宝钢2030备机电枢线圈端部焊接工艺的确定
2012-05-03戴晓芬
戴晓芬
(上海电气集团上海电机厂有限公司,上海 200240)
0 引言
宝钢2030冷轧用直流电动机是上海电机厂有限公司于20世纪80年代与西门子公司合作生产的产品。原合作生产时电枢线圈端部焊接采用了电阻钎焊工艺。二十几年过去了,原有的设备和工装已经报废。如何利用现有设备完成备机电枢线圈端部焊接制造,成了一个问题。
1 试验准备
备机的设计、制造应尽量按西门子原电动机的设计结构、制造精度要求进行。按使用特性,电枢线圈端部焊接以考核导电性为主,同时兼顾不烧损线圈的绝缘材料。因此,必须保证在短时间内获得钎接率较高的焊接接头。此次,备机的电枢线圈采用的是3 mm×15 mm软铜扁线,均压线采用的是1.6 mm×5.6 mm铜线,钎料仍采用L204。根据原电动机的生产工艺,优先考虑采用电阻钎焊。
电阻钎焊是利用电流通过钎焊接头产生热量熔化钎料所进行的钎焊。升温极快,但较难适应结构形状复杂的接头。大型分厂现有1台QN-100固定式电阻焊机,根据备机的电枢线圈结构、尺寸,定制了电阻焊钳。经过试验,效果不佳。
我公司在相似结构电枢线圈端部的生产制造中常采用火焰钎焊工艺。火焰钎焊加热温度范围十分宽阔,但缺乏稳定性,对操作者的技能要求较高,极易造成线圈绝缘的烧损。为保证样机的制造质量,考虑利用大型分厂的MINAC中频感应钎焊机进行钎焊。中频钎焊是利用中频感应电流加热所进行的钎焊。通过感应线圈将工频电能输给工件,在工件中感应产生的涡流发热熔化钎料并使之铺展,从而完成焊接。感应钎焊具有能量传输集中,升温极快等优点,但感应线圈的设计和工件间能量传输的匹配是感应钎焊的最大难点。为此,请专业公司为大型分厂的中频焊机定制了适合备机电枢线圈端部焊接的感应线圈(见图1)。

图1 定制的感应线圈
2 工艺试验
2.1 电阻钎焊
将电阻焊钳安装于大型分厂现有的电阻焊机上,利用现有的2.24 mm×14 mm铜扁线余料,进行了试样焊接(焊钳形状及焊接形式见图2),电阻焊钳通电后,铜扁线钎接面的钎料未融化,而与焊钳接触的铜扁线已经发红、融化,采用此种工艺无法获得满意的钎接接头。

2.2 中频钎焊
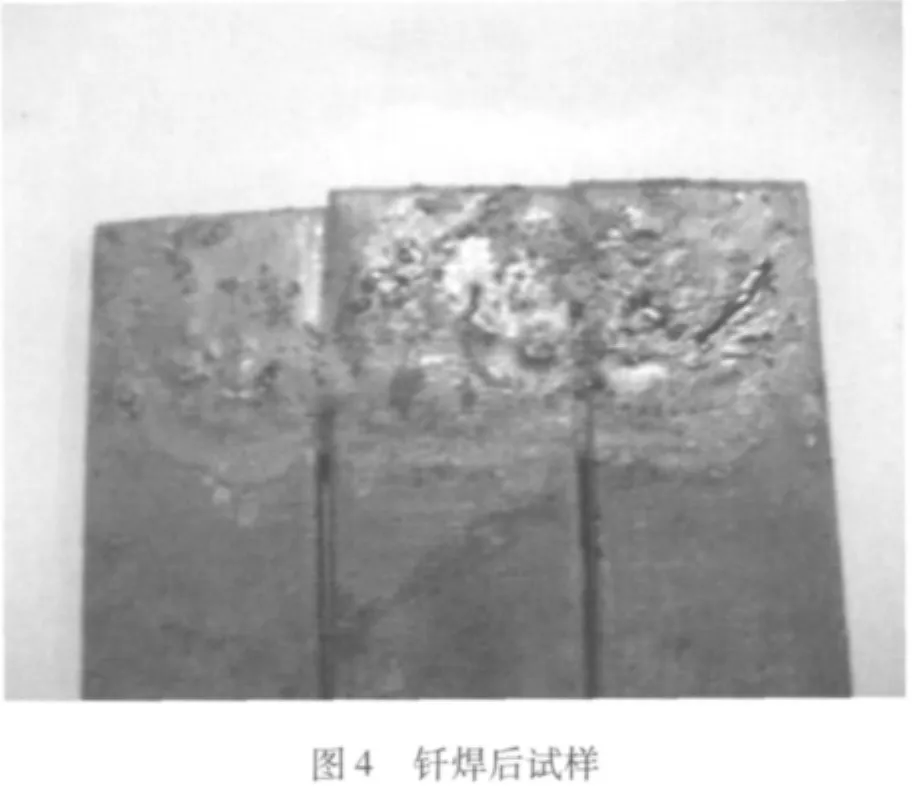
将感应线圈连接到大型分厂的中频焊机上,同样利用现有的2.24 mm×14 mm铜扁线余料,进行了焊接试验(见图3)。当焊机通电后,铜扁线端部迅速发红,铜扁线间的银焊片全部融化,且铜扁线之间的钎焊缝较为饱满(见图4)。
然后将铜扁线用力来回弯曲至断开,断面在铜扁线上(见图5)。


3 工艺确定
根据试验结果,确定中频钎焊工艺为备机电枢线圈端部的焊接工艺。
在备机电枢线圈端部钎接制造时,钎接面之间预放置银焊片,当感应线圈通电后,在银焊片熔化的同时添加L204银焊条,获得了饱满的钎接接头(见图6),且线圈的绝缘部分几乎未受影响,并顺利通过了后期电枢片间电压的检测。
4 结语
通过工艺分析及三种钎焊工艺的试验对比,确定了采用中频钎焊进行宝钢2030备机电枢线圈端部焊接制造,质量良好。
图6 电枢线圈端部钎接实物
