浅谈铁塔中制弯板材的放样与加工
2012-04-10成爱国
成爱国
(山西省电力公司送变电工程公司,山西 太原 030006)
0 引言
随着电力事业的发展,铁塔放样软件不断升级、设备持续更新。各铁塔生产厂家在普通联板的放样及加工上,虽已基本得到了很好的解决,但由于制弯板材迄今还没有完全成熟的软件来实现微机放样,同时大部分加工设备还不能保证加工的精度,因此,在放样及加工中板材的制弯仍然是有待解决的一大难题,而解决这一问题的关键就是如何对制弯线(点)处的特殊处理。
1 目前制弯板材普遍采用的加工方法
在输电线路设计中,制弯板材普遍使用在主材变坡处、塔身本体与横担连接处、塔腿V面处以及猫头塔头部拐点处等坡度发生变化的铁塔部位的联接处。制弯有两种形式:正曲(外曲) 和反曲(内曲)。制弯的加工方法分为热制和冷制,即热曲和冷曲。一般厂家为了降低成本都尽可能地采用冷曲。
输电线路铁塔中普通联板(指不需要制弯的联板)的加工通常是直接下料,接下来制孔即可。而制弯板材由于先制孔后制弯,可能会造成孔位的变化,影响铁塔部件的安装,不能满足设计图纸及国家标准的要求,所以目前各铁塔生产厂家在加工制弯板材时普遍采用先制弯后制孔的加工工艺。先制弯后制孔就是将一块板材料下好后,先将板按要求进行制弯,然后用样板(通过放样打印好的比例为1∶1的纸制或塑料薄膜样板)进行号孔,而后再冲孔或者钻孔。采用这种先制弯后制孔的加工工艺虽然满足了安装及设计要求,但是由于制弯后的制孔通常要采用钻孔工艺,这样就使得成本加大,并且生产周期变长,不能保证配套,生产效率低。为了提高生产效率,降低成本,就要考虑采用先制孔后制弯的加工工艺,这样首先就得解决好孔位变化的问题。
2 TMA放样的制板原理及板材制弯加工的基理
2.1 TMA放样软件的选择
当前,在输变电铁塔加工行业中铁塔的放样软件普遍使用铁塔制造助手TMA(Tower-manufacturing Assistant),是由北京信狐天诚软件科技有限公司开发的专门用于设计部门及铁塔制造企业进行绘图和放样的软件。TMA与以往基于DOS设计模式的铁塔绘图放样程序相比,在体系结构、稳定性、可维护性、可扩充性、智能化及自动化计算方面都有质的飞跃,在操作方式、交互方式、用户界面上有明显改善,朝着软件傻瓜化方向迈出了坚实的一步,同时系统功能也更加完善。数控自动生产线与微机终端连接既保证了加工质量,又适应了大批量生产的需求。TMA系统采用面向对象的设计(OOD)和组件(COM)技术,将CAD行业内的线框模型与边界表示模型融为一体,实现了三维实体设计与二维平面出图的一体化,很好地解决了铁塔设计制造过程中的许多问题,使得设计一基铁塔放样的时间由原来的几十天缩短到几天,大大加快了工程进度,并且提高了加工质量,简单易学,界面友好,三维实体显示(包括螺栓) “所见即所得”。其功能主要有:三维实体铁塔仿真,能很好地解决铁塔试组装问题;提供构件编辑器,可单独方便地修改任意类型构件;存档时无须存储DWG文件,使用前可迅速(30 min内) 恢复所有图纸;基于参数化设计,套用同类型铁塔,只需修改少量参数即可实现套改;可实现各种连接方式(包括交于楞线);适用于所有塔型及电压等级;自动化程度高,节约时间,提高效率。
为此,TMA软件被行业内广泛使用,成为输变电铁塔加工行业中最主要的放样软件。
2.2 TMA放样软件的制板原理
在TMA放样软件中,板材在制作时是以相对应的角钢外楞(即外皮)为基准的,也就是说角钢上的孔位严格地说是和板材接触面方向上的孔位相对应的。当板材为普通板(即不制弯的板)时,板材的上下两个平面上的孔位是一致的(相对于其中一个平面)。当板材为制弯板材时,它上下两平面上的孔位是有相对位移的。制弯板材通常有两种形式,一是反曲(内曲),即它与铁塔角钢的接触面为如图2中C面,例如在猫头塔中出现图1中的A点侧面位置;二是正曲(外曲),与铁塔角钢的接触面如图2中D面,例如在猫头塔中出现图1中的B点侧面位置。而使用TMA放样出来的制弯板材样板是按与角钢接触面确定孔位的平板。因此,这样定下的孔位在先制孔后制弯后就可能会使孔位发生位移,不能满足规定要求。

图1 猫头型铁塔头部单线图
总之,在TMA放样中,孔位的确定是基于接触面来进行的。
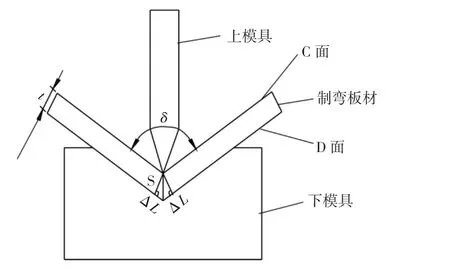
图2 板材制弯加工示意图
2.3 板材制弯的加工基理
板材的制弯(冷曲) 通常采用模具,使其成型。模具分为上模和下模,下模所需角度由制弯板材构件的曲度决定。上模装在曲轴压力机或液压机上,下模则固定在平台上,而将需要制弯的板材置于下模上,通过外加力使板材冷变形,达到设计及安装要求的角度δ,如图2。
3 制弯板材的理论计算
由图2可以看出,在制弯过程中,当上模加力时,C面沿加力点S(线)发生弯曲,在C面上孔位相对于制弯线未发生变化,即制弯后板材上的孔位与在使用TMA放样软件直接放样出来的标准样板上的孔位相对于制弯线是一样的,所以当制弯板材是反曲(内曲)时,先制孔后制弯孔位不发生变化。同时也可以看出,该板的D面,孔位相对于制弯线明显发生了变化,即制弯线两侧分别变化了ΔL。ΔL值可以根据三角函数得出,ΔL=t/[tag(δ/2)]。δ由TMA放样后直接给出,不需另外计算,t为制弯板材厚度。因此,在正曲(外曲)时,由于其与铁塔角钢接触面为D面,而使用TMA放样软件直接放样出来的样板上一侧的孔位(相对于制弯线)比要求长了ΔL,因此,应将原样板(TMA放样软件直接放样出来的样板)上两侧的孔向制弯线方向分别移动ΔL进行修改,然后再采用先制孔后制弯的工艺,才能使制弯后的孔位符合要求。
4 制弯板材的实际应用
通过以上的理论分析可以得出:当制弯板材是反曲(内曲),即如图2中C面为接触面时,可以直接将通过TMA放样得出的板,先制孔后制弯,孔位不发生变化,以下不再举例;当制弯板材是正曲(外曲),即如图2中D面为接触面时,由于先制孔后制弯孔位发生了变化,下面举例说明其放样后的数值修改。
图3为通过TMA放样得出的单件图,从图中可以看出制弯板材为外曲,制弯度数δ=53°,板材厚度t=8 mm,为此,可以得出制弯板材一侧的孔位偏移值 ΔL, ΔL=t/[tag(δ/2)]=8/[tag(53/2)]=16 mm。这样,就可以将通过TMA放样得出的单件图中靠近制弯线两侧的数值75 mm和40 mm,分别调整为59 mm和24 mm,而其余孔位相对位置不变。最后,就得到了如图4根据孔位移动校正后得出的单件图。这样就已经将制弯后影响孔位偏移的因素考虑了进去。因此,现在就可以直接按图4所示的根据孔位移动校正后得出的单件图,按先制孔后制弯孔的加工工艺进行加工,从而使板材在制弯后的孔位与接触面角钢孔位相对应(即使板材在制弯后的孔位与通过TMA放样得出的单件图中孔位相一致),满足了安装和设计的要求。
5 结束语
通过以上对输电线路铁塔两种制弯板材的放样及加工的研究,可基本解决制弯板材的放样及加工问题,为厂家的生产进度以及产品质量提供了有力保障。
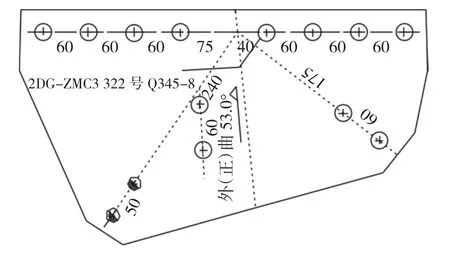
图3 通过TMA放样得出的单件图(mm)
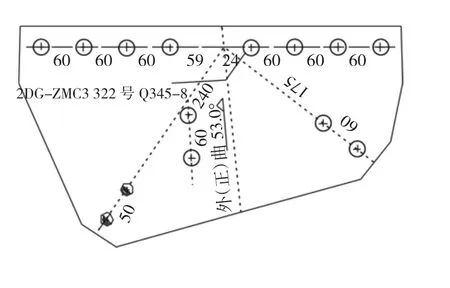
图4 根据孔位移动校正后得出的单件图(mm)
