浅谈TRPTRP辊压机及生料系统
2012-03-29马秀宽张士东石国平
马秀宽,张士东,石国平
浅谈TRPTRP辊压机及生料系统
Discussion on The TRP Roller Press and Raw Material System
马秀宽11,张士东22,石国平11
1 前言
目前在水泥领域应用的生料粉磨系统主要有以下三种形式:球磨机系统、辊磨系统、辊压机终粉磨系统。上世纪80年代中期问世的辊压机,是一种比较理想的节能粉磨设备,可以单独或与球磨机组成多种系统用于各种物料的粉磨,因节能效果显著,得到较快的发展。辊压机生料终粉磨系统全部成品由辊压机产生,取消了球磨机,因此节能幅度更大。
2 生料辊压机终粉磨技术的基本情况
辊压机终粉磨系统比其他粉磨系统节能的主要原因在于辊压机系统中的“选粉-烘干-风扫”用风风量和阻力比其他粉磨系统低,即通风电耗降低,但是辊压机系统中提升物料的斗提电耗较高。辊压机和辊磨本身电耗相当,系统电耗存在2~3kWh/t的差值,折算到熟料为4~5kWh/t,一条5000t/d水泥生产线,每年节约电量约为800万度。假设原料易磨性中等,统一生料细度,可以估算出辊压机系统和其他粉磨系统的电耗情况(见表1)。
2.1 国外公司辊压机生料终粉磨系统
中国的福建三德、江西亚东和四川亚东等厂的原料粉磨均采用德国洪堡公司提供的辊压机终粉磨系统,其典型的流程如图1所示。辊压机布置在楼层上,新物料与出辊压机物料一起喂入V型选粉机,粗料经提升机送入辊压机循环挤压,细料经动态选粉机进一步分选,粗粉回辊压机系统挤压,细粉入成品收集系统。
2.2TRP辊压机生料终粉磨系统
根据生料粉磨的特点和要求,通过详细调研和分析研究,在TRP辊压机及TESu选粉机技术的基础上,开发提出了TRP(R)型辊压机生料终粉磨系统。
如图2所示,静态选粉机与动态选粉机用较短的管道连接,降低了系统阻力,烘干能力显著增强,利用窑尾废气可烘干最大原料水分8%;动态选粉机的改进更加有效地控制了成品粗颗粒的含量R200μm<1.0%,改善了生料的易烧性。
该系统的另一特点是辊压机布置在地面上,出辊压机(见图3)和出V型选粉机(见图4)各设一台提升机,可以降低厂房高度,降低提升机的要求,方便设备检修(见表2)。

表1 不同生料辊磨系统电耗比较,kWh/t

图1 洪堡辊压机生料终粉磨系统流程

图2 TRP辊压机生料终粉磨系统流程
3 TRP辊压机的设计理念
中材装备集团(原TCDRI)对辊压机的研究工作始于上世纪80年代中期,1988年参与引进了洪堡公司的辊压机制造技术,90年代后期着手大规格辊压机的开发设计,目前可以提供各种型号的辊压机装备和各种规模的系统配置(见表3),还可提供水泥行业以外的辊压机装备技术服务,满足不同物料的粉磨需求。
3.1 辊压机的直径
早期的辊压机稳定性较差,主要原因之一是辊径较小,对物料粒度的适应性差,当年引进技术的最大辊压机规格为ϕ1150mm×1000mm。辊径越大,对粗颗粒物料的适应性越强,料饼厚度越大。通过数学推导(见图5),可以得出辊压机处理的最大物料粒径和料饼厚度与辊径之间的关系为:
物料粒径:dmax≈0.06D,实际生产按95%<0.03D控制
料饼厚度:S2≈0.02D
因此,TCDRI从1997年开始组织大直径辊压机的装备开发,确定最小辊径为ϕ1200mm,辊径系列为ϕ 1400mm、ϕ1600mm、ϕ1800mm、ϕ 2000mm、ϕ2200mm、ϕ2400mm。
3.2 辊压机的宽径比
辊压机的宽径比是指压辊的宽度与直径的比值。自辊压机应用以来,宽径比就有两种设计思路,一是以洪堡公司为代表的大宽径比,直径较大的辊压机宽径比有可能超过1.0,如ϕ1700mm×1800mm,Koppen (库本)公司的辊压机宽径比一般<1.0;二是以伯利休斯公司为代表的小宽径比,该值一般<2/3,如ϕ 2000mm×1300mm。同球磨机规格一样,为了满足各种系统能力的配套要求,相同直径的辊压机可能有不同宽度的规格。
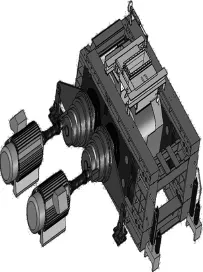
图3 TRP辊压机三维图

图4 生料选粉机三维图

表2 辊压机生料终粉磨系统配置*

表3 TRP系列辊压机*

图5 辊压机工作原理示意图
分析认为,对于一定直径的辊压机来讲,宽径比越大,边缘效应越小,即辊间料层处于压力滑动区未被充分挤压的物料比例越小,挤压效果越好,但是压辊越宽,越容易产生压辊偏斜,对液压系统调节性能的要求就越高;相反,宽径比越小,边缘效应越明显,但是压辊偏斜量较小,运行相对稳定。
另外,小宽径比的辊压机沿宽度方向呈三角形受力,最大压力值是平均压力的2倍左右;而大宽径比的辊压机沿宽度方向呈梯形受力,其最大压力是平均压力的1.5倍左右。后者显然对辊面的均匀磨损更有利。
随着辊压机规模的大型化发展及节能水平最大化的要求,则辊压机的规格能力越大越好。然而辊压机的直径不可能无限加大,直径太大会带来制造、运输、检修等问题,经研究确定最大辊径为ϕ2400mm。为了满足大通过量的要求,同时考虑到液压技术的进步,确定最大宽径比按1.0考虑,同时每种直径的辊压机可以有不同的宽度。
3.3 辊压机的压力
在过去的25年中,辊压机技术在各个方面得到了长足的发展,主要包括传动装置、耐磨处理、液压技术、控制系统和设计参数等。其中,挤压力的设计也经过了从大到小的演变。
定义单位压辊投影面积所受的压力为辊压机的挤压力,单位为kN/ m2。洪堡公司最早的辊压机即第一代辊压机(1992年以前)挤压力设计值为10000kN/m2,第二代辊压机(1992年~1997年)降到9000kN/m2,第三代辊压机(1997年以后)又降到7000kN/m2以下。
TCDRI在试验系统上对多种物料进行了挤压试验,寻求合适的挤压力是试验的目的之一。实践证明,挤压力过高,能量利用率则会下降,而且机械故障增加;适宜的挤压力可以得到最佳的粉碎效果,优化机械设计,配置合理的液压系统。我们进行的半工业试验证明:对于熟料来讲,挤压力为5000~7000kN/m2效率最高;在低循环负荷以新料为主时,压力可以适当高一些;在高循环负荷以循环物料为主时,压力可以低一些。由此可见,挤压力与采用的系统流程有关。生料用辊压机的挤压力也可低一些。总之,挤压力的合理使用是为了保证辊压机更好地运行,从而保证获得更高的系统产量。
3.4 辊压机的线速度
压辊的线速度是决定辊压机的通过量和动力消耗的重要参数之一,在一定范围内与两者均成线性关系(见图6)。
但是辊速过快,一方面可能导致设备振动,引起运行失稳;另一方面,可能导致压辊表面与料层之间的相对滑动,加剧辊面的磨损,而且此时辊压机的通过量与线速度不成比例。
辊速过慢,物料可能来不及被挤压就通过辊间,挤压效果下降。而辊压机的通过量下降,要达到一定的通过量,辊压机的规格就要做得较大。
TRP的辊压机线速度定在1.4~2.2m/s之间。
3.5 辊压机配置
(1)辊子采用优质合金钢经大型水压机(8000~10000t水压机)锻造。炼钢时采用钢包二次精炼(真空脱气),按大型锻件探伤标准JB/ T5000.15-1998Ⅲ级标准探伤(高于国标的Ⅱ级)制造。
(2)主轴承采用四列圆柱滚子轴承配合双向推力轴承的形式,受力合理,易于密封,承载能力远远大于调心滚子轴承。轴承内外圈采用电渣重熔渗碳钢G20CrNi4,性能可靠,使用寿命长。

图6 压辊速度与通过量及电耗的关系

表4 系统参数

表5 主机配置

图7 生料粉磨系统操作画面
4 TRP 生料辊压机运转实例
中国国内某厂3200t/d生料辊压机系统运行情况见表4、表5。
系统经过较短的调试后即达到220t/h的产量,经过操作优化,窑磨联动后,系统可稳定运行在260t/h左右,细度合格,质量稳定,系统电耗为12~14kWh/t。图7是该系统的典型操作画面。
5 结语
水泥生产线的规模越来越大,对设备的规格能力要求越来越高,辊压机的运输、节能效果越来越显著。从机械结构方面分析,辊压机比辊磨简单,其操作压力远高于其他几种料床粉磨设备,系统流程相对复杂。但伴随着企业对节能带来的经济效益的重视,生料辊压机终粉磨将成为生料粉磨系统设计时考虑的重要方案之一。
(3)高度集成的液压系统。
(4)调整灵活的喂料装置。
(5)先进的智能润滑系统。
(6)减速机、电机等高端配置。
[1]柴星腾,石国平.生料辊压机终粉磨系统技术介绍[J].水泥技术,2012,(2).■
TQTQ172172.639639
A:A
10011001--61716171(20122012)0606--00410041--0404
通讯地址:1中国中材装备集团有限公司科力分公司,天津300400;2赞皇金隅集团水泥有限公司,河北石家庄051230;
2012-05-31;编辑:吕光