单向走丝电火花线切割机床微细丝运丝张力系统的研究
2012-04-13许庆平陆晓淳
许庆平,朱 宁,陆晓淳,周 明,李 丹
(苏州电加工机床研究所有限公司,江苏苏州215011)
随着微小零件和模具的发展,人们对微细加工的要求不断提高,单向细丝电火花线切割加工因其具有切缝窄、精度高、工件表面粗糙度值低、无切削力、不受材料硬度限制等优点,正被越来越多的用户选用。通常,当电火花单向走丝加工采用的电极丝直径小于0.07 mm时,可被认为是细丝切割。目前,国外已有采用直径0.02 mm电极丝的单向走丝电火花线切割机床。
采用微细丝进行微精加工时,放电能量非常微弱,加工间隙很小,运丝速度和张力的细微变化都会引起丝位移或振动,导致加工表面的品质恶化,甚至会造成明显的条纹。微细电极丝所能承受的张力有限,对运丝系统的性能要求远高于常规低速走丝电火花线切割机床。随着电极丝直径与放电能量的大幅减小,放电过程及其作用机理都发生了本质的变化,加工过程的稳定性和质量对于微细电极丝张力与丝速的变化等变得异常敏感。要实现高性能的精密微细加工,首先就必须研究微细丝单向走丝线切割机床的张力系统。
1 典型单向走丝电火花线切割机床运丝张力系统简析
目前单向走丝电火花线切割机床运丝张力系统主要有以下两种方式:
(1)常规单向走丝电火花线切割运丝系统(图1)。电极丝由速度轮牵引移动,并由速度电机控制速度,电极丝张力由另一个张力轮实现。张力电机可为磁粉制动器,也可为力矩电机等。前者是通过调节阻尼大小来实现的,类似于水平拖动物体移动;后者是通过力矩电机的反向扭矩大小来完成张力调节的,类似于向上提升物体。其优点是:结构简单、成本低,缺点是由于电极丝筒排丝不均匀,进入张力轮之前的电极丝的张力波扰动较大,影响了运丝张力系统的控制精度和稳定性。

图1 常规运丝系统结构图
(2)如图2所示,在图1方案的基础上,在运丝张力系统前增加了一套重锤机构,即系统有二次张力控制,其目的是为了将因电极丝筒排丝不均匀而产生的张力波动隔离掉,进而提高进入加工区的张力稳定性。放丝电机将电极丝从电极丝筒中拉出,旋转速度由重锤的高低摆动位置来确定。当重锤升高时,控制放丝电机转速加快;下降时,控制放丝电机转速减小。由此,当重锤惯量设计得足够小时,第二次的张力变得基本恒定,约为重锤重量的1/2。

图2 二次张力控制运丝系统结构图
上述两个方案的运丝张力系统存在的问题是:
(1)由于张力轮或张力压轮有变形能量的损耗,再加上众多轮系摩擦力矩等因素,其初始张力(也称系统张力,即张力电机设定为零时测出的电极丝运丝张力)要达到2 N左右,且是不可控的。对于直径0.15~0.3 mm的普通电极丝,加工张力一般设定在10 N左右,初始张力在其中只占了1/5左右,其变化量基本可以接受。而对于细丝切割而言,由于放电能量小,放电间隙也很小,单个μm甚至更小振幅的振动都有可能导致放电火花的不连续,产生加工条纹。所以运丝系统张力的波动必须严格控制。另外,因电极丝直径细、抗拉强度低,加工张力一般只能设定≤3 N,几乎和初始张力相当,张力变得无法调节。
(2)张力执行机元件(如磁粉制动器或力矩电机、驱动电路等)受温度、湿度、干扰等自身质量和环境因素的影响,扭矩的输出是非线性的,也是不稳定的。
因而这两种方案不被细丝切割运丝张力系统所选用。
2 微细丝单向走丝电火花线切割机床运丝张力系统研究
2.1 重锤机构张力控制系统
为了克服上述运丝张力系统的缺点,在微细丝单向走丝电火花线切割机床上直接选用重锤机构来实现电极丝的张力控制(图3)。该运丝张力系统的运丝原理较简单,其优点是:运丝系统张力只和重锤的质量有关,是重锤重量的1/2,与系统其他元件无关;系统的初始张力可以做得很小,因而张力稳定性高。
由于电极丝具有一定的弹性模量,故可把该运丝系统简化成如图4所示的力学模型(忽略过渡轮旋转惯量,并将M回转运动近似看成直线运动)。

图3 运丝张力系统结构图
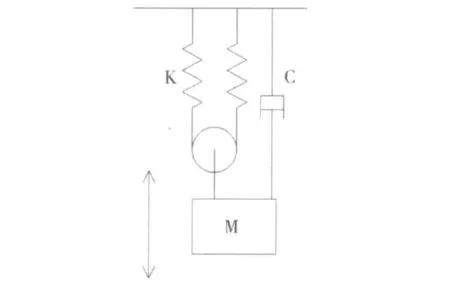
图4 运丝张力系统力学模型
该系统的弹性刚度K为:

式中:D为电极丝直径;E为电极丝弹性模量;L为电极丝在张力区内的长度之和。
该系统的固有频率 ω为:

式中:M为重锤质量。
当张力系统受到瞬态振动力输入时,重锤会发生上下振动,张力稳定性被破坏。该瞬态力可由地基等走丝系统外振动因素传入,也可因自身在初始放电时电极丝受热瞬间伸长而引起。重锤的振动幅度因阻尼系数C的不同,可存在2种状况(图5)。
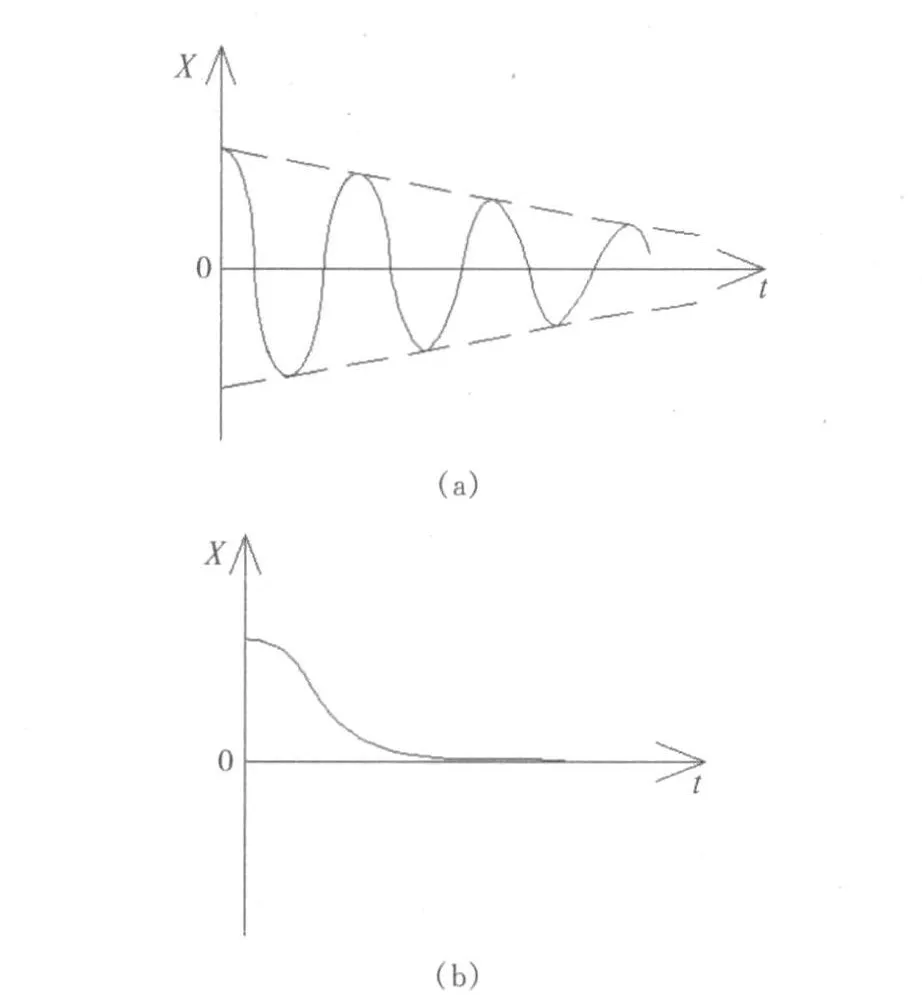
图5 重锤张力系统受扰动时重锤振动的瞬态响应
当张力运丝系统受到轮系跳动精度等周期性的强迫振动,或速度电机和放丝电机之间闭环控制可能发生的振荡,重锤的振动幅度也会因频率比和阻尼比的不同出现多种结果(图6)。
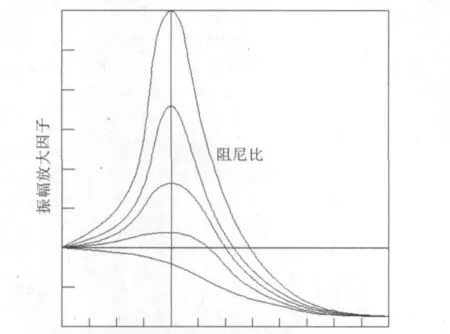
图6 重锤的振动幅度与频率比、阻尼比的关系
上述现象均不利于运丝系统的张力恒定,恶化了放电加工性能甚至会引起断丝。
2.2 重锤机构张力控制系统的优化
从式(2)可看出,减小 M 可提升系统的固有频率,但重锤质量是根据电极丝加工所需的张力来设定的,不能随意减小。经研究得出的解决方法见图7。
(1)在重锤上并联一个较大阻尼C2,吸收系统外振动力等因素引起的重锤振动,提高张力系统的稳定性。
(2)在重锤和电极丝之间加装一个小质量的弹簧K1,使其不但能补偿电极丝瞬间伸长而引起的位移量,同时还能基本保持张力恒定。为了防止该弹簧因本身刚度带来的振动,设计时在其上并联一个较小的阻尼C1,来吸收周期性的强迫振动。

图7 改进的张力系统力学模型
图8是实际研发的微细丝运丝机构图,走丝速度由速度轮后面的AC交流伺服电机闭环控制,由计算机控制无级变速。放丝速度快慢由放丝轮后面的AC交流伺服电机根据角位移传感器位置的变化进行闭环控制,使电极丝的张紧力和运丝速度保持恒定,进而提高加工过程的稳定性,降低断丝概率,并保持切缝宽度的一致性。收丝轮由软特性电机驱动,用于缠绕经过加工区放电后的废铜丝。废丝先通过排丝轮,排丝轮在AC电机及凸轮传动下实现往复运动,使丝在收丝轮上较均匀排列。断丝时,断丝保护开关释放,数显屏上显示断丝报警,电源被切断。
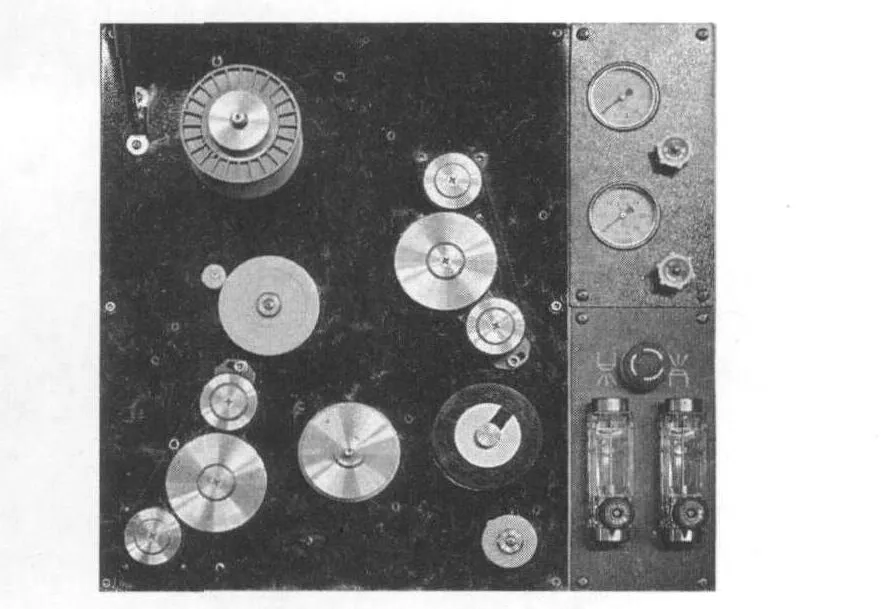
图8 微细丝运丝系统图
3 实际效果
上述重锤机构运丝张力系统方案已用于国家863重大数控专项科技项目“高效、精密电加工技术与装备”细丝切割项目中,且效果良好:
(1)微细齿轮加工(图9a):齿数8,模数0.2 mm,厚度1 mm。
(2)喷丝板 Y孔型加工(图9b):缝宽0.069 mm;厚度0.5 mm。
(3)集成电路框架加工(图9c):厚度5 mm,引脚缝宽0.13 mm,材料W18Cr4V。
(4)螺旋线加工(图9d):缝宽0.07 mm,工件厚度0.5 mm。
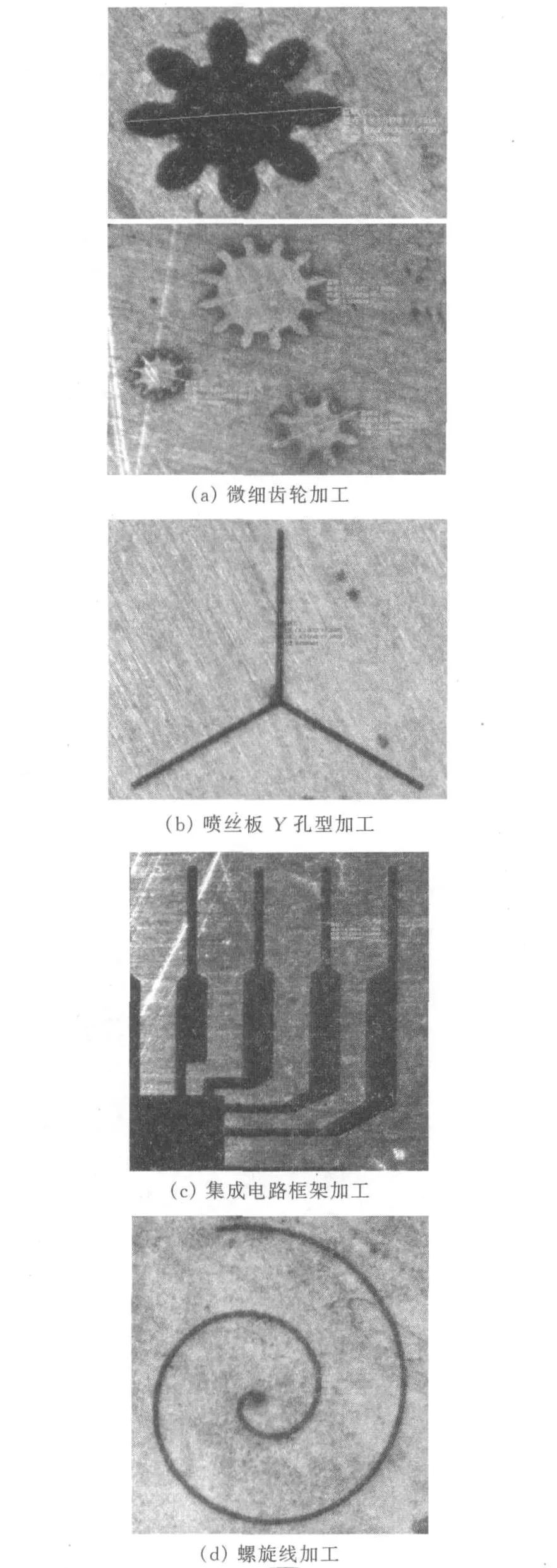
图9 切割实样
4 结语
运丝张力系统是单向走丝电火花线切割机床的重要组成部分,其性能的优劣直接影响机床的加工效率及稳定性,特别是对工件表面加工条纹的深浅起着关键的作用,在细丝切割上表现尤为突出。典型的二次张力控制运丝系统在普通的单向走丝电火花线切割机床上可得到很好的应用,但因其初始张力较大,不适合工作于微张力控制的微细丝单向走丝电火花线切割机床。经结构优化的重锤机构张力控制系统,可较好地满足微细丝单向走丝电火花线切割机床对电极丝张力控制范围的要求。