SINAMICS S120在上悬卸料离心机上的应用
2012-02-07青岛理工大学琴岛学院青岛高校重工机械制造有限公司山东青岛266106张铁力
(青岛理工大学琴岛学院、青岛高校重工机械制造有限公司,山东 青岛 266106) 张铁力
(青岛理工大学琴岛学院,山东 青岛 266106) 李晓佳
1 引言
XJZ离心机是一种机械卸料的全自动上悬离心机,凡与物料接触部分均采用不锈钢或耐腐蚀材料制造,保证分离后产品的清洁卫生;气动机械刮刀卸料,使卸料安全可靠。主要用于制造工业中的甲糖膏的分离,也适用于乙糖膏、葡萄糖膏或类似的结晶物料的固、液分离。
由于上悬全自动卸料离心机具有中低速进料、高速分离、低速卸料及循环周期短的特点,且要求转鼓在60~1200r/min范围内能无级调速,因此通常采用变频器,并配备能量回馈单元,制动能量回馈电网,可节省电能,使离心机转鼓能平滑、无冲击的启动或停止。但这种控制方式在转鼓快速降速,能量回馈电网时会给电网造成污染,其中所含的高次谐波会对工厂电网或其它用电设备造成影响,使电子部件发热有损寿命,对弱电信号造成干扰,使控制器接收错误信号程序混乱。为了解决这些问题离心机厂家普遍采用6SE70变频器,并在此基础上为了节约成本、提高回馈能量的利用率,采用“一拖二”的控制方式,即拖动两台离心机变频器的逆变器共用一个整流单元,当一台离心机处于降速制动发电时,要求另一台处于升速状态,将制动的能量不用回馈电网就能利用起来,这需要两台PLC通过外部信号交换,相互通知各自状态协调工作,但也存在如下问题,首先,在电网突然断电时会发生回馈颠覆问题,造成烧硅,由于西门子已将6SE70系列变频器退市,所以配件的价格不断升高,维护、维修成本越来越大。其次,两台离心机能否协调工作是由外部信号决定的,当外部线路发生短路、松动或受到干扰都会给两台离心机的工作造成影响,从而影响产量。再者,既然两台设备分成一组,用两台触摸屏操作起来就显得非常不方便。同时,离心机数量越多,用WinCC等数据采集与监控软件进行组态的要求就越高,拓扑结构就越复杂。因此我们提出用新的控制方式来解决上述问题,而S120系列变频器的问世,为我们解决上述问题带来新的契机。
SINAMICS S120可以胜任各个工业应用领域中要求苛刻的驱动任务,其模块化的系统组件设计,使大量部件和功能相互之间具有协调性,可进行组合使用从而构成最佳方案。在机械制造和工厂工程的许多应用中,都需要使用共同完成驱动任务的协调式驱动装置,例如高端上悬全自动卸料离心机,属于大惯性负载,由于工艺要求离心机转鼓升速、降速非常频繁,为了节能高效,可以将两台离心机分成一组协调工作,为此需要使用带有耦合式直流母线的驱动,这样就能以节省成本的方式,在制动轴和驱动轴之间实现能量交换。SINAMICS S120拥有大功率范围的电源供应装置(Line Module:电源模块)和逆变器模块(Motor Module:电机模块),这些模块可以进行无缝安装并节约多轴驱动装置的空间。调节型电源模块(Active Line Module)是作为升压器工作的自控供电/再生馈电装置,可以产生一个受控的直流母线电压,是额定电压的1.5倍,这样相连的电机模块便可以和电源电压隔开,电网容差或电网波动都不会对电机电压产生影响,进而提高了动态响应能力并改善了控制性能,此外必要时调节型电源模块还具有无功功率补偿的功能,其功率因数可以达到1.0(基波)。
2 SINAMICS S120项目配置
本文以MSWord2003(中文版)平台为例,具体给出了论文格式说明。SINAMICS S120的项目配置及调试是通过集成的DP接口来完成的,所以在编程器或PC机上必需插有DP接口卡(CP5511/CP5512/CP5611/CP5613等)或编程电缆(PC Adapter)。通过STARTER或SCOUT软件创建一个项目的形式来进行的,共有两种创建项目的方式,离线方式和在线方式。
离线创建方式是所有的项目数据都在离线的方式下输入的,即在离线的状态下创建一个新项目,选择相应的驱动单元,根据图形化的提示一步一步地手动输入或选择各模块和电机的数据,当数据全部输入完后,存储项目并下载到驱动装置中,即完成项目的创建。
在线创建方式是将编程器和驱动单元在线连接,控制系统(CU320)通过DRIVE-CLIQ将相连接的各模块和电机数据读入装置,再通过DP接口传到编程器中,即在在线方式下将各模块的参数从装置上载到编程器中,无需手动输入,但如果电机不带DRIVE-CLIQ接口,编码器参数仍需手动配置。
这里重点讨论在线方式,由于STEP7、STARTER软件同装在一台PC上,所有STARTER软件可以集成到STEP7中,在STEP7中创建一个项目,将S120_CU320作为S7-300 PLC的一个从站,配置从站地址及与S120通讯的报文方式。双击Commissioning,即可打开STARTER软件,项目名称与STEP7中创建的项目名称一致。需要注意的是SINAMICS S120的版本及DP地址的设置(打开CU320前端的BOP面板会发现地址开关),详细内容可参考参考文献[3],这里不再详述。
2.1 SINAMICS S120在线调试
2.1.1 编程器与驱动器的连接
前面在STEP7中已经创建了S120_CU320子站,双击Commissioning,打开STARTER软件,点击工具栏内的“connect to target system”图标,将SIMANICS S120与编程器连接起来。
需要注意的是,控制单元CU320上的CF卡内可能含有原来的旧的项目配置,系统在连接时会对新建项目和原有旧的项目的拓扑结构进行比较,如果二者存在差别,那么连接后会出现提示对话框,将不同之处标出。
表格下方有两个按钮,“Download”(下载)和“Load to PG”(上载),由于我们要进行自动配置,所以都不选,直接点击最下面“Close”按钮即可。
2.1.2 恢复工厂设置
点击工具栏内的“Restore factory settings”图标,将SINAMICS S120恢复工厂设定。选择“Save factory settings to ROM”并点击OK,系统开始进行工厂复位。
2.1.3 自动配置驱动系统
在窗口左侧项目导航栏中,双击S120_CU320下的“Automatic Configuration”,此时弹出一个对话框。当该对话框的第一行“Status of the drive unit”显示“First conmmissioning”时,点击“Configure”按钮。系统会让用户选择轴的控制类型——伺服或矢量控制,根据实际应用选择矢量控制,点击“Create”。
此时系统开始自动配置,将可以识别的组件(即带有Drive_CLiQ接口的组件)上装到编程器中,但不能识别的组件,例如我们选择的是通过SMC模块连接的编码器接口的电机,电机不带Drive_CliQ接口,所以需要我们离线手动配置驱动参数。系统提示自动配置结束,但有两个轴的电机参数需要离线配置,点击按钮“Go OFFLINE”,SINAMICS S120与编程器断开连接。
2.1.4 手动配置不带Drive_CLiQ接口组件
两个矢量轴都需要手动配置,配置流程一样。在项目导航栏中找到要手动配置的组件,双击“Configuration”,然后在右侧的窗口中点击黄色按钮“Configure DDS…”。在向导的指引下,配置完成如下内容,(1)Control structure ;(2)Power_unit;(3)Power unit BICO technology;(4)Power unit supplementary data;(5)Drive setting;(6)Motor;(7)Motor data;(8)Optional Motor Data;(9)Equivalent Circuit Diagram Data ;(10)Calculation of the Motor/controller data;(11)Motor holding brake;(12)Encoder;(13)Drive functions;(14)Process data exchange(drive),此项选择报文方式,要与SETP7项目中设定的报文类型一致,这里选择标准报文1,发送控制字与速度给定,接收状态字与实际速度值;(15)Important parameters;(16)Summary,是前15步的总结,可以拷贝到剪切板上然后存档。
2.1.5 在线、下载配置
在工具栏内选择在线,然后选择下载。需要注意的是,在线情况下,用户所看到的内容都存储在控制单元CU320的RAM中,并没有存储在CF卡上或计算机的硬盘里。如果系统断电,这些内容都会立即丢失,等下次上电时,系统会将CF卡中旧的数据读到RAM中,CF卡上的数据是断电保持的。所以用户需要将新的内容拷贝到CF卡中,执行工具栏中的“Copy RAM to ROM”。如果想将当前的内容存到计算机的硬盘中,就需执行“Load to PG”,将RAM区中的内容读到当前项目中,然后执行“Save and compile”,保存到硬盘上。
2.2 利用STARTER软件对电机进行优化
SINAMICS S120从V2.4版本起,开放了对电机的优化功能,可优化的电机包括普通感应电机和同步伺服电机,无论是对Siemens电机还是对第三方电机都可以达到最优的控制特性。对电机的优化可分为静态优化和动态优化。
2.2.1 电机的静态优化
选择需要优化的轴,点右键,从弹出的菜单中选择“Expert”,再选择“Expert list”,右侧工作区会显示专家列表。具体优化过程如下:
(1)选择电机数据计算参数P 3 4 0,将参数值改为“[1]Complete calculation”,系统会自动计算电机参数,计算完成后P340自动恢复为0。在这个过程中不必使能变频器。
(2)电机数据静态识别参数P1910设为“[1]Complete identi fi cation and acceptance of motor data”,右键选择需要优化的轴,选择“Commissioning”,再选择“Control panel”,打开控制面板。选择“Assume control priority!”按钮, 会获取控制权,点“Enables”,使能轴,点“I”启动轴,系统开始静态识别,会改变定、转子主抗、漏感等参数。变频器有输出电压、输出电流,电机可能最大转动90度,且会发出“吱吱”的声音。识别结束,P1910会自动变为0。
2.2.2 动态识别
由于上悬离线机属于大惯性负载,且为了设备与人身安全这里不要求带载优化,只进行电机空载优化即可满足要求,识别方法如下:
设定电机数据动态识别参数P1960为“[2]Rotating measurement with encoder”,在控制面板启动电机,电机会旋转,优化完成P1960会自动变为0。
在STARTER中,还可以使用“Trace/function generator”或“measuring function”功能来对电机的动态特性进行调试,由于我们采用的是矢量控制方式,对电机进行动态识别即可满足要求,其他功能不详述。
3 STEP7 项目的构建
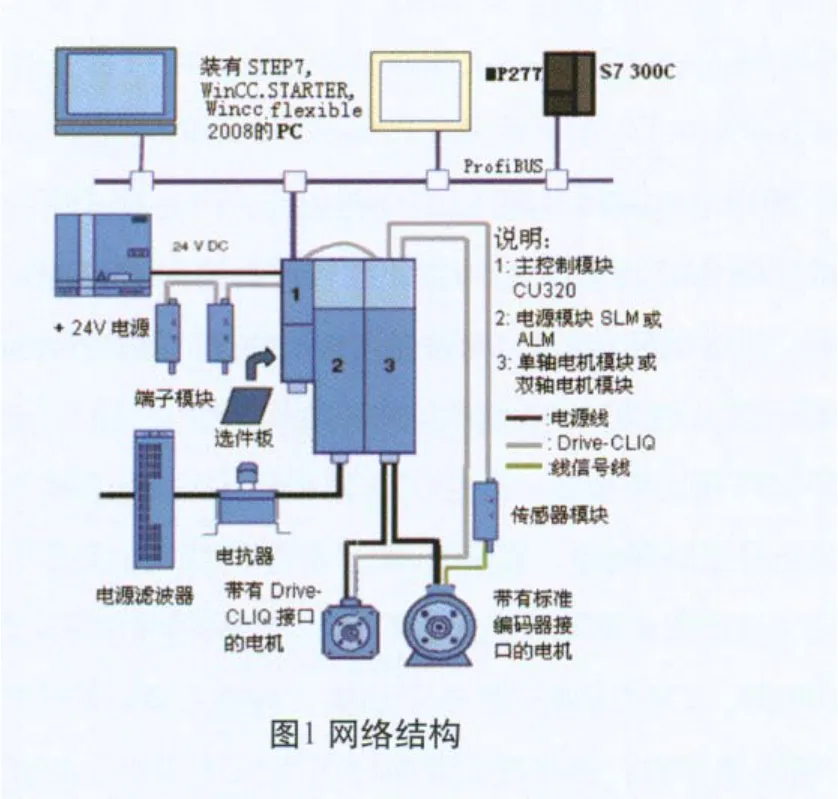
在这里我们将诠释西门子所提出的全集成自动化的概念,在SMATIC Manager的平台上将S7-300 PLC,MP277、SINAMICS S120、WinCC集成于同一项目下完成硬件的配置及用户程序的编辑,然后分别下装到相关的硬件中。网络结构如图1所示。
项目配置步骤如下:
(1)在SIMATIC Manager中创建S120项目;
(2)插入S7-300站,做硬件配置,建立Pro fi Bus网络;
(3)插入S120_CU320子站,配置报文方式,根据CU320上的拨码开关设置地址;
(4)编写工艺程序及控制程序,写控制字及速度给定利用SFB15,读状态字及实际速度值用SFB14。需要注意的是,可先在OB100中向控制字1中送入047E,或在设备启动前先送入047E,用于设备运行准备,送入047F电机启动。对于非周期参数读写用SFC58、SFC59;
(5)在SIMATIC Manager下进入STARTER,对S120做相关配置,具体步骤在上文中提到;
(6)在SIMATIC Manager 窗体S120项目下插入SIMATIC HMI Station ,进入相应的硬件配置,选择MP277,进入SIMATIC WinCC fl exible 2008软件,可以创建与S7-300站的MPI连接或DP连接(在硬件配置NetPro中设置为MPI连接),可以创建画面对S7-300PLC中的变量进行监控与设置,完成对离心机的整体操作。
(7)插入SIMATIC PC Station或OS站,可对所有设备进行数据采集与监控,在WinCC软件中可做进一步设置、添加驱动连接、监控画面等。
(8)保存项目,在线连接,将项目下载到相关的设备中。
(9)通过MP277及WinCC进行测试。
4 存在的问题与解决方法
本文的亮点在于:SINAMICS S120 DC/AC 共直流母线的多轴驱动器在上悬式自动卸料离心机上的应用,其控制方式在上悬式离心机领域是一种新的突破;并采用一台S7-300 PLC控制两台离心机的工艺过程,操作方便且相互独立,两台设备可同时协调工作,离心机升、降速可实现内部互锁,使一台离心机降速时产生的能量被另一台设备使用,可至少节约30%的电能,也可单独启用一台设备;对于多台设备使用WinCC集中监控,便于组态、通信与扩展。
同样设备在使用中也不可避免存在各种问题,我们将许多问题都做了人性化处理:(1)根据工艺及现场要求可单独操作某台设备或两台设备协调工作;(2)当需要对设备进行维护、检修时,单停一台设备,在相应电机功率模块输出及PLC输入、输出处做断电保护;(3)当S120的电源模块损坏时,断开总电闸、检查线路,确定其它器件无问题后换上配件,再将坏的电源模块送西门子维修;(4)当电机模块损坏时,断开总电闸、检查线路,确定其它器件无问题后换上配件,再将坏的电机模块送西门子维修;(5)当触摸屏故障或意外损坏,换上灌好程序的触摸屏,触摸屏停止会影响操作但不会影响工艺过程,它的更换不会影响产量;(6)PLC故障(故障率很低),两台设备停止后,检查故障来自于外部线路还是PLC本身,如线路无问题,更换灌好程序的PLC。
从以上问题中可以看到,应用企业需备些配件,以节省时间提高产量,不仅因为所耽误时间生产的产值要远高于配件,还有一个主要问题,即一般企业不具备专业维修人员。对于PLC故障更换问题会有人提出异议,认为不如使用两台PLC好,这样一台出问题另一台不用停止工作,首先西门子S7-300 PLC在实际应用中出现问题概率很低,其次两台设备协调工作时,内部互锁信号的稳定性远远高于外部互联信号的稳定性,可使设备工作周期最优化,所提高的产值累积起来非常可观。
5 总结
本文采用SINAMICS S120 DC/AC 共直流母线的多轴驱动器拖动两台上悬式全自动卸料离心机;采用一台S7-300 PLC控制两台离心机的工艺过程;采用一台触摸屏对两台设备进行操作。在上悬式自动卸料离心机领域中是一个很大的突破,不仅可以使厂家在上项目初期节约成本,更重要的是在实际的使用中做到了稳定、高效、节能,因此这种控制方式具有广泛的应用前景。
[1]西门子. SINAMICS S120装机装柜型功率部件[Z],2006.
[2]西门子. SINAMICS S120 产品目录[Z]2008.
[3]西门子. SINAMICS S120 & SIMOTION D快速入门[Z],2005.
[4]西门子. SINAMICS S120调试手册[Z],2006.