PLC控制在普通轧辊磨床进给传动中的应用
2012-04-27天水星火机床有限责任公司张建森
天水星火机床有限责任公司 张建森
1.前言
虽然数控型轧辊磨床以其高效率、高精度、高自动化的优势,已经在冶金、造纸等行业得到了长足的发展,但由于其造价成本偏高,不可能短时期得到大范围的使用。根据冶金、造纸等行业的发展现状,普通轧辊磨床在我国冶金、造纸等行业中仍占有主导地位。
传统的普通轧辊磨床大多数都采用纯机械结构,各种功能的操作也都是靠人工完成;对于小型的轧辊磨床,这样的传动结构和操作方式,还能实现;而对于一些大、重型的轧辊磨床,这种纯机械的传动结构和全人力的操作方式不但给轧辊磨床的加工、装配带来相当大的难度,而且使轧辊磨床的各种功能操作转换也难以实现;于是,在普通轧辊磨床的设计研发过程中,人们就提出了这样的一个问题,能不能设法给普通轧辊磨中引入电子元器件,利于简单的PLC控制来简化普通轧辊磨床的机械传动结构和人工操作方式。
伺服电动机的引入是一个突破口。现阶段,伺服电动机已发展到了一个特别成熟稳定的时期;各种普通机床中已有采用PLC控制交流伺服电动机,利用伺服电动机的转速扭矩特性,简化原机械传动结构,实现用PLC控制电子控制代替原手工搬手把操作的先例,从而使得机床的机械传动设计简单、生产加工装配难度下降、控制操作也省时省力,同时也降低了操作者的劳动强度,提高了工作效率。
下面以我公司产品M84125普通轧辊磨床进给传动系统中,利用西门子S7-300型PLC[1]、611U伺服控制、OP177B可编程显示终端、电子手轮为例,简述该技术在普通轧辊磨床的应用过程,及其所取得的效果。
2.M84125普通轧辊磨床进给系统的特点和要求
普通轧辊磨床是现代工业生产中不可缺少的一种重要生产设备,主要用于冶金、造纸等行业,磨削轧机上的工作辊和支承辊的辊面和辊径,要求砂轮纵横向移动传动平稳,不能有爬行现象,其运动特征是砂轮纵向在磨削行程范围内作往复的周期直线运动,在换向时横向进行手动进刀,同时,由于砂轮在磨削过程中有脱粒现象,要求在磨削过程中根据砂轮的脱粒情况,实时手动进刀。由于轧辊磨床的工件床身与主床身(砂轮移动用)采用分离结构,这样,就位伺服电动机的引入创造了必要的前提条件。
3.传统的普通轧辊磨床机械手轮进给传动链
如图1所示,传统的普通轧辊磨床机械进刀机构由机械手轮经3级齿轮副和蜗轮蜗杆传动,最后传到丝杠、丝母上带动砂轮横向进刀,从图1的传动原理不难发现该进给机构存在的问题及局限性:
(1)传动路线较长,操作费时费力,工作效率底下;
(2)传动间隙大,进刀不准确,易出现扎刀现象;
(3)当机床的直径规格加大时,进给箱体的规格也要作大,此结构的操作难度也随着加大,仅靠人力恐怕难以完成;
(4)加工制作箱体的难度相对较大、装配过于复杂,生产周期较长。
4.PLC控制伺服电动机驱动的进给传动链
如图2所示,由伺服电动机驱动的进给机构已相当简化,传动精度也提高了,传动结构也不受机床规格的限制;同时生产装配难度也降低。
5.采用伺服电动机的普通轧辊磨床硬件构成及主要部件的作用
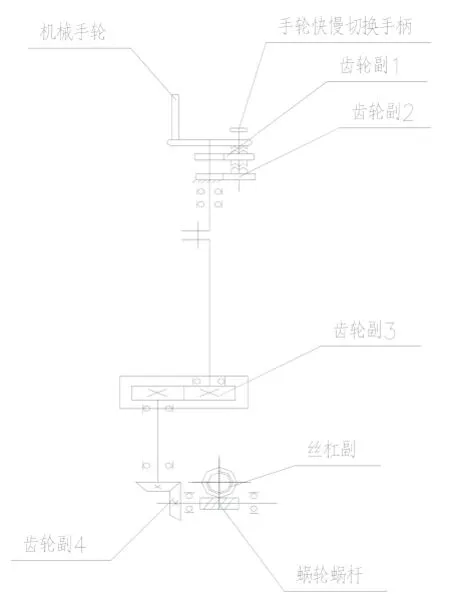
图1 传统的轧辊磨床进给传动原理图
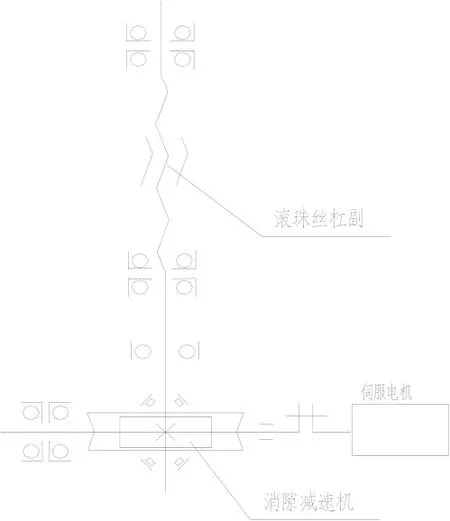
图2 伺服电动机驱动进给传动原理图
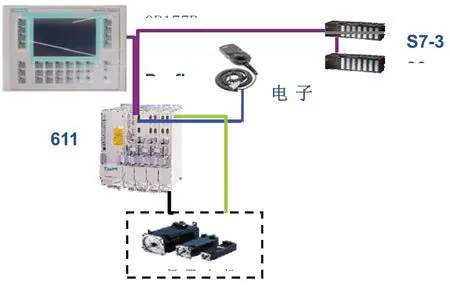
图3 控制结构图
由图1和图2清楚的可以看到采用伺服电动机驱动普通轧辊磨床,简化了机械结构,我们采用了先进的PLC、伺服电机、伺服驱动器等电气控制技术手段实现的,也就是用现代的电子技术取代原始的由机械结构实现的部分功能。我们采用西门子S7-300、OP177B界面[3]、611U伺服驱动、1FT6伺服电机来实现其磨削控制。其控制结构图如图3。
各部分功能:
(1)S7-300:通过编写控制程序,完成与OP177B[3]界面数据的交换、完成对611U伺服驱动的数据交换。
(2)OP177B界面:人机界面,完成磨削工艺参数的输入及状态显示。如磨削的进刀量、磨削速度、行程长度、砂轮修整量、修整速度、修整次数、轴的状态信息等,根据这些参数建立磨削、修整轴运动程序。
(3)611U伺服驱动:伺服控制器完成驱动、监控伺服电机;我们还利用611U[4]的定位功能和可以带电子手轮的功能,实现纵向的周期运动,取代传统结构用行程开关控制换向的周期运动,提高了可靠性,降低了操作者的劳动强度,提高工作效率,由于在611U带上电子手轮,取代了传统的轧辊磨床的机械手轮。
(4)1FT6伺服电机:用611U伺服驱动器驱动,完成横向进刀轴、纵向拖板轴的速度、位置的控制。
(5)采用ProfiBus总线,完成各部件间的数据交换。
6.采用PLC控制的普通轧辊磨床优点
(1)机械结构简单化,如取消机械手轮传动机构;
(2)操作简单、可靠、灵活、稳定,如在OP177B上参数输入、采用软键替代原操作按键;
(3)满足多种工艺磨削的要求,如恒电流磨削等;
(4)提高产品的加工精度及效率,如排除了原机械手轮传动引起的各种间隙;
(5)维护方便、快捷,如故障信息可直接在OP177B上显示到故障源上;
(6)满足市场对高的性能价格比的需求;
(7)遇到紧急情况,按急停按钮,可使砂轮快速离开工件表面,在可编程终端显示器OP上显示各种故障信息。
7.结语
本文介绍的普通轧辊磨床的控制,在我公司机床上推广使用,其操作控制性能稳定可靠,简化机械结构,提升了机床技术含量,使得操作更加宜人化,降低了操作者的劳动强度,提高了工作效率,属于新技术的引用和推广,经国内外数家用户使用,反映使用效果良好。
[1]张建生,赵燕伟,郭建江,等.数控系统应用及开发[M].北京:科学出版社,2006.
[2]SINUMERIK Step7软件用户手册.
[3]SINUMERIK Wincc flexible2008软件用户手册.
[4]SINUMERIK 611U功能描述.
