亚纳米木粉的加工原理与运动分析1)
2012-06-13杨春梅孙永华
杨春梅 马 岩 赵 越 孙永华
(东北林业大学,哈尔滨,150040)
1 亚纳米木粉的定义及加工形态分析
本研究定义纳米和亚纳米木粉的微粒包络直径尺寸应该为1 000~40 000 nm的范围,1 000~8 000 nm的称为纳米木粉粒子,8 000~20 000 nm的称为亚纳米木粉粒子,20 000~40 000 nm的称为超细木粉,超过40 000 nm的称为普通木粉。由于木材细胞的直径达到了30 000~120 000 nm,所以本研究所定义的木粉尺寸已经产生纳米效应。对现阶段木材加工工业来讲,直径小于8 000 nm的木粉加工成本非常高,在加工工艺上也很难达到要求,且没有找到具体应用的方向,所以没有开发价值;而直径大于40 000 nm的微粒就进入普通木粉和砂光木粉的概念范畴。所以,对直径为8 000~20 000 nm的亚纳米木粉粒子的物理力学性能进行研究,将在纳米家族中有着不可替代的意义。
8 000~40 000 nm粒度的木粉,可以作为一种新型生物降解材料。有研究表明,将不同比例的复合松树木粉(WF)和商业淀粉醋酸纤维素混合,进行注塑形成装饰材料,其机械和流变性能都有明显的改善。并且随着木粉目数的增加,拉伸强度和模量明显改善;若木粉以微纤丝的形态出现,注塑成型的试样将肯定表现出良好的机械性能。木材也将成为天然纳米材料中加工成本低、来源广泛、和其它材料亲和力好的材料之一[2-3]。
在加工8 000~40 000 nm粒度的木粉时,如果采取不同的加工方法,可以形成不同结构的木粉,本研究讨论切削法形成的亚纳米木粉。亚纳米木粉的粒度与形状密切相关,需要进行综合分析。定义亚纳米木粉的端面尺度小于8 000 nm,由于木纤维的各向异性,形成的亚纳米木粉微粒沿纤维长度方向的尺寸可能达到25 000 nm(见图1)。

图1 木粉微粒电镜扫描图
精细纳米木粉的粒度小于2 000 nm,微粒沿纤维长度方向可以小于3 000 nm,形状上接近正方形。
亚纳米木粉制备是通过专用设计的设备,利用刀具以12000 r/min的高速切削将锯末或是碎的木纤维冲击打碎。设备采用高速电主轴直接带动刀具以相同的速度旋转,刀具磨出小楔角锋利刀刃。锯末被切削裂解成如图3所示的截面形状纤维。经过反复试验对比,其粒度已经可以满足液化的要求,并可以作为添加材料制成无醛木粉胶,其应用前景非常好。

图2 精细纳米木粉的粒度

图3 切削木材裂解纤维的截面形状
2 亚纳米木粉加工设备的结构与原理
亚纳米木粉加工设备从进料到出料,即从原料直接到成品,要经3台风机和集料器分别从3处不同部位的出料口收集不同目数的木粉。加工设备的整体结构原理见图 4[4]。
原料从进料口直接送入粉碎室筛网内,在粉碎室中初期主要由高速旋转的刀具组与固定的刀具组构成剪切力而粉碎到超细木粉的粒度;当加工到粒度约1 mm后,主要受到剪碎与冲击碰撞双重作用力,并在此作用力下继续粉碎。物料由于重力的作用,部分会逐渐沉积到粉碎室底部,此时被一号风机所产生的高速气流带出,通过进料管一将其重新输送到粉碎室进行再次粉碎。
当物料加工到规定的粒度时,达到目数要求的木粉会通过粉碎室中的筛网在二号风机的负压作用下过滤出来。特别细的木粉吸附在粉碎室内壁上,也有部分粉体吸附在筛网上,需要用刮板系统将其刮下并沉积到粉碎室底部,再由二号风机产生的高速气流将其从出料管带出。这些木粉通过集料管输送至集料器二,即为成品,取出后可直接进行包装。
3、贴近农机教学现场、农业生产现场和机具维修现场,课件制作素材来源广泛。课件的制作需要素材,对于农机培训来说,素材的来源应当是相当广泛的。农机驾驶培训中,教练的正确操作方法,可以拍成完整连贯的演示视频,也可以抓重点动作拍摄细节。对于错误的操作动作,也可以在视频中将其反映出来,避免教练纯粹口头讲解、学员难以理解的情况出现。机具技术培训中,可以将机具的各个细节组件和机构动作知识点的讲解制作成视频或PPT,在教学中播放。农田中农民作业和农机维修点的维修现场,经过长期跟踪,也可以积累获取大量生动素材。
受木材细胞结构的限制,纳米木粉的大批量形成需要破胞得到,而对植物纤维破胞需要的破胞力非常大,设备的功耗也非常大。因此,在普通工艺下,亚纳米木粉粉碎到一定粒度,达到其粉碎极限后,绝大部分无法继续粉碎到纳米级;但偶尔得到一点纳米木粉是可能的。所以,在加工过程中会有一部分接近纳米级的非常小的微粒,受到气流的影响悬浮于粉碎室上部。这部分亚纳米木粉被三号风机的低速气流从粉碎室顶端的出料口三带出,通过集料管直接输送至集料器三。该部分木粉的粒径预期能小于亚纳米木粉。另外,还有一部分木粉为该设备工业化加工出粒度最大的微粒,或难以加工的树皮锯末,仍然由一号风机产生的高速气流带出,通过出料管一内的筛网的过滤,经集料管一输送至集料器一中。整个粉碎过程与分级过程同步进行,动作一致,大大提高的机械效率与木粉细度。
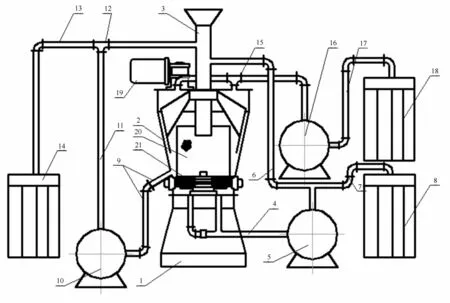
图4 切削法木粉装备结构原理图
3 亚纳米木粉切削粉碎过程分析
本研究的亚纳米木粉切削粉碎设备总的装机容量15 kW,产量是30 kg/h。电主轴功率为2.2 kW,直接带动4组刀盘进行超高速转动。另外有蜗轮减速器1套,通过一对齿轮带动刮板进行转动。有3台风机分别从3个不同的方向进行物料收集,3台风机的风量分别由3个节流阀控制,风机一、三的风向分别由各自的三通球阀控制。进料口上有一电磁先导阀,用以加工结束后调节设备内外压差。
木材在被打碎的过程中内部存在许多细微的裂纹,由于这些裂纹的存在,使得裂纹周围产生应力集中。当应力达到材料的抗压强度时,裂纹将扩展;当与原拉应力垂直的裂纹长度增加时,应力集中将更大。所以,材料中裂纹的扩展一旦开始,就必将导致木材的破坏。如果输入裂纹尖端的能量超过裂纹扩展所需的表面能,则多余的输入能量将转化为动能促使裂纹扩展,其裂纹扩展速度为[5-8]:

式中:u为裂纹扩展速度;c为木材中的声速;l、lc为裂纹长度及裂纹扩展临界长度;k1为裂纹扩展速度系数。
设F为木材粉碎时新生表面积,则新生表面积生成的速度即为木材的粉碎速度v。

式中:v为木材粉碎速度;k2为与粉碎过程相关的系数;k为木材粉碎速度系数;k2为与粉碎过程相关的系数为木材密度。
另外,由于粉碎系统内气流的循环应用,木粉颗粒均具备一定的运动速度,除与旋转刀具和固定刀具之间的碰撞切削作用之外,颗粒与颗粒之间同样存在着一定的碰撞速度。由于木粉颗粒的形状极不规则,为了便于研究,一般将其表面积与体积折算为等表面积球的表面积与体积。假设木粉颗粒的理想形态为截顶圆锥体,直径分别为Da和Db,当其达到破坏时,积蓄于该粒子单位质量的粉碎能E/Mp为[9-10]。

因此,
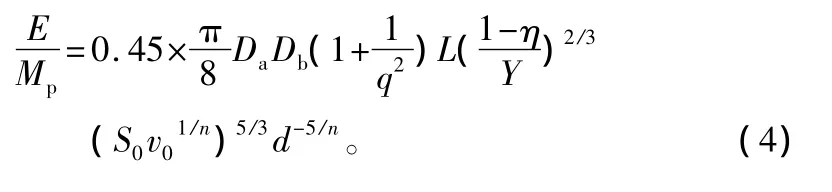
式中:E为弹性变形能;Mp为亚纳米木粉的质量;n为Weibull分布函数均匀性系数;ρ为木粉密度;η为泊松比;Y为杨氏弹性模量;S为木材密度;v0为木粉颗粒的体积;Da为木粉颗粒的上端面直径;Db为木粉颗粒的下端面直径;L为木粉颗粒的长度;q=Da/Db。
假定木粉颗粒的运动能够完全转化为破碎能,则根据E=0.5MV2,可以得出,完全靠碰撞粉碎的颗粒达到破碎状态所需的碰撞速度为:

物体产生一定的运动速度,可获得强大的动能。物体产生强烈的碰撞而粉碎的原理一般应用于对撞式气流磨的粉碎机上。在本设计中,木粉颗粒之间的碰撞作用仅为副粉碎作用。
4 亚纳米木粉切削计算
粉碎过程是一个很复杂的过程,首先需要对粉碎过程做一定的假设使其在理想化的状态下进行。在超细粉碎中,随着粒径的减小,被粉碎物料的结晶均匀性增加,颗粒强度增大,断裂能提高,粉碎所需的机械应力也大大增加。因而粒度越细,粉碎的难度就越大。尽管本设计采用的刀具切削粉碎代替了研磨法,但粉碎过程中仍然会伴随着大量的能量损失,再加上高速运动碰撞的木粉产生的静电作用,将导致木粉颗粒相互团聚的趋势逐渐增强。在这种状态下,木粉的粉碎速度是最关键参数[11-13]。
木材中的声速c=3 320 m/s。定义裂纹长度为木粉微粒长度,裂纹扩展临界长度是木粉微粒长度的66%,由此可以求出裂纹扩展速度u=2 191 m/s。根据这个计算参数确定切削主轴的转数12 000 r/min。
5 结束语
定义粒度在8 000~40 000 nm的木粉为亚纳米木粉。本研究提出采用循环式切削粉碎与气流分选相融合的亚纳米木粉粉碎理论,在亚纳米木粉的粉碎工艺中,将分级筛选设备与切削粉碎设备连为一体,不断将已经达到目数要求的亚纳米木粉滤出,未达到要求的再返回粉碎室进行N次加工。N次加工过程减轻了微细颗粒在粉碎中的团聚与干扰,提高了能量的利用率,同时也确保产品的细度和粒度分布的均匀性及亚纳米木粉质量的一致性,并提高了加工效率。提出了切削主轴转数的分析理论,并通过实际设计验证了提出的理论。
[1]王慧,马岩,杨春梅,等.纳米木粉形成工艺和尺度计算方法[J].木材加工机械,2005,16(6):11-14.
[2]赵广杰.木材中的纳米尺度、纳米木材及木材—无机纳米复合材料[J].北京林业大学学报,2002,24(5):204-207.
[3]Liu L,Qi Z,Zhu X.Studies on nylon 6 clay nanocomposites by melt-intercalation process[J].Journal of Applied Polymer Science,1999,71(7):1133-1138.
[4]孙永华,马岩,杨春梅.亚纳米木粉粉碎工艺及设备构成原理分析[J].木材加工机械,2009,20(1):13-16.
[5]朱纪春,李庭寿,朱冬麟.QLM型对撞式气流磨的粉碎机理与应用[J].耐火材料,1996,30(3):158-159.
[6]刘维平,陈米宋.超细粉碎过程速度分析及粉体量计算[J].南方冶金学院学报,2002,23(1):1-3.
[7]祁利民,刘雅琴,吴澜尔.亚微米碳化硅超细粉体的制备及破碎机理探讨[J].粉末冶金技术,2003,21(4):206-208.
[8]陆厚根,粉体技术导论[M].上海:同济大学出版社,1998:115-123.
[9]郑水林,孙成林.超细粉碎(一)[J].中国粉体技术,1994,1(1):37-41.
[10]郑水林,孙成林.超细粉碎(二)[J].中国粉体技术,1995,1(2):39-44.
[11]Xie Hongyong.Mechanics and process engineering of powder and particles[J].China Particuology,2003,1(5):229.
[12]陈志刚.竖轴式离心粉碎机的动态特性分析研究[D].武汉:武汉大学,2004.
[13]谢洪勇,刘志军.粉体力学与工程[M].2版.北京:化学工业出版社,2007:202-206.