单机架可逆轧机轧制线调整系统的自动控制
2012-04-27蒋晓亮肖海健张国栋
蒋晓亮,肖海健,张国栋
(中冶连铸技术工程股份有限公司,湖北 武汉 430000)
单机架可逆轧机轧制线调整系统的自动控制
蒋晓亮1,肖海健2,张国栋3
(中冶连铸技术工程股份有限公司,湖北 武汉 430000)
深圳华美板材厂单架冷轧机轧制线调整系统采用了阶梯板和斜楔技术。通过应用轧制线标高调整系统的自动控制原理,建立一种轧制线标高调整系统的数学模型实现自动控制功能。使用该系统后,节省了电动压下电机及控制装置,缩短了换辊时间,改善了带钢板形,提高了轧制精度。
冷轧;轧制线标高调整;自动控制
冷轧机的AGC系统无论是液压压上还是压下,为了保证厚度控制精度,要求在轧制过程中不进行调节的轧辊辊系始终保持在固定的轧制线高度上。轧制线标高的调整方式主要有下述几种:压下螺丝、电动梯形板和斜楔、液压梯形板和斜楔。压下螺丝和电动梯形板和斜楔同属于采用电机控制,由电机驱动的被控对象一般都要经过齿轮减速传动,因而都不可避免的有齿隙,使电机的转角不能总是精确的与被控对象的实际位置相对应。液压梯形板和斜楔较电动方式节省了电动压下电机及控制系统,缩短了换辊时间,改善了带钢板形,提高了轧制精度,降低了生产成本。实践证明,该系统运行稳定,故障率很低。
1 机械及液压系统组成
就液压压上缸而言,阶梯板加斜楔综合型安装在轧机牌坊窗口的顶部,上支撑辊轴承座的上面。通过斜楔和阶梯板综合调节,精确定位轧制线的标高,保证换辊后,新旧辊系轧制线的高度保持不变。
1)安装位置。该装置在支撑辊的两个轴承座上面,安装在牌坊窗口的顶部。
2)技术参数。斜楔调整高度:32.5mm;阶梯块:30mm/每个阶梯,共4个阶梯;阶梯块调整高度:90mm;斜楔和阶梯块总调整高度:122.5 mm;楔块液压缸(带位置传感器):○/160/○/110×650mm(ST);阶梯块液压缸(带位置传感器):○/100/○/70×665mm(ST)。
阶梯块液压缸动作由1个三位四通电磁阀控制,斜楔块阶梯块液压缸动作由1个三位四通阀控制,液压系统图见图1。
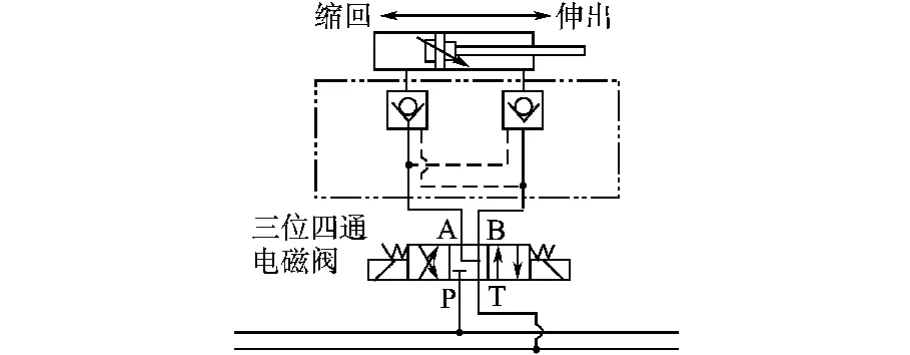
图1 液压系统图Fig.1 Overview of hydraulic
2 轧制线调整数学模型
阶梯板用于粗调高度,分别有4个固定阶梯面,高度分别为85mm,115mm,145mm,175 mm,斜楔用于精调高度。由于设备制造及安装的保证,当液压缸完全缩回时,阶梯板、斜楔大头离调整的中心位置距离为一定值。换辊时当轧辊从牌坊抽出后且阶梯板及斜楔均在退出位(传动侧后限位),由操作员在HMI上输入支撑辊、中间辊、工作辊辊径,模型自动计算轧制线标高与上辊系辊径和之差。根据差值大小调整阶梯块位置,同时调整斜楔块位置使之于辊系辊径和与轧制线标高相符。阶梯块及斜楔原理图见图2。
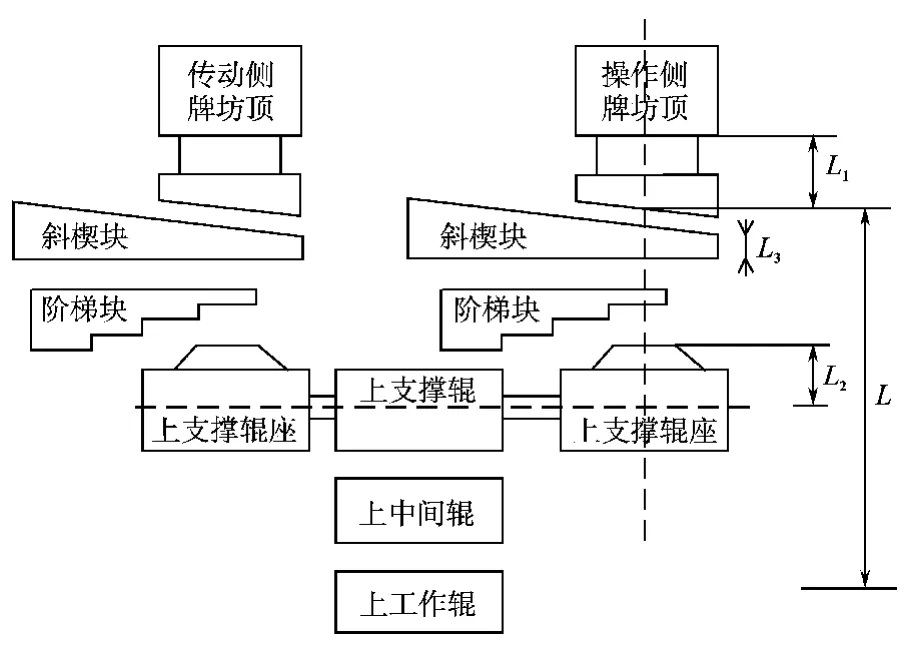
图2 原理图Fig.2 Schematic diagram
图2中,L为轧制线高度,L1,L2为机械固定尺寸,L3为斜楔调整高度为32.5mm,斜楔角度正切值为0.05,L为一定值,根据不同的辊径对阶梯块和斜楔块进行调整使之恒定。
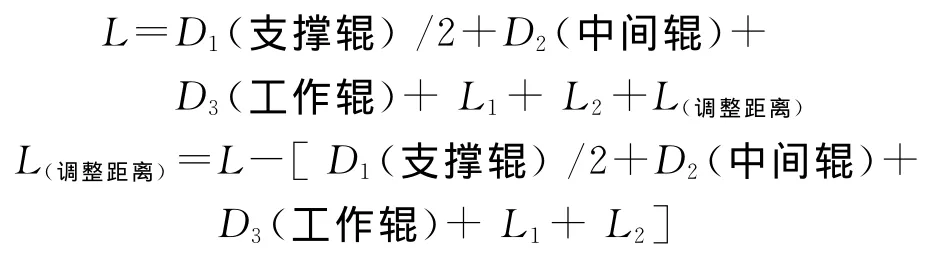
通过上述公式求得L(调整距离),以该值为目标值计算阶梯板和斜楔的工作位置。
2.1 阶梯板的调整
通过三位四通电磁阀控制阶梯板的移动方向,本系统中,电磁铁A得电阶梯板向小头方向移动,电磁铁B得电阶梯板向大头方向移动。以操作侧阶梯板建立二维坐标系。首先设第1级阶梯接触面中心点坐标为(X,Y),将阶梯板退到最后,此处第1阶梯与Y轴确定坐标的零点。由于存在间隙,第1阶梯接触面中心与上支撑辊轴承座接触面中心距离L3为固定值,以后每阶梯面中心距为一固定值155mm,其高度每级阶梯相差均为30mm。阶梯块坐标图见图3。

图3 阶梯块坐标图Fig.3 Step coordinate diagram
可知阶梯板高度H1的f1(x1)的数学模型为

将每级阶梯板中心位置作为每级阶梯板的目标位置,通过L(调整距离)确定x1,使用向下取整符号INT-()来表示,则上式可表达为

2.2 斜楔的调整
通过三位四通电磁阀控制斜楔的运动,电磁铁A得电阶梯板向小头方向移动,电磁铁B得电阶梯板向大头方向移动。以操作侧斜楔建立二维坐标系。根据机械制造保证要求,每次斜楔液压油缸缩回到位均为一固定点,此时斜楔的厚度是固定值H,确定坐标的零点。斜楔的接触点坐标为(X,Y)。斜楔坐标图见图4。

图4 斜楔坐标图Fig.4 Wedge coordinate diagram
由于斜楔用于精调高度H2的值应为

其调节量的关系为移行与高度比为20∶1,可知斜楔高度H2的f2(x)的数学模型为

3 电气控制系统及精度计算
轧制线调整电气控制系统由西门子S7-400及ET200M系统组成。逻辑运算由S7-400系列CPU412-2DP完成,信号采集及命令输出由ET200M系列输入、输出模块及PROFIBUS总线完成。程序最大循环周期为200ms,辊径等数据来自上级计算机HMI,采用PROFIBUS总线采集I/O的状态数据及发出对电磁阀的控制命令,移行距离由线性位移传感器测得。阶梯板线性位移传感器长度为1 100mm,精度为0.01 mm,斜楔线性位移传感器长度为1 100mm,精度为0.01mm。程序控制流程图见图5。
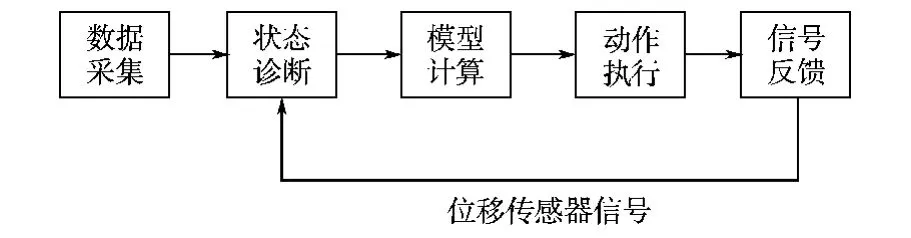
图5 流程图Fig.5 Flow diagram
轧制线标高调整的精度误差受以下几个因素影响:三位四通电磁阀开关的动作时间均为30 ms;根据液压站的系统流量、系统压力、阶梯板油缸杆侧面积及腔侧面积、斜楔缸杆侧面积及腔侧面积,结合现场实际情况计算并测得阶梯板运行速度为50mm/s,斜楔运行速度为20mm/s;控制系统扫描及计算时间约为20ms;阶梯板线性位移传感器精度0.01mm,斜楔线性位移传感器精度为0.01mm。根据上述条件计算调整误差可知ΔL(调整距离)为

为了提高轧制线标高定位精度程序采用步进脉冲式控制,使用电脉冲信号控制电磁阀的动作转变为斜楔的位移。在非超载的情况下,斜楔移动的速度取决于液压油的流速,而流速与阀门的开度有直接的关系即阀门Cv值,其定义是:当调节阀全开,阀两端的压差ΔP为100kPa,流体重度为1N/cm3(即常温水)时,每小时流经调节阀的流量数,以m3/h或t/h计。可见虽然采用切断阀,但在阀门动作的30ms内通过阀门的介质流速是不一样的,初期流速增加斜率较阀门中期慢。
本项目采用的CPU是西门子CPU412-2DP,其时间中断功能最小可达10ms,通过时间中断方式运行程序使程序运行时间可控,能大大提高轧制线标高定位精度。CPU检测到中断源的中断请求时,操作系统在执行完当前程序的当前指令(即断点处)后,立即响应中断。CPU暂停正在执行的程序,调用中断源对应的中断程序。执行完中断程序后,返回被中断程序的断点处继续执行原来的程序。
根据上述条件轧制线标高通过2个阶段完成。在距离目标点距离大于0.05mm时,通过调用程序块OB1(顺序执行)控制阀门完全开启。距离目标点距离小于等于0.05mm,调用程序块OB38(10ms中断)发出5ms的1个电脉冲信号驱动电磁阀,根据阀门Cv值和开度的曲线及阀门动作时间计算得在该脉冲下实测油缸移动距离约为0.002mm,则轧制线标高变化为0.02mm÷20=0.001mm,经过若干个脉冲后一旦实际值与目标值之差大于等于0则定位完成。通过上述方法进行轧制线标高调整定位,经过多次检验定位精度达到约+0.001mm,完全满足现场生产需要。
4 结论
深圳华美板材厂单架冷轧及轧制线调整系统中阶梯板和斜楔自动控制技术的应用为缩短换辊时间提供了保障,同时调节精度满足了轧制要求。通过自动化控制技术,使调整过程变得更为简单、快速、精确。该项目调试完毕1a多来运行一直比较稳定。实践证明,楔形的有关技术参数的理论计算与调试结束后的实测数据十分接近,减少了检修时间,提高了生产效率。
[1] 徐乐江.板带冷轧机板形控制与机型选择[M].北京:冶金工业出版社,2007.
[2] 赵家骏.冷轧带钢生产问答[M].北京:冶金工业出版社,2004.
[3] 诸静.模糊控制原理与应用[M].北京:机械工业出版社,1995.
[4] 人力资源和社会保障部教材办公室.冷轧板带钢生产工艺[M].北京:中国劳动社会保障出版社,2010.
[5] 郑申白,史东日,马劲红.轧制过程自动化技术[M].北京:化学工业出版社,2009.
修改稿日期:2012-02-16
Automatic Control of Adjustment System on Rolling Line of Single Stand Cold Rolling Mill
JIANG Xiao-liang1,XIAO Hai-jian2,ZHANG Guo-dong3
(CCTECENGINEERINGCo.,Ltd.,Wuhan430000,Hubei,China)
Huamei cold roll mill adopts trapezoid plate and wedge roll technology control of adjustment system on rolling line of cold rolling mill.By applying the principle of positioning of rolling line automatic control system build a positioning of rolling line mathematical model.Therefore,electric screwdown machine and control device are saved,roll change time is shortened.Plate shape of strip steel is improved and rolling precision is increased.
cold mill;positioning of rolling line;automatic control
TP273
A
蒋晓亮(1981-),男,工程师,Email:happyjxl@sina.com
2011-07-14
