格雷母线在长钢轨群吊集控系统中的应用
2012-05-09戴明宏江兴盟安文秀
戴明宏,江兴盟,安文秀
(1.郑州铁路职业技术学院,郑州 450052;2.中铁工程设计咨询集团有限公司郑州设计院,郑州 450000)
格雷母线在长钢轨群吊集控系统中的应用
戴明宏1,江兴盟1,安文秀2
(1.郑州铁路职业技术学院,郑州 450052;2.中铁工程设计咨询集团有限公司郑州设计院,郑州 450000)
500m长钢轨吊运需要多台门吊的协同配合才能完成。为提高焊轨基地吊运长钢轨的效率,防止吊运过程中长钢轨发生扭曲变形,减轻作业人员的劳动强度,采用格雷母线通信定位技术和PLC网络通信集控系统,克服多台门吊在吊运过程中出现的不同步误差,确保长钢轨在吊运过程中精确定位、同步吊运,为焊轨基地长钢轨吊运提供了一个很好的群吊集控系统方案。
格雷母线;PLC;长钢轨;群吊集控系统
目前我国铁路向高速、重载发展,因此,对铁路钢轨焊接长度、焊接质量提出了新的要求[1]。铁路焊轨基地需要将短钢轨焊接成500m的长钢轨,然后由运轨列车将长钢轨运送到路基上铺设。
目前,我国各铁路局焊轨基地所使用的长钢轨吊运设备,采用的是每隔16m设置1台龙门吊车,吊运500m长钢轨需用32台龙门吊车[2],每台吊车配备1名操作人员,各操作人员通过与相邻操作人员的相互协调来进行吊装作业,不具备同步吊运的功能,工作效率较低,钢轨易发生多方向的弯曲扭转变形。也有铁路焊轨基地对龙门吊车进行集控改造,但因各龙门吊车的运行、起落不同步等原因,难以实现同步吊运。因此,长钢轨群吊集控系统[3-4]必须采用具有高精度和高可靠性的位置检测系统。
1 格雷母线定位的基本原理
格雷母线技术是一种比较成熟的位移检测和数据通信技术[5-7]。它利用电磁感应原理,以相互靠近的扁平状的电缆和天线箱之间的电磁耦合来进行通信,并在通信的同时检测到天线箱在格雷母线长度方向上的位置。
在本工程应用中,将主控制系统设置在地面控制站上。因此,选用地上检测方式,也就是将地址编码发射器和天线箱安装在移动站,通过天线箱发射地址信号,地址编码接收器安装在固定站上,在固定站完成地址检测[7]。其设备配置如图1所示。
格雷母线由电缆芯线、模芯和电缆护套构成。电缆芯线有2种,即基准线(R线)和地址线(G0线-G9线),基准线用于获取标准信号,地址线用于检测地址。其中,地址线每隔一定的步长交叉一次,而基准线为平行线不交叉。

图1 格雷母线地上检测设备配置
如图1所示,移动站上的天线箱1为地址信号的“发射天线”,固定站格雷母线芯线为地址信号“接收天线”。移动站上的天线箱2为格雷母线数据通信单元的设备。在格雷母线还有2对感应环线用于数据通信,通过电磁耦合在发信机和收信机之间传送信息,信息使用频率键控(FSK)方式调制,使用相干解调,标准通信速率4800bps或9600bps,通信误码率:10-7。工作时,由移动站天线箱发射地址信号,由于电磁耦合,会在格雷母线上产生感应电动势。在格雷母线上感应的信号会通过交叉线和平行线传送到固定站的地址编码接收器。地址编码接收器对接收到的信号进行相位比较。如果相应地址交叉线的信号相位与平行线的信号相位相同,那么定义移动站地址为“0”;如果交叉线的信号相位与平行线的信号相位相反,那么移动站地址为“1”。由此可见,格雷母线用一对地址线可以检测到2个地址,用两对地址线可以检测到4个地址,用n对地址线可以检测到2n个地址。
根据电磁理论

式中,φ为磁通量;S为线圈面积;B为电磁强度。

式中,e为感应电动势;N为线圈的匝数。
根据工程经验,格雷母线最小步长W根据定位精度来确定,W一般取200mm,电缆长度由格雷母线芯线的数量和最小步长W确定。一般来说:
绝对定位精度μ=W/2
格雷母线长度L=2nμ
式中,n为格雷母线芯线的数量。
通过上面的分析,可知当格雷母线最小步长W= 200mm时,检测精度为
μ=W/2=200/2=100mm
如果同时格雷母线地址为10对,则格雷母线长度为
L=2n×100mm=102.4m
根据需要,还可以在此基础上采用精密地址检测方式。在实际运用中,一般可以再细分20倍,即在精度为100mm的基础上细分20,则精密地址精度为100/20=5mm[7]。这样,定位精度完全能够满足钢轨群吊的需求。
2 采用格雷母线的长钢轨群吊集控系统结构
长钢轨群吊现场一般由承轨台、放置长轨区(一般称为“垛区”)、龙门吊车、装运长轨列车专用线等组成[8]。如图2所示。

图2 长轨群吊作业现场
当轨道焊接流水线把焊好后的长轨运送到承轨台上后,群吊集控系统控制32台龙门吊车,将500m的长钢轨吊起并水平移动到指定的位置,进行码垛或装车。要实现吊运过程中长钢轨保持自然直线形态,多点群吊的水平和垂直两方向运动就必须保持同步,这不仅要保证每一吊点的平移速度相等,而且每一吊点的升降速度要一致,因此,这就提出了对多点群吊采用精确定位,进行计算机集中控制的要求。
为了保证32台龙门吊车在吊运过程中同步一致,避免长钢轨扭曲变形,影响长钢轨吊运的工作效率和长钢轨焊接后的质量,必须采用高精度和高可靠性的位置检测系统。为此,提出了在平移方向采用格雷母线传感器检测,在垂直方向采用旋转编码器检测,将检测到的信息实时传输给PLC,通过格雷母线的通信系统传输给工控机,工控机根据需要调整变频器的频率和电动机的转速,从而达到每个龙门吊车的吊点同步一致,确保在吊运过程中长钢轨保持直线形态。在平移方向采用格雷母线传感器绝对位置检测,克服了长距离运行采用旋转编码器检测引起的机械传动装置、电动机转速差、车轮与钢轨打滑等引起的积累误差,而且,格雷母线本身具有较好的通讯功能,可以直接与PLC和工控机进行通讯,在PLC和工控机之间传递信息,长轨群吊计算机集中控制结构如图3所示。
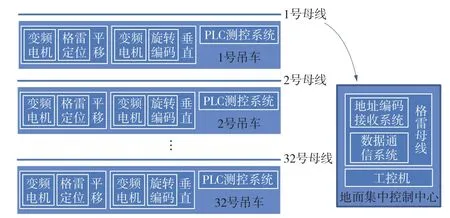
图3 长钢轨群吊计算机集中控制结构
每台吊车包括1个PLC为核心的测控系统,采用PID闭环控制算法控制电机转速,实现吊车同步运动。单台吊车变频执行机构 PID闭环控制结构如图4所示。

图4 单台吊车变频执行机构PID闭环控制结构
控制系统采用主控工控机+分控PLC+变频执行机构的3层结构,并由总控室的上位微机作为人机操作界面,完成操作控制命令的下发,现场实时状态的显示以及数据记录存储等功能。
软件设计中,关键部分为PID闭环算法[9]。其具体原理如下。
E(t)是PID算法的输入,U(t)是输出,具体关系式为

式中 Kp——比例系数;
TI——积分时间常数,s;
TD——微分时间常数,s;
Uo——控制常数。
在计算机控制中,常采用增量式PID算法。方法是:以T作为采样周期,K为采样序号,则离散采样点kT对应着连续时间t上的每一刻:用求和的形式代替积分;用增量的形式代替微分,具体如下


经归纳整理可得

式中 k——采样序号,k=0,1,2,…;
Uk——第k次采样时刻的输出值;
Ek——第k次采样时刻输入的偏差值;
Ek-1——第k-1次采样时刻输入的偏差值;
KI——积分系数,KI=T/TI;
KD——微分系数,KD=TD/T。
由式(2)可得到第k-1次的采样输出值,将两式相减并整理得

得出增量式控制公式

增量式控制公式,将PID积分形式的算法转化为乘加的形式,便于计算机处理。在本系统软件设计时为了更好地实现闭环控制,即采用了增量式PID控制方案[10]。
变频执行机构采用变频器+小车走行(起升)电机+格雷母线(旋转编码器),构成位置闭环控制。由于小车走行(起升)机构对位置精度的要求比较高,所以,采用在小车走行和起升运动中通过格雷母线和高速旋转编码器反馈的位置参数,及时控制小车走行和起升电机加减速微调,通过单台龙门吊车的绝对位置控制,最终实现所有龙门吊车的同步运动、同步起落。
3 结论
该系统采用格雷母线进行检测和通信,实现长钢轨群吊集控系统,能很好地改善之前吊装过程中遇到的不同步等问题,具有很高的实用价值。该系统具有以下技术特点。
(1)位移信号采用非接触式格雷母线位移检测方式,分辨率可以达到5mm,系统运行可靠,维护量小。
(2)通过格雷母线的通信方式,改变了之前的工业以太网的组网方式,减少了连接电缆,提高了可靠性。
(3)友好的人机界面,可以方便地控制吊车的运行。
(4)降低了工人的工作强度,提高了生产效率。
[1] 谢让皋.新型的长钢轨吊运装置[J].北方交通大学学报,1990 (2):98 -104.
[2] 席平.AFC-JCT10G吊车长钢轨同步移动集控系统改造方案探讨[J].建筑机械技术与管理,2010(10):110 -114.
[3] 汪林永.G120变频器在群吊集控系统中的应用[J].郑铁科技通讯,2010(2):14 -16.
[4] 汪林永.模糊PID控制技术在群吊集控系统中的应用[J].郑铁科技通讯,2010(3):16 -22.
[5] 管襄华.格雷母线位移检测技术在烧结机成品卸料车上的应用[J].高科技与产业化,2010(2):84 -86.
[6] 杨孟江.格雷母线在推车机、拨车机位置检测中的应用[J].港口装卸,2008(5):16 -17.
[7] 王正国.格雷母线定位技术在内河集装箱码头堆场中的应用[J].交通科技,2008(4):107 -109.
[8] 张潘.百米定尺轨焊轨基地工艺设计[J].铁道标准设计,2009 (9):17 -20.
[9] 李书巳.基于PID的电动闭环控制[J].数字技术与应用,2010 (3):19.
[10]李玉春.电动调节阀增量式PID控制算法的修正[J].顺德职业技术学院学报,2011(2):1 -3.
Application of Gray Bus for Centralized Control System of Multiple Cranes in Long Rail Hoisting
DAI Ming-hong1, JIANG Xing-meng1, AN Wen-xiu2
( 1. Zhengzhou Railway Vocational and Technical College, Zhengzhou 450052, China; 2. Zhengzhou Design Institute, China Railway Engineering Consulting Group Co. , Ltd. , Zhengzhou 450000, China)
Cooperation of multiple gantry cranes is a stronger requirement when hoisting a long rail of 500 m.In order to improve the efficiency of long rail hoisting at the rail-welding plant,prevent long rail from distorting in the process of hoisting and reduce the labor intensity,the communication positioning technology with gray bus and the centralized control system of PLC communication network were utilized, which can eliminate the hoisting error caused by asynchrony among the multiple cranes and can ensure the accurate positioning and synchronous hoisting of long rail.So this paper provides a good method of centralized control for long rail hoisting by multiple cranes at the rail-welding plant.
gray bus;PLC;long rail;centralized control system of multiple cranes
U215.5
A
1004 -2954(2012)11 -0028 -03
2012 -04 -18
河南省教育厅自然科学研究计划项目(2010C110004)
戴明宏 (1960—),男,副教授,E-mail:daiminghong@ yahoo.cn。
