汉魂唐魄:细说环首刀(上)
2012-04-29秦延景
秦延景

追溯——环首刀的起源
环首刀起源于战国时期,以史为证。1965年河北易县燕下都44号战国墓中除了出土大量剑、戟、铁甲、铁盔等文物之外,还出土了一件残缺的环首刀。该刀残长30.3cm,柄长12cm,刀厚1cm。整刀由铁材制成,刀身、刀柄及刀环为一体锻造,刀柄较刀身窄,刀身断面呈等腰三角形,刀柄断面呈长方形。1982年,湖北出土一件战国晚期的环首刀,该刀全长77cm,刃长62cm,刀身、刀柄及刀环也是一体锻造,刀身略向刀刃方向弯曲。该刀刀身断面呈等腰三角形,刀柄及刀环断面均呈长方形。
由以上两例可见,环首刀在战国晚期已经发展成一种实用兵器,只是尚不如剑流行。而扫平六合、一匡天下的秦朝灭亡后,取而代之的西汉王朝逐渐发展成为较稳定而强盛的中央集权制封建国家。这一历史时期,环首刀开始替代剑作为主要的格斗短兵器大规模使用,其极盛时期历经了两汉、三国、两晋、五胡十六国、隋、唐等朝代,为中华民族的文化与疆土劈出了万里波涛,诚为中华民族汉唐两朝之“魂魄”。
魂篇——环首刀的
锻冶工艺与种类
锻冶工艺
冶金环首刀诞生之时,格斗刀剑的材质已经进入钢铁时代。古代中国锻造刀剑从脱离使用陨铁而使用人工冶炼的钢铁之时起,出产的冶铁主要是块炼铁、熟铁、生铁和钢共4种。这些铁都是铁碳合金,主要区别是含碳量的多少,含碳量在0.5%之下并含有其他杂质的是块炼铁和熟铁(杂质少的则是低碳钢);含碳量在0.5%~2.0%之间的是中碳钢和高碳钢;含碳量在2%~5%之间的称为生铁。而锻造优质刀剑所用的必须是熟铁和中、高碳钢。
古代中国的刀剑冶金与世界刀剑冶金的发展之路有所不同,基本上是沿着块炼铁——熟铁——渗碳钢——生铁炒钢——百炼钢——宿铁钢的脉络发展前进的。
最早冶炼块炼铁时,是当时的工匠们用石头和耐火粘土砌成高度1m左右的圆形炉身,炉身下侧插有陶制通风管,起初利用自然风进行通风,后来开始使用皮囊作鼓风器,炼铁时把碎矿石和木炭一层夹一层地从炉顶上加进去,点火后用皮囊鼓风。这种炼铁炉由于炉身小,皮囊也太小,炉温只有1 000℃左右,铁矿石不能变成液态的生铁流出炉外,只能得到海绵似的含有氧化铁和硅酸盐等杂质的熟铁块,故称之为“块炼铁”或“海绵铁”。每次炼铁结束后,将块炼铁取出,在使用木炭的锻铁炉中烧红,经过反复锻打,才能得到较纯的熟铁条。早期的铁剑、刀均是以这种熟铁条为原料制造的。
汉代之前的固体渗碳钢技术是把块炼铁直接放在灼热的木炭中长期加热,进行表面渗碳。但由于渗碳层的厚度有限,所以需要反复折叠锻打,使渗碳层与非渗碳层交替,这样才能形成较为均匀的钢铁结构。例如:燕下都100号残钢剑就是由多片块炼铁经过渗碳后形成的低碳钢片,然后将低碳钢片经过反复折叠锻打而成。钢片由于采用表面渗碳而成,因此表面为高碳层,中间为低碳层,并且在高碳层中有大量夹杂物——这是由于块炼铁中有大量杂质的缘故。
使用块炼铁制造渗碳钢毕竟过于费时费力,在900℃高温下约需6~8个小时,才能渗入2mm左右,且不能保证质量的同一性。到了西汉后期便发明了“炒钢技术”,即将高炉中炼出的优质生铁在空气中加热,使之熔化或半熔化,并不断进行搅拌,增加氧气和铁的接触面积,使铁液中的碳氧化,从而可以获得较为纯净的钢或熟铁。由于炒炼过程需要熟练的技巧与经验,所以大部分得到的还是熟铁,少部分才是钢,不过此种熟铁由于含杂质较块炼铁少,所以折叠锻打后形成的钢质量更好。钢材中碳的含量适宜才能制造刀。在河南发现的一座炒钢炉遗址中就发现有含碳量在1.28%的高碳钢块,但是这种含碳量过高的钢材在淬火后硬度过高,所以并不能直接制造长刀,需要加热后反复锻打脱碳才能制造长刀。西汉早期刘胜墓出土的书刀(古人将在竹木简上刻字或削改的刀称为“书刀”)夹杂物厚度是2.5mm,含碳量分布均匀。据分析,这把书刀使用了炒钢法取得的含碳量较高的钢,经脱碳锻打制成,其刀身在一百倍显微镜下观察为30~32层结构,可能反复锻打折叠了5次左右。
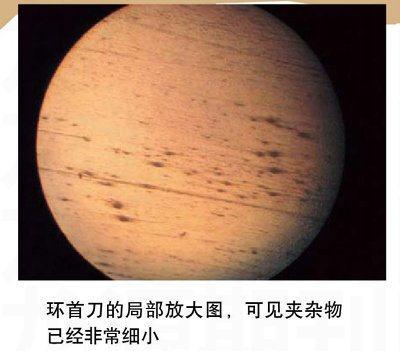
在西汉晚期,“炒钢技术”日趋成熟,到东汉时期出现了“百炼钢技术”,其夹杂物越来越少。山东苍山县出土的“永初六年(公元112年)五月丙午造卅湅(炼)大刀吉羊宜子孙”环首刀经过金相鉴定,含碳量在0.6%~0.7%之间,钢中仅夹杂有细长的硅酸盐,没有大块的以氧化亚铁和含铁较多的硅酸盐共晶夹杂物,并且硅酸盐的尺寸非常小,仅有2.5~5μm。
东汉灭亡后经过三国、五胡十六国时代的发展,刀剑冶金业又出现了新成就,即“灌钢技术”。“灌钢技术”也称为“宿铁”,历史记载最早的“宿铁”造刀者是侍奉过北齐神武皇帝高欢的道士綦母怀文。根据古书记载:“其法烧生铁精,以重柔铤,数宿则成钢”,也就是说把生熟铁交替夹杂,以泥封闭放入炉中加热,利用生铁熔点较低的特性,将生铁液熔渗到熟铁中,然后再加以锻打,即可得到品质精纯的钢材。这种方法可以很好地控制钢中含碳量的多少,可以得到制作刀刃的高碳钢材。
至此,古代中国刀剑冶金技术基本成熟,环首刀所用铁及钢材的来源也确定下来。
在制造钢材的反复锻打过程中,一方面氧化亚铁、硅酸盐等夹杂物被挤出或压扁,另一方面金属晶体排列更有序、更紧密,甚至晶体被拉长,产生纳米级晶体,从而提高了材料的性能。由于金属具有散热特性,基本上锻打几锤就需要加热一次,而原料折叠一次就需要加热5~6次之多,所以十分费时费力。东汉建安年间,曹操造宝刀五口,三年乃成,所费人力、财力可想而知。
淬火环首刀锻造完毕后还需要淬火,以使刀刃钢材产生“马氏体组织”(“马氏体组织”是黑色金属材料中的一种金相组织名称,其由德国冶金学家阿道夫·马滕斯于1890年代发现,故命名为“马氏体组织”),变得坚硬无比。文献中提到的淬火剂不但有水(简单的淬火剂),还有綦母怀文造刀时发明的双介质淬火剂,即刀剑“浴以五牲之溺,焠以五牲之脂”。之所以这样做,是因为动物尿液中含有盐分,用带有盐分的液体作冷却剂,钢的冷却速度比用水作冷却剂快,可以产生大量马氏体组织。当温度降低后迅速改用油脂淬火,因为油脂在低于300℃时具有较弱的冷却能力,可以得到比用水淬火更为坚韧的性能,并且可以减少变形和开裂,这一点对于提高刀剑的成品率非常重要。
早在西汉时期,刀匠们就发明了局部淬火技术,刘胜墓出土的佩剑,刃部硬度达到了HRC67~71。当代一位收藏大师曾经将一把环首刀进行研磨,发现该刀各段硬度不同,中段硬度最高,为HRC58;前段硬度为HRC55,后段硬度为HRC50,基本上符合长刀的最佳硬度规律。1974年山东苍山出土的汉代“卅湅(炼)”环首刀的刃部也经过了局部淬火,居延汉简(中外学者在我国西北居延等地区发现大量汉代简牍,即“居延汉简”,对研究汉史具有极高的史料价值)记载“视白坚未至逢三分所而绝,此天下利善剑也。又视之身中生如黍粟状,利剑也加以善。”所谓“白坚”、“黍粟状”,都是指淬火所产生的马氏体组织。
经过淬火后的刀剑在开锋后到底有多锋利呢?当时的试刀法除了砍甲和试以盛满铁珠的毛竹筒外,还有一种就是将若干根稻草捆成一束,然后用头发丝将这束稻草挂在木杖上,以刀斩之,稻草断而头发丝不断的才算是好刀剑,最高纪录是断了15根一束的稻草。
研磨锻造刀剑还需要进行精细的研磨,在研磨后会产生无数种彼此各不相同的花纹。居延汉简《相宝剑刀》残简记载,刀剑的锻纹有“县薄文者,保双蛇文,带羽圭中文者(好),斗鸡征蛇文者(坏)”。中国通史记载,曹丕造刀有“文似灵龟,理似坚冰,状如龙纹”之说。
复合锻造在“百炼钢”刀剑出现后,中国钢铁刀剑的制造出现了复合锻造工艺,即“夹钢”锻造工艺,也称为“嵌钢”或“包钢”工艺。中国目前已知最早的夹钢刀是河南南阳市出土的一把东汉铁刀,在刀身上有一道平行于刃部的锻接线,其刃部由高碳优质炒钢锻接在熟铁刀脊上。綦母怀文造刀也是“以柔铁为刀脊”的,这样的钢铁复合刀剑不仅有坚硬的刃部,还有坚韧的刀背,在格斗中不易折断。
分类
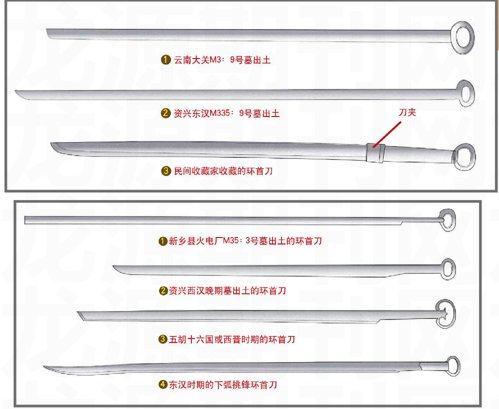
刀茎分类环首刀依据刀茎(即刀柄)的形状及位置进行分类,可分为通茎式、偏茎式、中茎式及宽茎式共4种类型。
通茎式,即刀茎与刀身大致等宽,此种刀在所有发现的环首刀中最为常见。此类环首刀基本上贯穿了整个环首刀的发展史,西汉、东汉两晋时期皆有发现,全国各地均有出土,其呈现的几种形状见本页图。
偏茎式,即刀茎比刀身窄,刀茎偏于刀身轴线上方,故名偏茎式。此类环首刀略少于通茎式环首刀,不过出现的时间较早。最早发现的是燕下都44号战国墓出土的“中国环首刀之祖”。偏茎式环首刀几种形状见本页图。
中茎式,即刀茎比刀身窄,并且刀茎位于刀身轴线上。此类刀出现较晚,其几种形状见下页图。
宽茎式,环首刀刀茎特意加宽,较刀身宽。此类环首刀并不多见,据考证,是从西汉开始流传的,其两种形状见本页图。
长度分类环首刀依据长度可分为长刀、短刀、中等刀。全长超过100cm的为长刀;全长在35~60cm之间的为短刀,全长在60~100cm之间的为中等刀。
由于汉代是第一个大规模使用骑兵的时代,而蒙古马的肩高平均为128.4cm,故汉代环首刀大多为全长在90~100cm之间的中等刀,适合作为骑兵刀使用。如果环首刀全长超过100cm,向下劈砍时容易砍到地面。以后各朝代的骑兵刀也多在100cm之内。超过100cm的环首长刀多为步兵双手持握使用,在南北朝以前出现较多。目前发现最长的环首刀长146cm,是1987年出土的三国时代的环首刀,该环首刀与隋唐壁画上的持刀仪卫所持刀的长度基本一致。
刀身断面形状分类环首刀在发展中主要产生了两种刀身截面形状,即“平造”和“切刃造”。
“平造”刀身断面为一个拉长的等腰三角形,底边为刀背,两条腰为刀面,顶点为刀刃。这种刀加工比较简单。在“平造”环首刀上还出现了一些变形,如将刀面做成凹面形,质量更轻。
“切刃造”刀身断面为等腰三角形的与长方形的组合,等腰三角形与长方形的接合处称为“镐”(“镐”的起伏大小是指刀面过渡到刀刃处收折角的大小)。从刀面角度看,“镐”在刀刃上方形成的一条与刀刃平行的“线”,称为“镐线”。“切刃造”与“平造”刀身断面相比,“切刃造”很好地解决了刀身厚度与宽度之间的矛盾,使刀身在拥有砍击力的同时也拥有坚固性(几种刀身断面形状见本页图)。(待续)
