选择性激光烧结(SLS)成型设备控制系统设计
2012-02-19党新安杨立军
张 仟, 党新安, 杨立军
(陕西科技大学机电工程学院, 陕西 西安 710021)
0 引 言
计算机技术的飞速发展推动了数控技术的进步,许多数控系统生产厂商利用PC机丰富的软硬件资源开发了开放式体系结构的新一代数控系统.开放式数控系统具有更好的通用性、柔性、适应性、扩展性,并向智能化网络化发展[2].而在众多开放式数控系统中,PC+数控功能板型是目前比较现实而有效的实施开放式数控系统的途径,因此针对选择性激光烧结成型的控制要求,采用PC+数控功能板型开放式控制方法,设计该设备合适的控制系统具有重要的应用价值.
1 控制系统硬件设计
激光烧结快速成型是由CAD造型转变为实体零件的过程,成型过程中计算机控制系统完成CAD几何信息的接受和处理、加工指令的生成与传输、激光烧结成型过程的控制[3]等.在国外已出现的快速成型设备中,美国德州大学采用分布式控制,主机采用多用户能力、标准网络文件传输协议的UNIX操作系统,数据串行传输,仍为单机控制,这种串行化的控制方式有几个明显缺点:
(1)激光烧结快速成型时,在一台计算机上先进行数据信息处理,完成后再进行成型加工.这种方式非常耗时,在CAD的STL文件调入后,往往需要几个小时的处理时间才能开始成型加工.
(2)如果提高效率,必须增加计算机,从而增加了设备投资.
(3)当成型的零件较为复杂时,这种控制方式数据量大,对存储容量有很高的要求.
针对以上问题,根据选择性激光烧结快速成型工艺对计算机控制系统的要求,选择性激光烧结快速成型控制系统采用基于工业PC机的单微处理器通用型控制结构.SLS成型控制系统硬件主要包括激光扫描控制单元、铺粉控制单元、小键盘及限位开关编码电路.激光扫描控制单元根据数控指令控制X,Y向伺服电机执行激光扫描动作,铺粉控制单元控制Z,U,V向步进电机实现铺粉动作,其中Z,U向步进电机实现粉床的供粉动作,V向步进电机实现铺粉滚筒的铺粉动作.计算机根据数控指令控制激光开关,小键盘上的按键及限位开关由编码电路统一编码输入计算机,其硬件结构如图1所示.
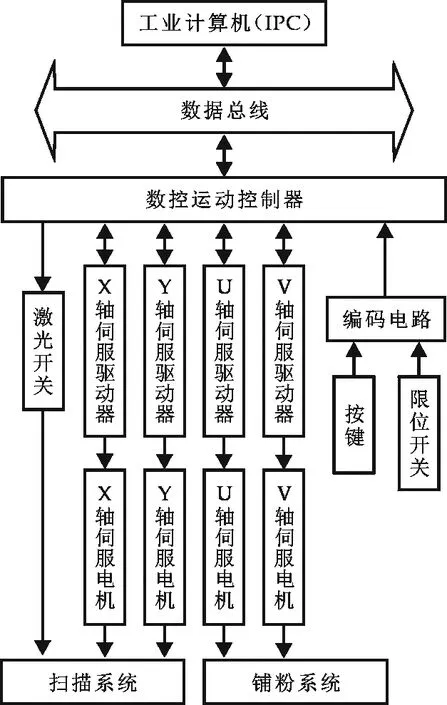
图1 选择性激光烧结(SLS)成型设备控制系统硬件结构图
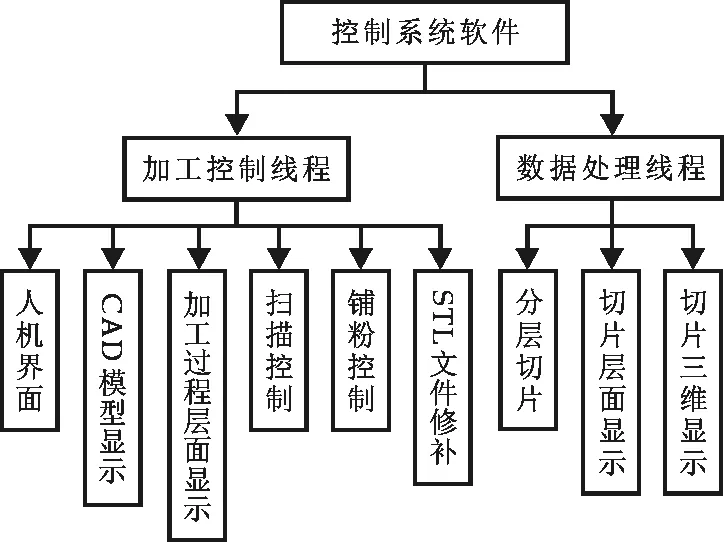
图2 选择性激光烧结(SLS)成型设备控制系统软件结构图
为了方便地实现人机界面的开放化和个性化,采用实时控制由控制卡来承担,IPC非实时处理的方式.这种系统有其独特的优点:可共享计算机的所有资源,并且灵活性好、功能稳定.
2 控制系统软件设计
控制系统软件协调管理整个数控系统,其主要工作有:激光开关控制及人机交互、数据处理与转换、成型装置的运动控制.为提高成型系统的效率,SLS控制系统采用多任务处理机制.将其成型装置的功能模块分为两个线程进行管理,即数据处理线程和加工控制线程.数据处理线程的作用在于接受STL文件,进行三维零件模型的分层切片处理,产生加工数控指令等.加工控制线程的主要功能是激光扫描控制、供粉和铺粉操作、STL文件修补以及人机交互界面的管理[4]等.因为运动控制器本身都提供了运动控制函数库 ,因此本系统通过下位机运动控制器所提供的运动控制函数库,采用Visual C++6.0作为编程工具[5,6],在后台基于Windows操作系统的条件下开发控制系统应用软件,其总体结构如图2所示.
3 主控制界面
PC+数控功能板型开放式控制系统具有友好的人机交互能力和用较强的用户交互界面,操作简便.启动系统控制软件便可进入系统主控制界面.如图3所示,在主控制界面上面有各轴的坐标跟踪显示,显示各轴的实时位置状态.主控制界面中左半部为程序编辑区,该区用于输入三维零件模型分层切片处理时产生的数控代码指令.主控制界面右半部为图形显示区,显示激光扫描当前零件层的界面轨迹.在主控制界面左下方还有错误信息区,显示加工时的错误信息,便于数据的及时修复.当需要查看铺粉状况时,可以从主控制界面中打开料轴控制模块,系统便自动切换进入铺粉状态模块(如图4所示),从而可以实时查看铺粉情况.

图3 系统主控制界面
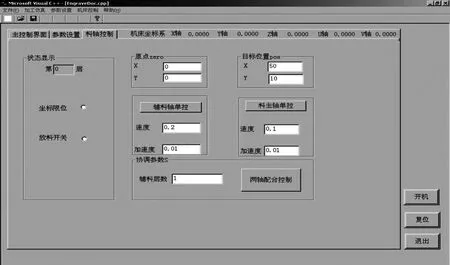
图4 铺粉状态界面
4 结束语
本文以通用工业控制机为基础操作平台,采用PC+数控功能板型开放式控制方法,使控制系统具有友好的人机交互能力和上层应用系统集成能力.通过多次程序调试和运动测试,系统已经达到了相对稳定的状态,为开发新型SLS控制系统奠定了基础,同时基于PC+数控功能板型开放式运动控制系统的二次开发空间比较大.本控制系统以下几点有待于进一步完善:(1)扫描方式不应只限于分区变向扫描,可针对不同成型零件采用适当的扫描方式.(2)充分利用面向对象及Microsoft技术进行软件设计,尽量减少程序编制工作量.
参考文献
[1] 杨晓京,任 伟.开放式数控系统硬件平台的构建[J].机床与液压,2003,(6):67-69.
[2] 王世寰,王永章,付云忠.开放式软CNC发展趋势及其体系结构的研究[J].机床与液压,2004,(2):7-9.
[3] PMAC User Manual等各种使用手册[R].
[4] 廖效果,朱启逑.数字逻辑与数字系统[M].北京:电子工业出版社,1997.
[5] 孔 鹏.Visual C++6.0完全自学手册[M].北京:机械工业出版社,2007:422.
[6] 黄维通.Visual C++面向对象与可视化程序设计[M].北京:清华大学出版社,2006:98-102.
