大型合成氨装置氢氮比先进控制系统的设计
2012-02-07王宾河北沧州大化集团公司河北沧州061000
王宾(河北沧州大化集团公司,河北 沧州 061000)
张洪垠(中国自动化集团有限公司,北京 100013)
目前我国大型合成氨装置基本都应用了DCS,有些厂家由DCS实现了H2/N2比控制,有些厂家还没有,但大多数厂家控制效果和投用效果都不理想,自适应能力和抗干扰能力差,调节品质不良,或只能在工厂负荷70%~90%的范围内可投用,效果一般。
沧州大化针对大型合成氨装置,以DCS为基础,围绕工艺装置的节能挖潜、降低消耗、减少停车、优化控制和操作以及保证长周期安全稳定生产方面,我们开发设计了H2/N2比节能型先进控制系统,同时,实现了安全可靠的联锁报警和优化操作逻辑顺序控制策略;利用DCS的操作、显示、记录报表和数据管理功能,优化和方便了日常的生产监视和操作,提高了生产的管理水平,保证了合成氨装置的长周期安全稳定运行。投运后的H2/N2比控制系统,实践证明具有很强的自适应能力和抗干扰能力,调节品质与控制特性优良,在工厂负荷50%~105%的范围内,均可投用,效果明显,达到了增产、降耗、节能的目的。
1 系统设计概述
我们结合大型合成氨装置的工艺特点和多年的操作经验,开发设计了一套非常实用有效的H2/N2比节能型先进控制方案,如图1所示。
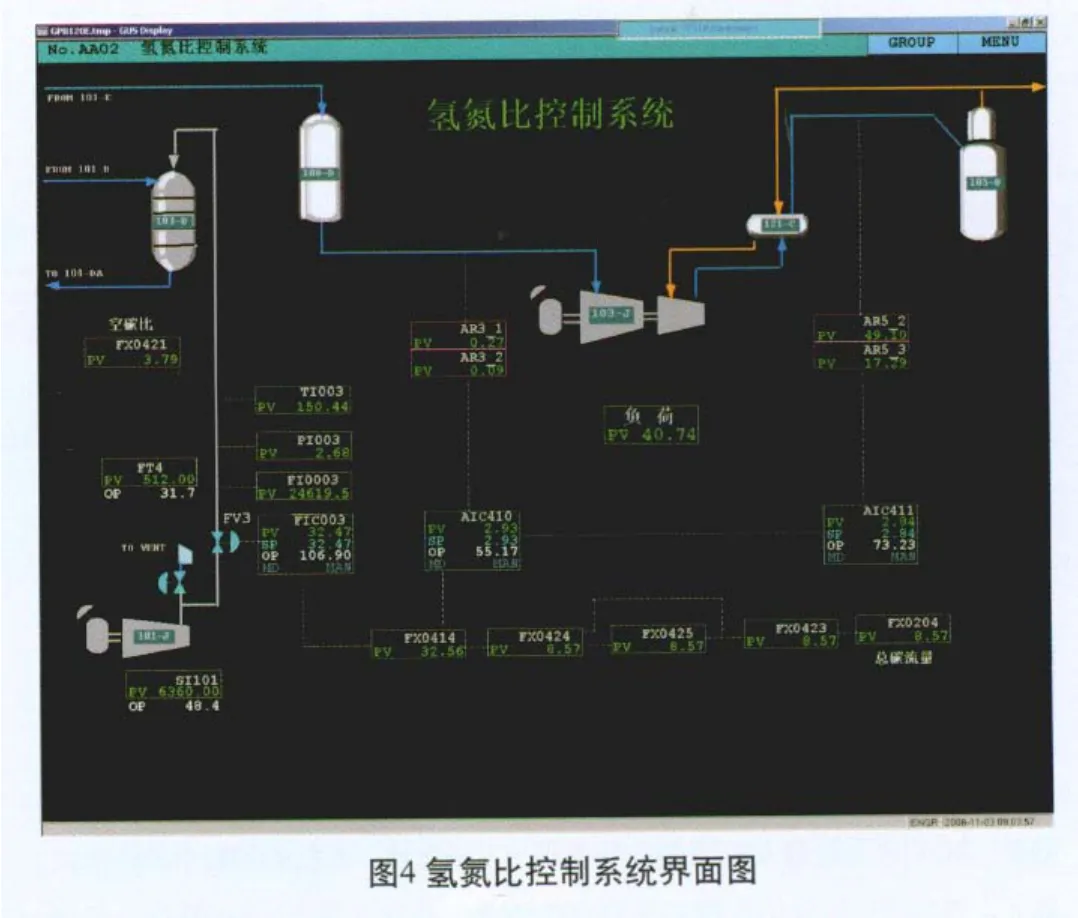
H2/N2控制系统是一套具有较强的自适应能力、抗干扰能力和克服大时滞现象的“前馈-比值-多串级”调节系统。控制系统以水/碳控制系统的总碳流量FX0204 PV作该系统的前馈信号,由合成气的H2/N2调节器AIC411、新鲜气的H2/N2调节器AIC410与工艺空气流量调节器FIC003组成多串级调节系统,对进入二段炉103-D的工艺空气流量进行控制,以此来调节新鲜气H2/N2和合成气H2/N2。
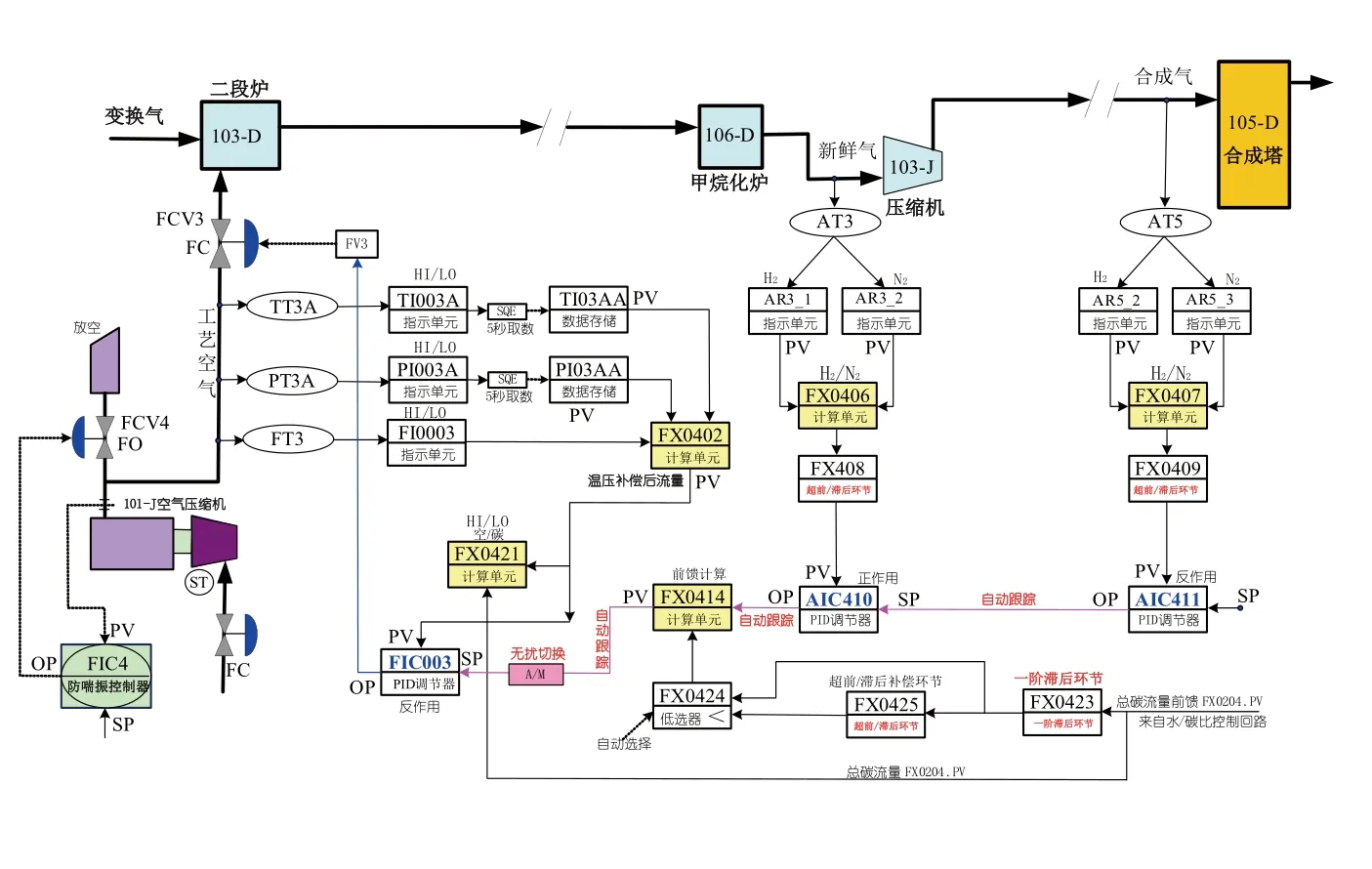
图1 氢氮比控制系统结构图
合成气H2/N2作主调AIC411;新鲜H2/N2作第一级副调AIC410;主调AIC411的输出作第一级副调AIC410的外给定(SP);第一级辐调AIC410的输出与总碳流量在FX0414进行前馈运算,得出所需的空气流量值,作副调FIC003的外给定,由空气流量调节器FIC003调节阀门FCV3,FIC003的输出控制进入二段炉的空气流量,达到最终控制合成气H2/N2的目的。FX0402进行空气流量稳压补偿计算,并换算成质量流量,其PV作FIC003的测量。
该系统除了上述反馈控制功能外,还配有空/碳(FI0421)操作指导和报警提醒措施,实现安全操作,稳定运行及无扰切换。
2 系统的构成与工作原理
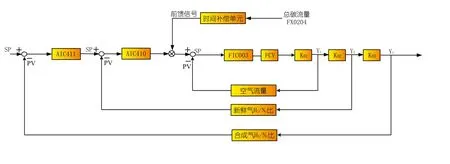
图2 氢氮比控制系统流程图
① 指示单元, 具有输入指示、报警(高报警HI、低报警LO、变化率报警VL、输入断线IOP等)功能。
② PID调节单元,如:AIC411、AIC410、FIC003调节器。
③ 运算单元,如对输入信号进行的各种算术运算、温压补偿运算等,如前馈运算FX0414、温压补偿运算FX0402。
④低选器(均为自动),如:FX0424。
⑤一阶超前/滞后环节,起滞后作用,克服滞后现象,提高自适应能力和调节质量, 如FX0425、FX408、FX0409。
⑥一阶滞后单元,起滞后作用,克服扰动与滞后现象,提高自适应能力和抗干扰能力,如FX0423。
⑦滤波单元,防止信号急剧变化而影响调节质量,如总碳滤波仪表FX0427。
工艺空气管线上的仪表信号FT3、PT3A、TT3A均要靠硬接线引入DCS,而不使用MODBUS串口通讯。
该控制系统的方块图如图2所示。合成气的H2和N2组分由在线分析仪把每次分析的结果送给计算机内部仪表,然后在FX0407中进行除法运算,得到合成气H2/N2,输出经滤波单元FX0409做主调AIC411的测量信号,在AIC411中与给定作比较,进行PID运算,输出作新鲜气H2/N2调节器AIC410的外给定,以调整新鲜气的H2/N2来控制合成气的H2/N2,此回路为H2/N2控制系统的主环。
在线分析仪把每次分析的新鲜气H2和N2组分在FX0406中进行除法运算,得到新鲜气H2/N2,输出经滤波单元FX0408作AIC410调节器的测量信号,在AIC410中与给定作比较,进行PID运算,输出到
本系统是以合成塔入口循环气H2/N2为主调(AIC411),以进入合成系统新鲜空气H2/N2为第一级副调(AIC410),以加入二段转化炉的空气流量调节器FIC003,以总碳流量FX0204 PV为前馈信号的“多串级-前馈-比值”控制系统。
H2/N2控制系统共采用各种功能的DCS内部仪表20多块,其中:前馈运算单元FX0414,与总碳流量进行前馈运算,得出所需的空气流量。
前馈运算单元FX0414输出作空气流量调节器FIC003的外给定,由于总碳流量FX0204 PV前馈信号的引入,它可以在原料气变化时,相应地事先改变加入系统的空气流量,以补充或减少系统所需的N2量,使控制系统有利于克服系统的大时滞现象,增强系统的自适应能力。在该系统中设置了一套超前滞后动态补偿环节,由一块滞后单元FX0423,一块超前滞后单元FX0425后一块低选器FX0424组成,用来补偿因工厂负荷变化到H2/N2变化,再来改变加入空气流量时间上的大时滞现象和强烈扰动。因此,该控制系统的控制特性和调节品质优良,既提高了H2/N2的调节品质,又使二段炉温度波动很小。FX0425具有一阶滞后作用,它与低选器FX0424组合在一起,可以保证当总碳流量低选时,快速减少空气流量,不致引起进入二段炉的空气量过多造成设备超温,而当总碳流量增加时,使进入二段炉的空气量平稳地递增,避免造成系统扰动。
在DCS内部,FX0402中进行温压补偿运算,得出进入二段炉的实际空气质量流量,FX0402的输出一路去FX0421与原料天总碳流量FX0204.PV进行除法计算,得出空/碳比,由FI0421完成指示和报警;另一路去FIC003作测量,进行空气流量控制。第一调节通道由“氢/氮比控制--空气流量调节器FIC003”通过改变空气流量来调整新鲜气H2/N2,严格控制合成气的H2/N2,达到提高合成效率,最大限度地利用原料气,提高装置的生产能力。
3 系统的安全措施
从整个装置的生产关联性方面,设置了停车与事故处理程序,当原料气中断、水/碳联锁、空气压缩机停车、引风机停车及辅锅灭火时,这些程序自动取代了操作人员需要进行的大量操作和紧急事故处理,减少停车时特别紧急停车时的扰动和失误,从而大大提高了操作的安全性和可靠性。
3.1 空气中断联锁保护由DCS内部逻辑顺序控制完成
条件:空气流量PV(FI0003)≤7.0 t/h;
空气流量PV(LFA110)≤7.0 t/h;
联锁投运PV(NSW)=1。
当以上条件如图3所示,同时成立时,则有如下动作:
(1) FIC003自动变成手动,并使进入二段炉的空气阀门全关,MV=0%;
(2) AIC411和AIC410自动变成手动;
(3) 向二段炉注蒸汽量增到最大,使调节阀MIC025全开,MV=100%;
(4) 空气压缩机调节器PIC048打手动;
(5) 出现声响、变色、闪光报警信息和操作指导信息。

3.2 一次仪表的安全保护
对空气流量变送器等重要的一次仪表采用“双因素”方式,组成“与门”,目的提高控制系统和联锁保护系统的准确性和可靠性,避免因仪表故障造成误动作或误停车。
增加对一次仪表的故障和错误信息的判断识别及相应的动作保护措施,如输入开路、输出开路、测量变化率大、偏差值过大、输入信号越限等现象发生时,调节系统自动切除串级或自动状态。
增加各仪表的报警功能和自动操作功能,各指示调节仪表均具有异常声响报警、颜色变化、信息闪动提醒等功能,工艺异常时,调节系统根据工艺要求,自动完成开阀关阀、设定合理工艺参数等操作,并显示汉字化的操作指导信息,提醒操作人员。
该系统对一次仪表均要设置正常工艺操作上下限报警值(HI、LO)、变化率报警值VL、输入断线报警值IOP,对PID调节器均要设置偏差报警值DV,目的是对一次仪表和主要调节器的故障和错误信息进行判断、识别,采取相应的安全保护措施,如输入开路、测量变化率大、输入信号越限、偏差报警等现象发生时,调节系统自动切除串级或自动状态,并报警提醒操作人员。
(1) 当FT3、PT003A、TIOO3A之一输入断线IOP时, FIC00打手动MAN。
(2) 当FT3、PI003A、TI003A之一HI,或LO、或VL报警时,FIC003打手动MAN。
(3) 当FIC003偏差±DV报警时,FIC003打手动MAN。
(4) 当AIC410、AIC411之一偏差±DV报警时,或当DCS中AR5_2、AR5_3、AR3_1、 AR3_2之一HI或LO、或VL报警时,FIC003由串级CAS转换成自动AUT。
(5) 当AIC410或AIC411测量值PV小于2.6或大于3.3时,FIC003由串级CAS转换成自动AUT。
(6) 当FIC003不在串级CAS时,AIC410的输出OP自动跟踪FIC003内给定SP。
(7) 当AIC410不在串级CAS时,AIC411的输出OP自动跟踪AIC410内给定SP。
(8) AIC411、AIC410、FIC003在手动MAN时,相应的调节器自动跟踪:
(9) 当FIC003不在CAS时,AIC410、AIC411均打手动MAN;
(10) 当FIC003在CAS时,AIC410变为AUT;当AIC410在CAS时,AIC411变为AUT。
(11) OOP输出断线报警时,相应的调节器自动打手动MAN。
3.3 温压补偿
在DCS内部,空气流量测量进行了温压补偿校正,空气流量温压补偿为了避免仪表故障导致流量测量错误,采取了间断性温压补偿方式,即:当参与校正的温度、压力测量值正常时,5秒钟一刷新;异常(HI、或LO、或VL、或IOP)时,保持上一周期的数据,停止数据采集,流量校正采用前一次采集的数据进行校正,当该仪表正常后,又恢复5秒钟采集一次。采用此方法进行校正的目的是防止参与的仪表失灵造成整个控制系统误动作而造成事故。
4 系统投运与操作
利用DCS系统的逻辑顺序控制功能,经过专门处理,实现了复杂控制的无平衡、无扰动一次投运,操作起来既简单又方便。
4.1 投运步骤
(1) 首先检查各仪表指示均正常;
(2) 把空气流量FIC003调整到正常值,投自动;
(3) 确认在线气相色谱仪分析正常,FIC003投串级,AIC410投自动,稳定后投串级;
(4) 合成气H2/N2调节器AIC411投自动,给出H2/N2最终控制指标,SV=2.8;
(5) 空气中断连锁保护系统投运。
4.2 系统切除
系统的切换十分简单,有自动切除和人为切除两种方式,不论哪一种方式,都视具体情况先切除哪一个和切除到哪一级,操作十分灵活方便,可以一次到位。AIC411为主级,AIC410为第一副级,FIC003为第二副级。由于该系统设置了许多操作、投运与切除方面的安全保证措施,异常状况时,系统自动系统完成一系列的操作和切换。如自动脱除串级,自动开阀关阀,自动设定值等。而且各主要仪表均具有跟踪、变化率限幅、高低限报警、偏差报警、仪表故障诊断报警和工艺操作范围限制提醒等功能,依此配有一些安全逻辑顺序控制操作与切换,并配有操作指导信息和声响、变色、闪光报警,所以,对操作人员来说,既简单方便,又安全可靠。
4.3 系统操作
(1) 由于异常状况时,逻辑顺序控制(SEQ)会自动切除串级,一旦AIC410和FIC003自动切除串级,需查明情况再投运。
(2) 经常检查空气压缩机101-J的出口压力PI0048和二段炉各点温度。
(3) 注意空/碳FI0415指示变化与报警信息,进一步判断加入的空气流量是否进入一段炉的原料气相一致。
5 系统投运效果
合成回路氢氮比控制是大型合成氨装置提高氨产量、降低能耗的关键一环。该设计方案投运几年来,氢氮比先进节能控制系统能根据工厂负荷的波动,能够克服大时滞现象,具有很好的自适应能力和抗干扰能力,调节品质和控制特性优良,并具有可靠的安全保护措施,操作简单、方便。既保证了氢氮比调节质量,又使二段炉温度波动小。当总碳流量降低时,快速减少空气量,不致引起进入二段炉的空气过多造成设备超温,而当总碳流量增加时,使进入二段炉的空气量平稳地递增,避免造成系统波动。该系统实际投运验证,技术指标均能达标:①工厂负荷正常控制指标≤±1.0%;②氢氮比正常控制指标≤±0.1,取得很好的经济效果。
[1]黄道,张洪垠.Centum集散控制系统[M].化学工业出版社.
[2]张洪垠.DCS系统在大化肥的应用与发展[J].大氮肥,1995(18)6.
[3]张洪垠.大型合成氨装置的优化控制与管理[J].自动化仪表, 1994(15)12.
[4]张洪垠.大型合成氨装置先进控制系统综述[J].化工自动化及仪表,1995(22)1.