核电站ASG管嘴焊缝超声检测工艺改进
2012-05-14,,
,,
(国核电站运行服务技术有限公司,上海 200233)

图1 安放式管座角焊缝坡口结构图
核电站核岛内辅助给水系统(ASG)管道与主给水系统(ARE)管道连接的管嘴焊缝为安放式全焊透管座角焊缝(焊缝坡口结构见图1)。焊缝中的一些常见缺陷(如未焊透、未熔合、裂纹等)如果漏检或未能有效控制,在核电站运行过程中由于压力、腐蚀、运行工况等诸多因素会不断恶化,甚至导致破损和断裂。这种安放式管座角焊缝由于结构影响,不便于施行射线检测,所以对于焊缝内部情况主要采用超声波检测。核电站在役检查大纲中也规定,该焊缝需要进行超声波检测。
鉴于主给水系统(核2级)和辅助给水系统(核2,3级)的安全级别,以及ASG管嘴焊缝结构的特殊性,有必要针对该结构的焊缝设计制作相对应的全尺寸对比试块,进行超声波检测方法试验,并编制专门的超声波检测工艺。
1 研究内容
1.1 全尺寸对比试块的设计、制作
(1)调研ASG管嘴焊缝坡口结构及焊接工艺。
(2)制作与被检焊缝材质和内外部结构基本一致的1∶1焊接试件。
(3)根据RCC-M标准中的相关规定,制作相应的对比试块。拟选取0°和90°两处在结构上最有代表性的区域来制作对比试块[1]。
1.2 ASG管嘴焊缝检测工艺研究
(1)根据RCC-M标准要求,选择合适的检测方法和检测探头。
(2)确定超声检测扫查方式、扫查部位。
2 ASG管嘴焊缝对比试块制作
ARE和ASG管道的外径分别为406,156 mm;制作与被检焊缝材质和内外部结构基本一致的1∶1焊接试件;根据RCC-M标准中的相关规定,制作相应的对比试块。选取0°和90°两处在结构上最有代表性的区域来制作对比试块。试块示意图如图2和3所示。根据RCC-M标准中的要求,焊缝检测用对比试块上的人工反射体为直径2 mm的长横孔。同时,为了证明最终的检测工艺能够覆盖整个焊缝区域,两块试块中的长横孔分别位于焊缝中心及焊缝熔合线附近,并且在对比试块的根部还布置有一个高度为2 mm,长度为10 mm的人工切槽。


3 检测方法理论分析
RCC-M标准第Ⅲ册 MC 2634.2中规定,在可达性和几何结构条件允许的情况下,尽量使超声波检测能够覆盖整个焊缝区域,焊缝区域应包含焊缝本体及其两侧热影响区。第Ⅰ册S 7722中规定,壁厚≤30 mm的角接焊缝中热影响区为焊缝两侧各5 mm;壁厚>30 mm的角接焊缝中热影响区为焊缝两侧各10 mm。因此,在选择检测工艺时,需要根据焊缝的几何尺寸及外形结构来选择折射角[1]。
以往的现场工作中,主要采用2Z8×9A45和2Z8×9 A60横波斜探头进行该焊缝的现场检测,但现场检测时发现在焊缝局部存在反射幅度很高的信号。通过理论分析,发现该信号是60°探头固有的结构信号。另外,理论分析还发现这两种角度探头并不能完全覆盖整个焊缝厚度范围,详见图4和5。因此,考虑增加更小角度的探头来加强焊缝近表面区域的检测。


考虑到两种不同角度的探头最好能够相差15°以上,所以在最初的检测方案设计中选择30°的探头,但试块加工完成后,发现焊道宽度对探头移动的影响很大,通过声束传播路径模拟研究,发现采用30°探头检测根部人工槽的效果不好。选用35°探头可以利用扩散角检测人工槽,而30°探头的主声束角度与检测所需的41°声束之间的夹角太大,此时能量已经很弱。基于上述考虑,拟采用35°探头取代30°探头。
4 检测工艺试验
选择检测用探头时,主要从以下几方面考虑:
(1)焊缝表面宽度大,需要选用前沿尽量小的探头进行检测。
(2)实际检测时探头的扫查轨迹是一个马鞍形,为了获得良好的耦合效果,探头与工件的接触表面应尽量小,所以在达到合适的灵敏度的前提下,探头晶片尺寸应较小。
(3)需要使用一次反射波进行检测,因此可选用频率稍高的探头,以提高超声波束的指向性,有利于信号的分辨。
原检测工艺中采用60°探头进行检测,但通过试验发现,60°探头的实际检测效果不佳,故决定取消60°探头,理由主要有三点:一是60°探头的声束扩散过于明显,导致经过底面一次反射后,人工缺陷的回波能量低,信号不易辨认;二是此时的结构反射信号过于强烈,干扰缺陷信号的判别;三是在原设计方案中,60°探头主要用于检测焊缝根部缺陷,但35°和45°探头已经能清晰地发现根部人工槽的信号,这说明60°探头预计的检测区域已经得到了有效覆盖。基于上述三点考虑,实际检测工艺中取消了60°探头。为验证35°探头和45°探头的检测覆盖能力,对两种角度探头在半扩散角范围内的覆盖范围进行了理论模拟。根据横波斜探头半扩散角的计算公式,频率为5 MHz,晶片尺寸为4 mm×6 mm的探头,其半扩散角为6°。根据探头半扩散角理论计算结果,分别对35°探头和45°探头在0°试块位置和90°试块位置的覆盖范围进行了理论模拟,详见图6和7。


从理论模拟分析图中可以看出,在半扩散角范围内,35°探头在0°位置焊缝表面余高处存在一小块深度约为1 mm的未覆盖区域,在焊缝根部则存在一块深度约为6 mm的未覆盖区,而45°探头能覆盖所有的焊缝根部区域,但在焊缝表面的未覆盖区域则大于35°探头。综合两种角度探头的覆盖区域可以知道,0°位置焊缝表面余高处存在一小块深度约为1 mm的未覆盖区域,建议此处可采用磁粉检测方法进行补充检测;90°位置处,在半扩散角范围内,35°探头和45°探头均能覆盖所有的焊缝区域,此处采用这两种角度探头检测时无盲区。
工艺试验时所有探头都是小晶片、短前沿探头,探头清单见表1。

表1 探头工艺试验参数
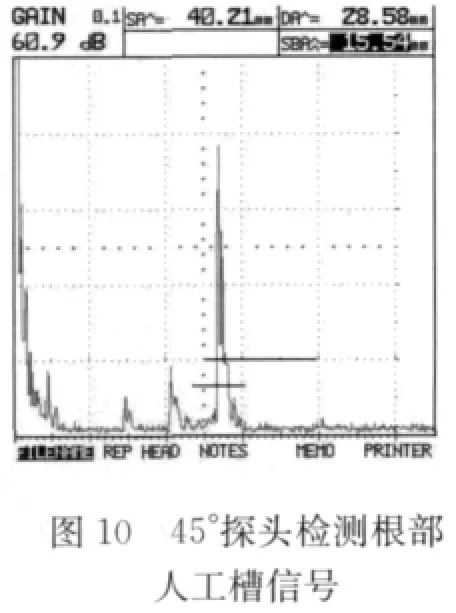
采用表1中所列探头分别从ASG管嘴外表面、ARE管道外表面对试块进行扫查,并将发现的信号进行记录和整理,部分反射体信号见图8~11。由此可见,60°探头只能采用一次波从管嘴侧发现孔1和孔2的反射信号。从ARE管侧检测时,由于探头扩散的原因,各反射体信号难以清晰分辨。35°探头和45°探头分别从管嘴侧和ARE管侧进行检测时,能够检出所有的人工反射体。



5 结论
(1)加工制作了1∶1的0°和90°ASG超声波对比试块。
(2)试验中所采用的改进后的超声波检测技术能有效检测出试块上的人工缺陷,且满足RCC-M标准要求。
(3)通过试验,了解了ASG/ARE管嘴焊缝的一些结构特点、焊接工艺和声学特性。
[1]RCC-M MC 2000—2004 压水堆核岛机械设备设计和建造法则 合金钢[S].
[2]郑晖.超声检测[M].北京:中国劳动社会保障出版社,2008.
