大口径油气输送管道开孔刀具的设计
2012-02-20赵彦刚李艳军杨绵鹏
赵彦刚,李艳军,杨绵鹏
(南京航空航天大学 民航学院,江苏 南京 210016)
在对油气长输管线进行维抢修、改线施工过程中,国内外常用的施工方法是“管线不停输带压开孔封堵工艺”[1~2]。管道开孔刀,是实施开孔的必要设备之一。随着近年来大口径管道建设事业的发展,口径1 000 mm以上的高强度管线里程大幅增长[3~4]。大口径管道的不停输开孔封堵,任务艰巨,设备主要依赖于进口,价格昂贵,采购周期漫长。
国内油气管道维抢修企业,致力于管线开孔封堵设备的国产化。本文将根据金属切削原理及管道开孔特点,设计并试制Φ1016管线开孔刀。
1 开孔刀的总体结构
根据管道不停输带压开孔封堵的工艺要求,需要在管道上开各种规格的圆形孔,分别为旁通孔、封堵孔、平衡孔,其中封堵孔为等内径孔。被切除的料块呈马鞍形曲面。所以设计的管道开孔刀总体结构呈筒状,上端通过连接板与开孔机主轴连接,在下端筒壁上安装多组刀齿并加工容屑槽,如图1所示。
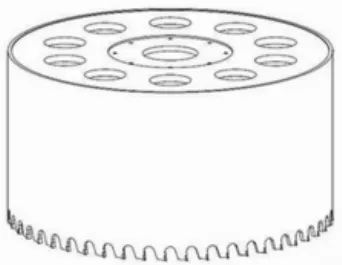
图1 开孔刀总体结构
筒形开孔刀(以下简称筒刀)在开孔机主轴的带动下旋转切削,沿管道径向直线进给。
2 刀具的设计[5~6]
2.1 刀齿材料的选择
刀具的品质和耐用度,与刀具切削部分的材料性能有着密切的联系。所以需要根据被切削材料特性与切削条件,综合权衡刀齿材料的耐磨性、加工性、韧性、赤热硬性及耐磨性等性能,确定刀片材料所需要的最重要性能。被切削材料X70管线钢属于高强度合金钢,切削过程走刀量较小,并且为断续切削,所以刀具材料所需最重要的性能,是坚韧度和良好的赤热硬性,可选软硬度等而韧性较好的含钴高速钢。AISI M48高速钢在赤热性和强韧性方面都比较理想,所以选择M48为刀齿材料。
2.2 刀齿关键角度的选择
刀齿与容屑槽结构如图2所示。
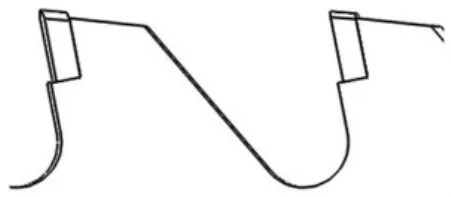
图2 刀齿与容屑槽结构
(1)前角。在选择刀具前角时,首先应保证刀刃锋利,同时也要兼顾刀刃的强度与耐用度。工件材料为X70管线钢,硬度最大为243HB(255HV),工件材料强度高,硬度高,故应采取较小的倾角,确定刀具前角为11°。
(2)后角。后角的选择主要考虑因素是切削厚度和切削条件,工件的强度硬度较高时,为增加切削刃的强度,应选择较小的后角。粗加工或断续切削时,为强化切削刃,应选择较小的后角。根据不同条件下金属切削刀具后角参考值,取刀具后角为4°。
(3)主偏角。此处对管壁的切削类似于拉刀拉削切槽,故主偏角取90°。
2.3 刀齿数量及具体形状
(1)刀齿数量确定。刀齿数目主要影响单齿切削力和整个机构的振动,根据多齿刀具齿数经验公式(1)确定

其中,
d为刀具直径,
K值可使用模糊数学中的模糊综介评判法确定[7]。
求得Z=42,考虑到刀具断续切削时断续切削点的对称性,此处取刀齿数Z=40,每组4个刀齿,共10组刀齿分布在刀体上。
(2)刀齿形式。为分散刀齿所受载荷,同组的相邻刀齿设计成不同形式的刀刃形状,常见刀刃形式有分块式和分层式。此处选择分层式刀刃形式,如图3所示。
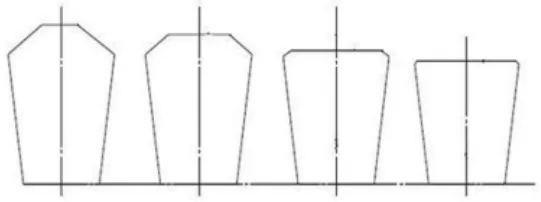
图3 分层式刀刃形式
刀刃宽度及齿高参数见表1。

表1 刀齿参数 (单位:mm)
2.4 刀体尺寸的确定
刀体由筒体与连接板焊接组成,筒体采用钢板卷制,材料均选用Q345C。对于筒体尺寸,主要影响因素包括工作所受载荷、被切削管材的直径;连接板尺寸主要考虑与开孔机的连接需要。确定筒体用厚度为13 mm的钢板卷制焊接而成,外径977 mm,内径951 mm,高度600 mm,连接板厚度25 mm。
2.5 刀齿与刀体的焊接
刀齿与刀体之间的焊接,属于异种钢之间的焊接,选用适于异种金属焊接的钎焊方式。钎料选择适于低碳钢、结构钢焊接的银基钎料。加热方式选用感应加热,利用感应电流作为热源,充分利用局部加热的方式,对焊件进行加热。
实际加工过程中,经过多次试验,总结出一套最佳焊接方案:“三体一膏”(即刀齿、40%的银钎料片、刀片及焊膏)同时在温控90 kW全固态感应加热设备上感应加热到685~750℃,当银钎料片熔化时,把刀片延时2~3 s加游动排出空气校对正齐。焊接的刀片硬度经测试为HRC 56~58,X光拍片合格,在单齿冲击试验中,未出现脱落现象。
3 刀具现场试验
刀具现场试验选用Φ 1016型开孔机,在Φ 1016开孔封堵实验台上进行。试验钢管直径1 016 mm,开始阶段筒刀转速设置为4 r/min,实验过程中将转速逐渐增大,最大转速达到8 r/min,进给量0.3 mm/r,开孔过程持续5 h 27 min。开孔试验如图4所示。

图4 现场试验
4 结束语
试验结果表明,所设计筒刀在切削过程中振动较小,刀具未出现明显磨损,刀齿未出现脱落、崩刃现象。证明通过选取合适的刀齿材料、设计合理的刀具结构参数及加工工艺,可有效提高开孔筒刀的工作性能。后期需要开展疲劳试验,进一步验证开孔刀具的使用寿命。
[1]陈 裕,陈 健,段雪飞,等.油气管道不停输带压封堵实施工艺[J].装备制造,2009,(8):242-243.
[2]周卫军,郭 瑞,张 永,等.不停输带压开孔封堵技术的应用[J].管道技术与设备,2009,(6):35-38.
[3]李鹤林,吉 玲,康田伟,等.西气东输一、二线管道工程的几项重大技术进步[J].天然气工业,2010,30(4):129-130.
[4]Q/SY GJX 0126-2007,西气东输二线管道工程用X70热轧钢板技术条件[S].
[5]陈锡渠.金属切削原理与刀具[M].北京:北京大学出版社,2006.
[6]范忠仁,陈世忠.刀具工程师手册[M].哈尔滨:黑龙江科学技术出版社,2006.
[7]曹国安.多刃刀具设计中的刀齿数的模糊确定法[J].机械设计与制造,1998,(1):25-26.
