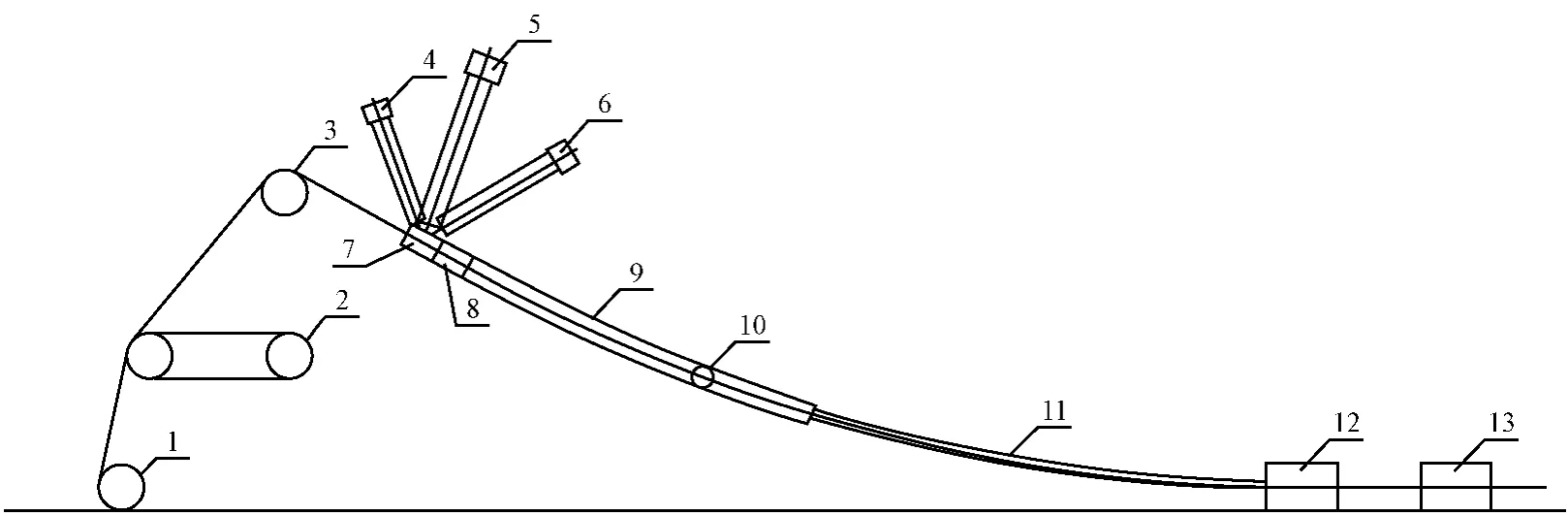
图1 CCV生产线示意图
1.2 传统开机步骤
为了提高电缆绝缘品质,保证在高电场下可靠运行,导体屏蔽、绝缘和绝缘屏蔽在同一个机头内挤出,避免混入杂质或水份。此工艺被称为“三层共挤”。
传统的开机步骤如下:由牵引绳牵引导线,同时挤出机开始排料。排料的同时,通过切取挤出塑料观察各个方向厚度,逐步调节机头模具,得到较为理想的同心度。这时,在绝缘线芯上做一标记。待标记到达密封装置,同时关闭上、下密封,冷却管注入冷却水,硫化管注入氮气并开始加热。由于硫化管和冷却管长约150 m,加上排料调偏心和氮气加热的时间,开机过程会产生200多米的废品,不仅降低了生产效率,而且增加了制造成本。
2 快速开机方法
快速开机的基本思路是不用牵引导体的方法来调节绝缘线芯的偏心,而是采用专门设计的工具代替导体,先调节好偏心,直接走线、充气加热生产,避免了管道牵引走线的过程,节省了开机时间和电缆材料。
2.1 调节偏心
将加工导体经储线器牵引过导向牵引轮至三层共挤机头,但不穿过挤塑模具。另准备一根绝缘线芯,导体截面积与待生产绝缘线芯规格一致,额定电压相同,导体种类相同,称之为牵引线芯。牵引线芯作为辅助工具,可以反复多次使用。牵引线芯经下密封、冷却管、硫化管至上密封。封闭下密封。在挤塑模具( 60挤出机模芯)前,放置一校偏验棒(见图2)。
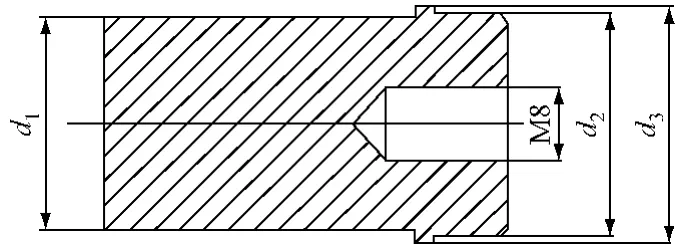
图2 校偏验棒
为了机头模芯与校偏验棒准确有效地配合,达到最佳效果,按如下方法确定验棒参数。
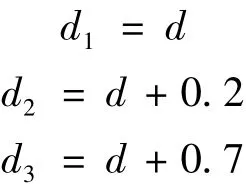
式中,d为导体直径;d1为验棒直径;d2为棒与 60挤塑机模芯的配合部分直径;d3为验棒限位端面直径。
验棒后由一根长螺杆与孔M8相接,固定在机头上,使其整个操作过程中保持不动。
打开三台挤塑机(60、150和80)主电机开关和料斗阀门,开始挤塑。导体屏蔽、绝缘和绝缘屏蔽挤在验棒上,将塑料从验棒上拉出,用刀片切断,并观察其断面。根据断面偏心情况调节机头调偏螺栓,修正各个挤出层厚度,直至达到比较满意的效果。
2.2 开机
迅速取出验棒,将加工导体穿过三层共挤机头模具,与牵引线芯相接。对接方法有两种:一是利用压接管(铜或钢),将加工导体与牵引线芯的导体压接在一起,当然有条件的工厂可用导体焊接机对焊导体,更加可靠;二是采用特殊设计的导体连接件,达到快速连接的目的,导体连接件结构见图3。
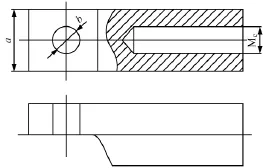
图3 导体连接件
导体连接件由两个构成一副,一个压接在加工导体上,另一个压接在牵引线芯的导体上,通过图3中内螺纹Mc压接导体。导体连接件直径a与导体直径d一致,或略大于d,可取a=d+0.2 mm,只要能穿过机头模芯即可。连接孔直径b在保证连接件强度的前提下,尽量取较大值,目的是提高连接螺栓的规格和强度。经验公式为a=b+2t,式中,t为壁厚,取3~5 mm。导体规格越大,取值越大。导体连接件事先压接在加工导体和牵引线芯上,开机时快速用螺栓连接在一起,减少停机时间。
启用CCV生产线的倒车功能,将连接件倒至机头模芯处。再次打开挤塑机,待塑料挤包在连接件上时,打开上、下牵引的联动开关,开始缓慢走线。注意,挤塑时—定要封闭连接螺栓,避免冷却水进入导体。封闭上密封,向冷却管注入冷却水,硫化管注入氮气,打开硫化管加热开关。一旦其他工艺参数值达到工艺设定值,提高线速度至设定值。配有在线测偏仪的设备,可以根据扫描图像和数值对屏蔽层和绝缘层厚度进行微调,以求得到更好的电缆品质。
3 结束语
由于塑料加工的特殊性,要求塑料在挤塑机中停滞的时间越短越好,不得超过10 min。采用导体连接件快速连接的方法,可以有效缩短挤塑机停机时间。如果操作熟练,配合默契,整个停机时间不超过5 min。本文描述的导体连接件是最基本的形式,改进连接件的结构,可以取得更为理想的效果。
采用快速开机的方法,省去绝缘线芯从上密封到下密封再封闭下密封的过程。整个开机过程,耗用材料在40 m以内,比传统方法节约160 m以上。如果按每月开机10次计算,一条CCV生产线可节约1 600 m绝缘线芯,效果显著。不仅降低了生产成本,并且提高了生产效率。