基于S7-200PLC的M7130磨床电气控制线路改造
2012-02-21余贵
余 贵
(鄂东职业技术学院,湖北 黄冈 438000)
在机械加工企业中,有许多旧式普通机床,这些机床故障率高、可靠性差。为了充分挖掘利用普通机床的潜力,适应企业生产需求,笔者利用PLC的可靠性和稳定性,对由继电器控制的旧式机床电气控制系统的改造,是一种行之有效的技术改造手段。
1 M7130型平面磨床电气控制线路分析
M7130平面磨床电气控制原理图,如图1所示,从图中可以看出,M7130平面磨床由三台电动机拖动,即砂轮电动机M1、冷却泵电动机M2和液压泵电动机M3。其中,M1和M2由接触器KM1控制;M3由接触器KM2控制。M1和M2、M3分别由热继电器KR1和KR2实现过载保护。三台电机共用熔断器FU1实现短路保护。
其工作原理是:当按下按钮SB1时,接触器KM1通电闭合,砂轮电动机M1启动运转。冷却泵电动机M2则是在接触器KM1闭合时,由接插件XP1控制其启停;当按下按钮SB2时,砂轮电动机M1、冷却泵电动机M2停转;当按下按钮SB3时,接触器KM2通电闭合,液压泵电动机M3启动运转;当按下按钮SB4时,液压泵电动机M3停止运转。
电磁吸盘的控制由整流、控制和保护三部分组成。经变压器和整流器输出110V直流电压给电磁吸盘,电磁吸盘的保护电路由电流继电器KA和放电电阻R3组成。R1和C形成过电压吸收回路,用于消除电磁吸盘线圈自感电压的影响。开关SQ2用来控制电磁吸盘的充磁、退磁。
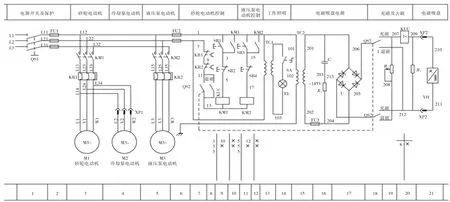
图1 M7130平面磨床电气控制原理图
2 M7130磨床的PLC改造
2.1 PLC的选用
用PLC改造M7130磨床电气控制线路,冷却泵电动机改由另两个按钮SB5、SB6控制,同时接插件XP1改由接触器KM3代替。欠电流继电器作KA、充退磁开关SQ2均作为PLC的输入信号之一。增加一个总停按钮SB7。PLC的输出端主要是控制三台电动机的接触器KM1、KM2、KM3,电磁吸盘由于是直流供电,可保留原电气控制线路。
基于以上设计,M7130磨床PLC改造对PLC输入输出点数的要求为10输入3输出,选用西门子公司 S7-200(CPU224),该 PLC 有 14路输入、10 路输出,输入留有近1/3的余量,输出所留余量超过1/3,完全能满足要求,并具有扩展能力。
2.2 PLC的输入/输出点分配(I/O)
PLC的I/O点分配如表1所示。I0.0分配给电流继电器KA,I0.1至I0.6分别是M1、M3、M3三台电机的启动停止按钮,两个热继电器分配的是I0.7,I1.0分配给退磁转换开关QS2,I1.1分配给总停止按钮。输出方面,控制三台电机的接触器KM1、KM2、KM3分别分配输出点 Q0.0、Q0.1、Q0.2。
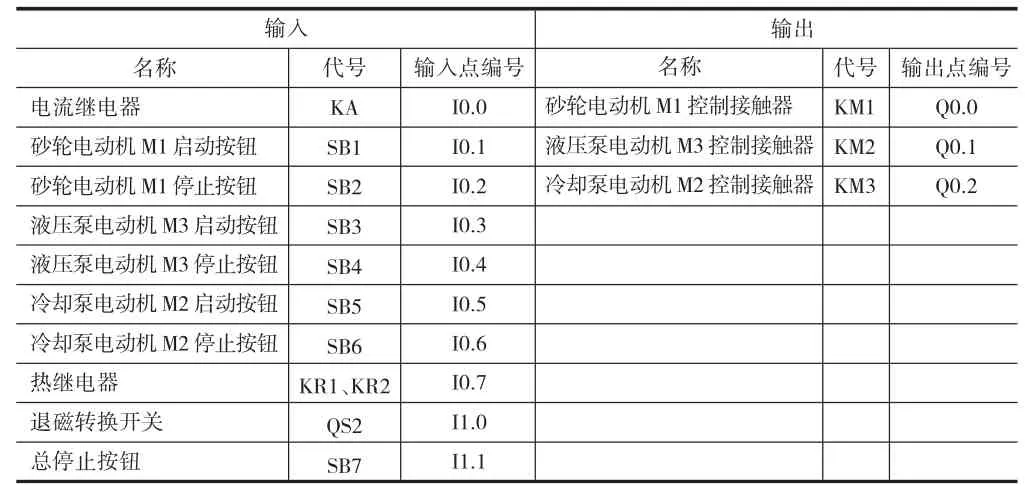
表1 输入输出点分配表
2.3 M7130平面磨床PLC控制接线图
经过PLC改造的M7130磨床电气控制线路I/O接线图如图2所示。要注意的是应把380V接触器线圈电压更换为220 V,照明灯安全电压是24 V。

图2 M7130磨床的PLC外部接线图
2.4 M7130型平面磨床的PLC控制梯形图程序
S7-200PLC改造M7130磨床电气控制线路的PLC梯形图如图3所示。

图3 M7130平面磨床的PLC控制梯形图程序
3 结束语
本文用西门子S7-200小型PLC改造M7130平面磨床电气控制线路,实践证明:改造后电气故障减少了,生产效率明显提高,对同类机床电气电气控制线路的改造有一定参考价值。
[1]余 贵,董菊明.基于嵌入式PLC的绕线电机控制[J].可编程控制器与工厂自动化,2010,(11):47-48.
[2]罗宇航.流行PLC实用程序及设计[M].西安:西安电子科技大学出版社,2006.
