不锈钢厨具拉伸成型工序机器人系统设计与实现*
2012-02-05李伟光郭文锋
李伟光,郭文锋
(华南理工大学机械与汽车工程学院,广州 510641)
不锈钢厨具拉伸成型工序机器人系统设计与实现*
李伟光,郭文锋
(华南理工大学机械与汽车工程学院,广州 510641)
为了提高不锈钢厨具冲压生产的自动化水平,改善现场工作环境,文章采用“PC+运动控制卡+PLC”的开放式数控系统构架,应用LAAS三层体系结构,构造了不锈钢厨具拉伸成型工序机器人系统。该系统以工业机器人为基础,在Visual C++环境中运用MFC开发了机器人控制软件。实验表明,该系统设计合理,满足生产自动化要求。
不锈钢厨具;工业机器人;LAAS结构
0 引言
随着机器人技术的发展和工业自动化水平的提高,工业机器人已成为柔性制造系统中的重要设备之一[1]。工业机器人是利用计算机的记忆功能、编程功能来控制操作机自动完成工业生产中某一类指定任务的高新技术,它综合了当代机构运动学和动力学,精密机械设计发展起来的产物,是典型的机电一体化高科技产品。机器人技术的发展和应用对于提高产品质量和产量、改善劳动条件、降低生产成本、实现产品的快速更新有着十分重要的作用[2]。用于制造环境下的工业机器人可用于焊接、装配、喷涂、搬运等工作。
传统冲压生产过程中的手动操作、人工送料的生产方式不仅增加工人劳动强度、影响生产效率,同时在冲压前不锈钢薄板润滑条件因工人工作时间不同而有所差异,从而影响冲压产品质量的稳定性。另外,不锈钢厨具加工过程涉及机械冲压,生产条件较差,工伤事故时有发生。因此,在不锈钢厨具冲压生产中采用机械手或工业机器人代替人工操作,构成自动化生产单元或组成全自动生产线,是高效、高质量冲压生产的有效方式,也是不锈钢厨具冲压生产的重要发展方向[3]。本文以某企业不锈钢厨具拉伸成型工序自动化项目为基础,通过本项目的研究开发,用工业机器人代替人工操作把工人从单调、繁重、枯燥的工作中解放出来,可最大限度地改善工人劳动条件,降低劳动强度,提高生产率,保证产品质量的一致性,提升产品质量和企业竞争力。
1 机器人系统硬件的构成
本文的不锈钢厨具拉伸成型工序机器人控制系统采用“PC+运动控制卡+可扩展PLC”的开放式数控系统构架。PC有很强的信息处理能力,且应用比较灵活,运动控制卡运算速度快,实时性很强[4-5]。在设计时,将PC和运动控制卡结合起来,充分发挥二者的优点,提高系统的整体性能。这种结构利用上位机强大的计算能力对机器人控制代码进行解释并进行轨迹规划,利用下位机即运动控制卡的实时性来负责运动轴控制信号输出以及状态与反馈信号的采集,且运动控制卡能提供一定量的通用IO输入输出口。
为扩展机器人的功能,增加其通用性,机器人控制系统还增加了一个可扩展PLC模块,提供从控制器及IO口。此模块采用PLC与计算机专有协议通信方式,PC直接读写操纵PLC,可选用三菱FX系列PLC。不锈钢厨具拉伸成型工序机器人系统并不需要PLC硬件模块,只在软件中提供了PC与PLC通讯及PC读写PLC的功能。在使用时可根据需要连接PLC与PC通讯数据线,在软件操作时对PLC进行读写。
在不锈钢厨具拉伸成型工序机器人示教或自动运行时,为了便于观察某些重要位置而又不用操作员亲自前往这个位置,采用视频监控的方法,因此,不锈钢厨具拉伸成型工序机器人控制系统加入视频监控模块。
综上,不锈钢厨具拉伸成型工序机器人控制系统硬件结构如图1所示。

图1 机器人控制系统硬件结构
如图1所示,PC与控制卡构成主从关系,PC为控制系统核心,控制卡为下位机。用户利用输入显示设备在上位机PC进行系统相关的数据输入、参数设定、路径规划,然后与控制卡进行总线通讯,控制卡根据上位机发出的命令,输入完成轨迹规划、接收运动控制信号及参数,做出运算,并把控制输出送到伺服执行器[6],由伺服驱动器驱动伺服电机等执行相关指令,同时控制卡根据上位机的要求对IO口进行操作,控制机器人末端取料执行机构、冲压机系统、拉伸料重叠检测系统和喷油润滑系统等。
另外,若扩展了PLC,则PC与PLC通过串行口通讯,构成主从关系,PC为控制系统核心,PLC为下位机。这种可扩展的结构增加了系统的柔性和开放性及用户的可选择性,从而实现更强大的功能。
2 机器人系统控制软件总体结构
2.1 软件功能模块框图
不锈钢厨具拉伸成型工序机器人,以搬运作业为主要应用对象,因此从机器人的作业条件、运动轨迹、作业顺序进行需求分析。对控制系统软件结构进行模块化的规划和优化,将系统功能划分到不可再分的离散逻辑单元,并且保证各种功能模块既相互独立又能协调工作,总结出开放式不锈钢厨具拉伸成型工序机器人控制系统软件功能模块框图如图2所示。
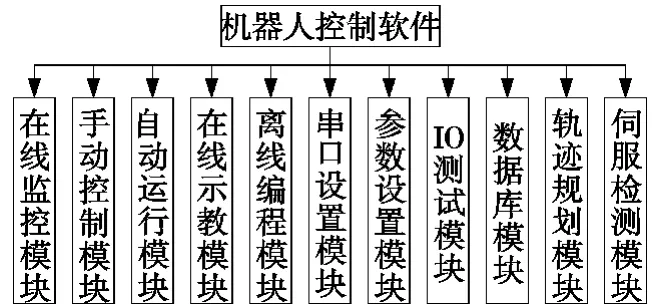
图2 机器人控制系统软件功能模块框图
在线监控模块对应于上位机软件的操作主界面,主要的功能有:①线程的管理。②信息显示。③用户输入。④视频显示。手动控制模块主要作用是操作员手动控制机器人运动到某一位置,如关机前将机器人运行到一个较好的位姿,示教时调整示教点等。
机器人的编程研究经历了在线示教编程、离线编程和自主编程三个阶段,由于技术的不成熟性和应用环境的复杂性,现在的工业机器人编程主要使用的还是在线示教编程[7]。在线示教编程,即在线示教(直接示教),是指由技术人员引导,控制机器人运动,记录机器人作业的程序点并插入所需的机器人命令来完成程序的编制。离线编程方法是在计算机上建立起机器人作业环境的模型,再在这个模型的基础上生成示教数据的一种应用人工智能的示教方法[8]。离线编程模块采用基于文本的离线编程方式。基于文本的离线编程可以在控制软件的示教模块中的代码编辑方式中进行,也可以在任何文本编辑器中进行。离线编程完成后,在自动运行之前需要进行单步运行,若存在位置误差,则进行校正。
由图1不锈钢厨具拉伸成型工序机器人控制系统硬件结构可知,机器人控制系统增加了一个可扩展PLC模块,需要提供串口通信,进行串口通信设置,选择是否使用串口。参数模块可对机器人结构上的机械参数和运动参数进行设置。IO测试功能包括读控制卡的输入输出口,写控制卡的输出口,读写PLC的XMY元件,另外,还加入IO定义查询,方便用户知道定义的IO口的功能。机器人控制软件中,很多部分涉及到数据保存和调用问题,专用数据库的建立有效地保证了数据存取的准确性和调用的安全性[9]。因此在本文控制系统模块中加入数据库模块。轨迹规划模块可根据任务要求,计算出预期的运动轨迹。由图1机器人控制系统硬件结构可知,机器人各轴编码器反馈给伺服驱动器,当编码器反馈位置出现故障时,驱动器就会处理并给出报警信号由控制卡接收。
2.2 LAAS三层体系结构
Félix Ingrand等人提出的LAAS架构具有很好的可编程性、自主性、灵活性、持久性、鲁棒性和扩展性。如图3所示,它由功能层、执行控制层和决策层共3 个层次组成[10]。

图3 LAAS三层体系结构

图4 不锈钢厨具拉伸成型工序机器人控制软件LAAS结构
处于最高层的决策层具有任务规划和执行监控管理功能,同时能够回应来自其他层的事件。执行控制层在功能层的上一层,动态地控制和协调功能层的各个模块的执行。功能层位于最低层,能够完成机器人内置基本动作,如运动控制等[10]。
2.3 机器人控制软件结构
根据Félix Ingrand等人提出的LAAS三层体系结构,设计不锈钢厨具拉伸成型工序机器人控制软件结构如图4所示。这种软件体系结构基本上不受硬件结构变化的影响,硬件的更换只需提供相应的设备驱动接口函数,由软件的三层结构实现的基本功能可以保持不变。
2.3.1 决策层
决策层位于三层体系结构的最高层,主要用于规划任务和监控管理,协调机器人系统的各个功能模块的交互。其中,最主要的是机器人指令程序的编辑、解释模块,以指令名加参数的形式提供给执行控制层。采用指令的形式使得机器人在执行任务的时候,不必去过多的考虑具体运动实现的细节,而将重心放在如何组织和优化指令结构以便更好地达到功能目标。决策层还包括机器人示教、串口设置、参数设置、自动设置、IO测试、在线监控等模块。另外,还包括文件管理,主要是用于编辑和保存指令文件。
手势在人与人生活中早已产生了共鸣。比如一只手上的大拇指和食指弯曲成圆圈,其余三根手指稍微分开且伸直,就有“好”、“可以”等含义。在体育课教学中体现的更加明显。
2.3.2 执行控制层
执行控制层根据从决策层发来的指令或示教信息及其它信息,将任务分派给模式管理模块、回零模块、手动控制模块、自动运行模块、PLC操作模块和传感器数据接收和处理等模块,动态配置这几个模块的参数,并协调它们之间的数据流交互。
2.3.3 功能层
功能层具体实现各个模块的功能,包括轨迹规划、运动控制、传感器数据处理等。本文中的轨迹规划是通过示教,选择一条工作轨迹和执行动作,轨迹包括点位控制和空间直线轨迹。运动控制是根据控制器提供的接口函数驱动控制器使执行机构动作。
2.3.4 逻辑系统和硬件层
从不锈钢厨具拉伸成型工序机器人控制软件LAAS结构图中可以看到功能层下面还有两层,分别为逻辑系统和硬件层。逻辑系统层又称设备驱动层,完成对硬件的控制,功能层所需的接口函数正是由这一层提供的。
这种软件体系结构基本上不受硬件结构变化的影响,硬件的更换只需提供相应的设备驱动接口函数,由软件的三层结构实现的基本功能可以保持不变。而且通过指令的方式,不仅实现了一些任务级的功能,还使得系统具备了友好的人机交互。
3 实验与调试

图5 不锈钢厨具拉伸序机器人平台
3.1 现场实验
3.1.1 示教
机器人系统开机,准备就绪后,首先进行回零。回零完成后进入示教对话框。选择“重新示教”,然后按设计的轨迹进行示教,实验所要实现的动作是运行到拉伸料整形装置后,开启吸盘从拉伸料堆取料,然后将料送到冲压机下模具内,喷油后机器人退回至安全点后再冲压。先进行“重新示教”,然后进行“单步示教”,以确定轨迹精度是否符合要求,在某个位置都能方便实现修改、增加或删除某些指令。“单步示教”的实验界面如图6所示。在单步示教修改轨迹、调整好速度并保存后,退出示教。在机器人示教时,采用无线键盘方便操作者移动操作。

图6 单步示教实验界面
3.1.2 自动运行实验
在主界面中选择“自动”,然后打开之前示教好的机器人指令代码例程,选择“联机”,然后进行自动运行。自动运行的界面如图7所示。

图7 自动运行实验界面
4 结论
本文根据不锈钢厨具拉伸成型工序机器人控制系统的硬件条件,分析了软件的总体功能的需求,并根据Félix Ingrand等人提出的LAAS架构,提出了不锈钢厨具拉伸成型工序机器人控制软件LAAS结构,软件层次分明且结构清晰。这种软件体系结构基本上不受硬件结构变化的影响,硬件的更换只需提供相应的设备驱动接口函数,由软件的LAAS三层结构实现的基本功能可以保持不变。
[1]陈美宏,焦恩璋.基于PC机的工业机器人控制平台[J].组合机床与自动化加工技术,2010(11):53-57.
[2]高鹏.机器人技术发展浅析[J].硅谷,2010(21):21.
[3]周焱森,邓菊发,李红.机器人在冲压线中的应用[J].现代零部件,2004(9):73-75.
[4]周青松,张铁.基于IPC和PMAC的喷涂机器人控制软件体系结构的研究[J].机床与液压,2009,37(12):144-147.
[5] Ieee.Open control system:The importance of Industrial Standards[M].IEEE,2004.
[6]文怀兴,雷晓丽.四自由度绘图机器人的控制系统设计[J].组合机床与自动化加工技术,2010(11):64-70.
[7]张兴国,张磊.开放式5R工业机器人系统设计及分析[J].机械设计与制造,2011(3):162-164.
[8]李天旭.MOTOMAN工业机器人示教编程方法探究[J].通化师范学院学报,2010,31(8):48 -51.
[9]李晔,姜大鹏,苏玉民.水下机器人控制软件中数据库的联接方法[J].应用科技,2005,32(11):34-36.
[10]Félix I,Raja C,Rachid A.An architecture for dependable autonomous robots[J].Emerging Technologies and Factory Automation.2001(2):657-658.
(编辑 赵蓉)
System Design and Imp lementation of Robot for Stainless Steel K itchenware Draw ing and Form ing
LIWei-guang,GUOWen-feng
(School of Mechanical& Engineering,South China Univ.of Tech.,Guangzhou 510641,China)
To increase the automatic level of process of stainless steel kitchenware draw ing and form ing,and to improve the working environment aswell,the paper designs a system of robot for stainless steel kitchenware draw ing and form ing based on open CNC system architecture of“PC+motion control card+PLC”and LAAS three-tier structure.The system is based on industrial robot,and the paper designs control software of robot by using MFC in Visual C++.The result shows that the system is reasonable and meetsw ith the requirement of automatic product.
stainless steel kitchenware;industrial robot;LAAS structure
TH16;TG65
A
1001-2265(2012)08-0081-04
2012-01-05;
2012-02-10
广东省省部产学研结合项目(2010B090400267)
李伟光(1958—),男,江西永丰人,华南理工大学教授,博士生导师,研究方向为数控技术、机电一体化、制造信息化,(E-mail)wguangli@scut.edu.cn。