同心不等径非圆截面数控车削系统研究*
2012-02-05曹辉,梁宁,张娜
曹 辉,梁 宁,张 娜
(1.西南科技大学 制造科学与工程学院,四川绵阳 621010;2.四川工商职业技术学院,成都611830)
同心不等径非圆截面数控车削系统研究*
曹 辉1,梁 宁2,张 娜2
(1.西南科技大学 制造科学与工程学院,四川绵阳 621010;2.四川工商职业技术学院,成都611830)
为了提高同心不等径非圆截面零件加工的质量和效率,对实现该类零件加工的方法进行了研究,提出了一种快速高精度加工同心不等径非圆截面的数控车削方法。设计了数控车削系统的结构,快速刀具进给伺服机构(FTS)采用基于自抗扰控制的直线电机系统。数控系统采用PMAC(Programmablemulti-axis controller)多轴运动控制器的时基控制法,实现刀具驱动进给和工件旋转的协调控制,完成该型零件的自动车削。结果表明该型零件的加工精度和加工效率得到了提高。
非圆截面;直线电动机;自抗扰控制;PMAC
0 引言
在曲轴等高速回转零件设计中,为了达到动平衡设计要求,将曲轴平衡块设计为图1所示的同心不等径圆弧非圆截面(粗实线表示待加工表面)。传统加工方法采用专用铣床并用强力磨削加工,这种方法机床设计费用昂贵,具有加工周期长、精度低、成本高、效率低、柔性差等缺陷。采用非圆截面数控车削加工是实现这类非圆截面零件快速、高精度、高效加工的有效方法[1-2]。该方法的加工原理是,主轴编码器实时跟踪主轴转角位置,并将该位置信息反馈给数控系统,数控系统根据零件轨迹,驱动刀具移动至指定的目标并进行闭环控制,从而加工出所需的非圆截面。
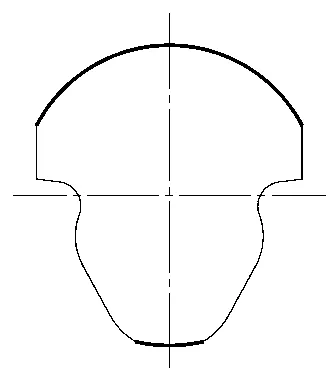
图1 曲轴截面示意图
对于非圆截面加工来说,由于加工表面质量要求较高,主轴转速较高,必须保证主轴高速转动与刀具高频响应的协调控制。相对于凸轮类非圆截面数控车床,此类零件的加工不需要恒前角刀具驱动装置,只需要大行程大、高频率响应的刀具驱动机构,因此采用直线电机作为快速刀具进给伺服机构(Fasting Tool Servo,简称 FTS)[3]。为了减小刀具与主轴之间的跟踪误差,将自抗扰控制方法运用与刀具高速驱动机构控制中,主轴和刀具驱动机构的协调控制采用基于PMAC运动控制中的时基控制法,实现主轴高速转动过程中的刀具协调往复运动控制。
1 同心不等径截面车削系统结构
图2为该型非圆截面数控车削系统结构,该系统包括普通数控车削单元、高频响应刀具驱动单元。直线电机安装在数控车床托板上,驱动刀具做高频响应往复运动。工业控制计算机生成所需的刀具运动轨迹作为参考轨迹,发送到运动控制器PMAC中作为FTS的理想运动轨迹,而FTS的实际径向切削位置由线性光栅传感器反馈给PMAC。主轴位置测量采用旋转编码器,其产生的脉冲序列信号触发快速刀具伺服系统,触发方式采用PMAC时基控制法。PMAC可编程多轴运动控制器采用Motorola的DSP56001为CPU,是一台完整的计算机,它除可以通过存储在内部的程序进行单独的操作外,它还是一台实时的、多任务的计算机,能自动对任务进行优先等级判别,从而使具有高优先等级的任务比具有低优先等级的任务先被执行。在采样期间,PMAC处理传感器信息和所需的刀具轨迹控制算法,它产生的控制信号发送到放大器驱动执行机构。

图2 非圆截面数控车削系统
2 快速刀具驱动机构设计
根据直线电机工作原理和机械结构,可将其简化为一弹簧质量系统,系统动力学方程为:

式中:m——运动部件质量,c——系统阻尼系数,k——弹簧刚度系数,x——电机轴相对于定子的位移,Fa——直线电机驱动力,Fd——外界阻力(主要是切削力),t——时间变量。
由于外界阻力(切削力)是非线性和时变的,因此在建模和控制过程中可看作是外部激扰,由此可得系统的传递函数为:

在非圆截面车削过程中,刀具驱动系统受到非线性切削力、机床振动及执行机构中的非线性摩擦和磨损的影响,是一个强耦合的非线性系统。因此,提高快速刀具伺服控制器性能对于提高结构表面加工精度和表面质量至关重要。自抗扰控制充分吸收经典PID控制的精华,将系统内部的未建模特性和系统外部扰动均视为通用扰动,然后利用扩张状态观测器实时估计扰动,并在控制律中加以补偿,具有很强的适应性和鲁棒性[4]。
由方程(4)可知系统动力学方程的解可写为:

x,˙x,¨x分别为为直线电机位移、速度和加速度,b为常量,u为由电机产生的驱动力,ω为切削力扰动。
图3给出了自抗扰控制技术结构图,包括跟踪微分器(tracking differential,TD)、扩张状态观测器(extended state observer,ESO)和非线性反馈控制器三部分组成,微分跟踪器的作用是的作用是给出不可微输入信号的跟踪信号及其微分信号,扩张状态观测器(ESO)实时估测出被控对象的各阶状态变量和系统的总扰动中的未知部分,并给予补偿。
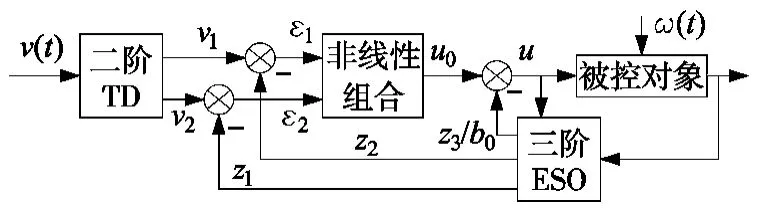
图3 自抗扰控制器结构图
3 主轴与FTS协调控制
主轴与FTS系统的协调控制是系统的关键,在同心不等径非圆截面加工中,刀具往复频率是工件旋转频率的2倍,工件转动1圈,刀具往复运动2次,通过PMAC卡提供的时基控制功能来实现。PMAC通过时基控制程序通过定义主轴编码器和程序执行之间的联系变量——实时输入频率,从而把位置轨迹表述成为时间的函数,这样把主轴的运动和程序的执行联系起来。轨迹被定义为位置和时间的函数,在主轴变速时,程序不需要调整实时输入频率,通过定义放大倍数实现。具体步骤为:①信号解码:由一个增量式编码器输入正交信号作为输入PMAC的解码信号,并通过定义PMAC的I变量选择解码方式;②插值:接着采用通用的1/T插补法,提供一个理想的计数数据,可以提高平滑度;③时基计算:通过对PMAC的I变量的设置,使系统启动电子凸轮的控制模式;④编写触发时基的运动程序,使所有从动控制轴停止在等待触发点上,在未被触发前时基必须被冻结,以防止开始运动;⑤通过PLC程序来触发时基,为了使系统可靠地执行,运动控制程序不能启动触发器;⑥一旦触发器准备完毕,PMAC就等待主编码器的基点信号,以触发时基程序。
4 车削实验及结果分析
利用该车床对某曲轴平衡块部分进行加工实验,该平衡块长圆弧半径为72mm,短圆弧半径为74mm,一根曲轴上有8个平衡块需要加工,每两个平衡块之间的相位差为180°,主轴转速为800r/min,进给量为0.1mm/rev,切深0.5mm,曲轴材料为球墨铸铁,实验结果如表一所示。
从表1可看出,采用该方法加工出的曲轴平衡块截面最大跟踪误差小于19μm,达到IT6精度,表面粗糙度为Ra1.6。

表1 实验跟踪误差
5 结论
将自抗扰控制技术和PMAC时基控制法应用于同心不等径圆弧非圆截面车削系统中,能够提高加工效率与加工精度。通过实验验证,可得到以下结论:①基于自抗扰控制的直线伺服单元具有良好的跟踪性和鲁棒性,能够满足非圆车削的精度要求。②基于PMAC时基控制法的非圆截面数控车削系统能够完成主轴旋转与刀具进给的协调控制。
[1]江思敏,王先逵,吴丹,等.凸轮数控车削系统关键技术的研究[J].机械工程学报,2003,39(12):135-139.
[2]D.Wu,K.Chen,X.Wang.Tracking control and active disturbance rejection with application to noncircular machining[J].International Journal of Machine Tools and Manufacture,2007,47(15):2207 -2217.
[3]吴丹,王先逵,赵彤,等.非圆车削中刀具运动实现方法[J].清华大学学报(自然科学版),2003,43(11):1472 -1475.
[4]韩京清.从PID技术到自抗扰控制技术[J].控制工程,2002,9(3):13 -18.
[5]韩京清.自抗扰控制器及其应用[J].控制与决策,2002,13(1):19-23.
[6]曹辉,要小鹏,龚伟.非圆截面车削数控系统研究[J].制造技术与机床,2009(12):63-65.
[7]曹辉,李双跃.基于自抗扰控制的非圆截面数控车削[J].机械设计与研究,2011,27(1):77 -79.
[8]宋东超.数控活塞车床直线伺服刀架的设计[J].组合机床与自动化加工技术,2012(1):93-95.
(编辑 赵蓉)
Research on the Technology of Concentric Different Diametric Noncircular NC Turning
CAO Hui1,LIANG Ning2,ZHANG Na2
(1.School of Manufacturing Science and Engineering,Southwest University of Science & Technology,Mianyang 621010,China;2.Sichuan Technology and Business College,Chengdu 611830,China)
To improve the quality and efficiency ofmanufacturing the concentric different diametric noncircular parts,the machining methods of such part had been studied.A fast high-precision NC turning system was presented.The structure of this system was designed.Fast tool servo(FTS)system applied a voice coilmotor based on active disturbance rejection control.The time-basemethod of PMAC(programmablemulti-axis controller)was used as numerical control system to synchronize the tool feeding and the workpiece rotation and complete the automatic turning.The results show that the accuracy and processing efficiency of this typemachining has been improved.
noncircular;linear motor;active disturbance rejection control;PMAC(programmable multi-axis controller)
TG5;TP273
A
1001-2265(2012)08-0059-03
2012-02-28;
2012-03-12
国家高新技术研究发展计划(863计划):(2009AA110303)资助项目;西南科技大学青年基金资助项目(11ZX3147)
曹辉(1976—),男,宁夏固原人,西南科技大学制造科学与工程学院讲师,在读博士,主要研究方向为数控技术及机电系统设计,(E -mail)ch_hello@163.com。