盾构刀具耐磨堆焊材料的合理选择
2012-06-21胡建平马作强
胡建平,唐 亮,马作强
(北京固本科技有限公司,北京 100081)
0 引言
盾构刀具是盾构机的重要组成部分,也是盾构机磨损最严重的部件。文献[1-2]指出盾构刀具的磨损属于典型的磨粒磨损和冲击磨损。盾构刀具一般选用16Mn钢作为母材,刀具工作端钎焊碳化钨硬质合金[3],硬质合金起到切削岩土的作用,16Mn钢对硬质合金起到支撑保护作用。16Mn钢强度高,硬度低,耐磨性差。对于工作段钎焊硬质合金部位的16Mn钢,由于受到钎焊过程高温加热导致硬度降低的影响,更易被磨损。盾构刀具母材磨损后,硬质合金失去了支撑体,造成硬质合金的脱落,导致刀具的失效。为了延长刀具使用寿命,盾构刀具生产厂会考虑在刀具硬质合金周围的母体上堆焊耐磨层[4]。本文根据盾构刀具的磨损原理和特点,选取了适合于冲击磨损和磨粒磨损的4种耐磨堆焊材料(2种焊条、2种焊丝),采用手工电弧焊和二氧化碳气体保护焊对4种材料分别进行实际焊接操作,并观察和记录4种材料的电弧稳定性、外观成型和焊接裂纹等情况以比较其工艺性;对4种材料的堆焊试样进行硬度测试;进行落球试验以对比其抗脱落性;进行磨粒磨损试验以对比其耐磨性。在对4种耐磨堆焊材料做了详细的试验比较后,根据试验数据结果,合理选择了一种最适合盾构刀具耐磨处理的堆焊材料。
1 盾构刀具常用堆焊材料
合理地选择堆焊材料,可使堆焊耐磨层更好地保护刀具,使盾构刀具堆焊件具有较长的使用寿命。根据盾构刀具的磨损形式,选择适合于冲击磨损和磨粒磨损的堆焊材料,选取市场上4种型号的堆焊材料:天津生产的高铬铸铁堆焊材料,牌号为 YD628和YD888;山东生产的马氏体堆焊材料,牌号为YD212;北京固本生产的碳化钨堆焊材料,牌号为KB600。焊条(YD628、YD212)使用的焊接方法为手工电弧焊,焊丝(YD888、KB600)使用的焊接方法为二氧化碳气体保护焊。
2 堆焊材料的工艺性比较
每种堆焊材料配合适当的堆焊工艺,才能发挥出最佳效果。堆焊工艺参数如表1所示。堆焊工艺性比较如表2所示。

表1 堆焊工艺参数Table 1 Parameters of submerged arc welding

表2 堆焊材料工艺性比较Table 2 Submerged arc welding technologies
由表2可知:1)YD628属于石墨型焊条[5],焊后焊缝淬硬性大,裂纹宽度和深度大,不适合使用。2)其他3种型号堆焊材料中,YD888和YD212母材预热温度较高,焊工劳动强度大;KB600焊丝母材预热温度较低,可减轻焊工劳动强度。
3 堆焊材料性能分析
3.1 硬度测试
在盾构刀具的制造过程中,总是先堆焊耐磨材料,再感应加热钎焊硬质合金[6],这样由于钎焊过程对堆焊层起到焊后退火的作用,导致堆焊层硬度大大下降,耐磨性大大降低。因此,对于盾构刀具,在选择堆焊材料时要以感应加热后堆焊层的硬度和耐磨性,作为选择适于盾构刀具生产和应用的堆焊材料重要依据。将200 mm×90 mm×60 mm的16Mn钢焊前预热350℃后,再分别将YD628、YD888和YD212堆焊到工件表面。将同样规格的工件预热到150℃后,堆焊KB600焊丝。为减少母材对工件的稀释作用,选择堆焊3层。堆焊后再将工件感应加热到950℃,保温2 h后在静止的空气中冷却,最后打磨抛光测试宏观洛氏硬度值。4种型号堆焊材料试样热处理后的硬度测试结果如表3所示。

表3 950℃后堆焊材料硬度值比较Table 3 Hardness of welding wires after 950℃brazing
由表3可知:1)所选择的4种堆焊材料,除KB600外,硬度均低于50 HRC。2)YD212硬度低于40 HRC,无法有效保护刀具硬质合金。3)对于YD888和YD628,热处理后硬度下降18%,只能达到45 HRC左右,低于50 HRC。王智慧等[7]对高铬堆焊合金热处理后的硬度和耐磨性研究结果表明,热处理后高铬堆焊金属硬度下降25%,耐磨性下降32%,故高铬堆焊合金也不能很好地保护硬质合金。从热处理后对试样的硬度测试结果来看,只有KB600热处理后硬度大于55 HRC。
3.2 抗脱落能力测试
盾构刀具在施工过程中,会遇到大的冲击磨损,如果所使用的堆焊层在施工中受到冲击而脱落,硬质合金就会失去抗冲击保护。文献[8]中阐述了冲击对盾构机刀具耐磨堆焊层的影响。落球试验采用7.5 kg的铅球由1 m高处自由下落,对堆焊层进行冲击[8]。试验表明,YD628和YD888堆焊层在冲击中发生脱落(主要因为2种焊结材料都属于高铬合金,淬硬倾向大,容易脱落),YD212和KB600试样的堆焊层未发生脱落现象。
3.3 耐磨性试验
将950℃感应加热后的4种堆焊材料堆焊的试样钢板,采用线切割,制作尺寸为55 mm×25 mm×12 mm的磨粒磨损试样。磨粒磨损试验采用MLS-225型湿式橡胶轮磨粒磨损试验机,试验参数为:橡胶轮转速为240 r/min、橡胶轮邵尔硬度为60、载荷为100 N,磨料为0.212~0.425 mm的石英砂。试验时将磨料放入试验机,首先对试样进行预磨,预磨1 000 r后取出试样对样品称重并记录数据;之后对试样进行精磨6 000 r,试验后再对试样称重并记录数据,2次质量差即为试验过程中试样的磨损量。磨损量越大,耐磨性越差;磨损量越小,耐磨性越好。本实验以950℃感应加热后16Mn材料作为标准试样,其他材料的相对耐磨性ε=标准试样磨损量/试样磨损量。950℃热处理后磨粒磨损结果见表4。堆焊材料相对耐磨性比较见图1。

表4 950℃热处理后磨粒磨损结果Table 4 Wearing results of wearing grains after 950℃brazing
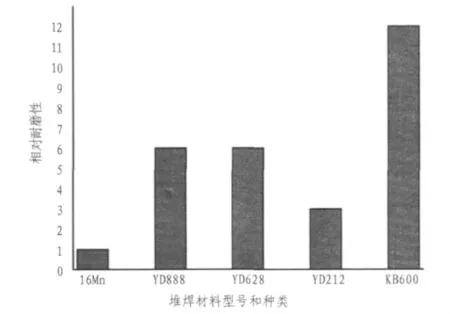
图1 堆焊材料相对耐磨性比较Fig.1 Relative wearing resistance of submerged arc welding wires
由表4和图1可知,在相同磨损条件下,KB600堆焊层的耐磨性是YD888和YD628的2倍,是YD212的4倍。KB600在耐磨性方面具有很大的优势。
4 实际应用
南昌齿轮有限责任公司盾构刀具分公司对KB600的性能做了实际测试。由于刀具体积大,为减少裂纹,降低开裂倾向,首先焊前对刀具进行150℃预热,堆焊KB600耐磨焊丝,焊后将刀具放于保温箱中自然冷却;然后对堆焊成型的刀具进行高频感应加热,加热温度达到950℃后对刀具进行硬质合金钎焊,焊后刀具保温2 h,待自然冷却后,测试堆焊层的硬度大于55 HRC。将焊有KB600的盾构刀具安装于盾构机,并在南昌隧道建设中进行实际测试。结果表明,采用KB600耐磨处理的刀具,掘进距离能提高2~3倍。KB600焊后刀具形貌见图2。

图2 KB600焊后刀具形貌Fig.2 Cutting tool welded by KB600 welding wires
5 结论与建议
1)通过对焊条和焊丝2种堆焊材料的使用对比发现,焊丝使用的二氧化碳气体保护焊接方法与焊条使用的手工电弧焊接方法相比,焊丝生产效率为焊条的2倍以上,具有高效率、低能耗、低劳动力成本和高的材料利用率等优点[9];而且焊丝堆焊后刀具刀体堆焊变形量小,堆焊层形状尺寸较规则,堆焊质量稳定,比手工焊条堆焊具有明显的优势。
2)根据盾构刀具生产过程中高温钎焊的特点,对所选堆焊材料进行了高温钎焊后硬度和耐磨性试验。试验表明,950℃感应加热后,KB600堆焊层硬度大于55 HRC,与相同条件下的16Mn相比,耐磨性提高10倍。
3)通过落球冲击试验对所选材料进行了抗脱落性能试验。试验表明,高铬合金的堆焊材料抗脱落性能相对较差,YD212和KB600焊缝具有优良的抗脱落性能。
根据对4种堆焊材料950℃感应加热后的硬度、抗脱落性以及耐磨性试验结果等因素的综合考虑,推荐使用北京固本的KB600型耐磨焊丝。
[1] 邹积波.盾构刀具磨损原因探析[J].建筑机械化,2003(11):56-57.
[2] 张耘获,乐贵平,苏艺.盾构刀具的磨损及检测措施[J].市政技术,2008(5):51 -53,103.(ZHANG Yunhuo,LE Guiping,SU Yi.The mechanism of cutter wearing of shield and the detection method[J].Municipal Engineering Technology,2008(5):51 -53,103.(in Chinese))
[3] 侯克忠,白佳声.盾构机用硬质合金刀片的研制[J].粉末冶金工业,2009(3):39 -43.(HOU Kezhong,BAI Jiasheng.Researh & preparation on the carbide insert for tunneling construction shield tools[J].Powder Metallurgy Industry,2009(3):39 -43.(in Chinese))
[4] 李德洋,刁春仁,吴钦刚,等.北京地铁9号线3标盾构机刀具的破坏形式及刀具的改造[J].铁道建筑技术,2011(S2):52-53.
[5] 吴树雄.电焊条选用指南[M].北京:化学工业出版社,2003:177.
[6] 邹健.盾构刀具的加工工艺研究[J].金属加工:热加工,2012(4):50-52.
[7] 王智慧,俞长丽,贺定勇.焊后热处理对Fe-Cr-C耐磨堆焊合金组织和磨损性能的影响[J].材料热处理学报,2009(4):81 - 84.(WANG Zhihui,YU Changli,HE Dingyong.Effect of post heat treatment on microstructure and abrasive wear property of Fe-Cr-C hardfacing alloy[J].Transactions of Materials and Heat Treatment,2009(4):81 -84.(in Chinese))
[8] 蒋建敏,赵学彬,贺定勇,等.冲击对DG7药芯焊丝堆焊层性能的影响[J].新技术新工艺,2007(7):103-105,13.(JIANG Jianmin,ZHAO Xuebin,HE Dingyong,et al.Impact influence on deposited metal of flux-cored wire DG7[J].NewTechnologyandNewProcess,2007(7):103 -105,13.(in Chinese))
[9] 吴树雄,吴林,蒋建敏,等.焊接手册[M].北京:机械工业出版社,2007:258-259.
