初学者对冷冲压中冲裁模设计刃口尺寸计算(配做法)中容易出现的几个误区
2012-01-26许傲
许 傲
(贵州电子信息职业技术学院,贵州 凯里 556000)
振兴和发展中国的模具工业,日益受到人们的重视和关注。在模具工业的总产值中,冲压模具约占5 0%,塑料模具约占3 3%,压铸模具约占6%,其他各类模具约占1 1%。由此可见,冷冲压模具在模具工业中的地位举足轻重。可是对很多初学者来说,模具设计依然较为困难。对模具设计中碰到的很多问题,较难理解,下面就初学者在模具设计中容易出现的刃口尺寸计算理解错误提出几点看法和理解。
1 刃口增大的尺寸
很多初学者,对尺寸增大理解不够,错误认为尺寸增大为冲裁件尺寸的增大,对于增大尺寸,要根据冲裁件属于落料还是属于冲孔,若属于冲孔件,则选凸模作为参考,如属于落料制件,应选择凹模作为参考。冲孔件中,凸模大小决定所冲孔径大小,落料件中,凹模尺寸决定落料件尺寸的大小。例如落料件,随着冲裁次数增多,模具与板料之间的摩擦而产生的磨损逐渐增大,凹模刃口尺寸逐渐增大,因而落料件尺寸逐渐增大,落料凸、凹模之间间隙Z增大,冲裁件塌角增大,模具磨损减小,此时模具刃口尺寸的计算选用的基准为凹模,凹模刃口尺寸计算公式为:
Aj=(Amax-x△)0+0.25△,其中x为磨损系数,△为制件公差。
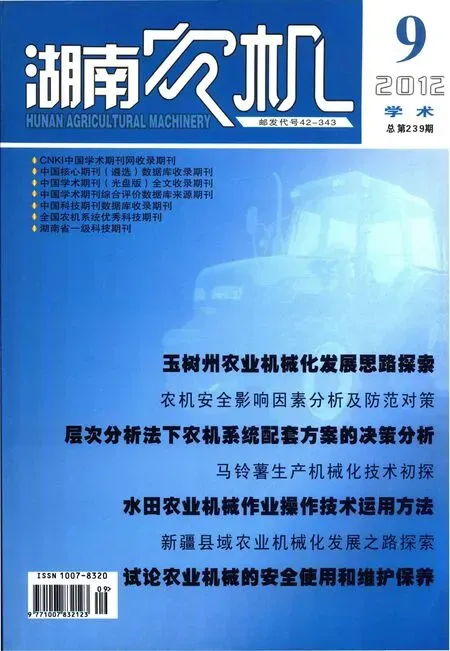
对初学者,容易把制件尺寸增大还是与模具刃口尺寸增大混淆,容易把落料与冲孔混淆,若属于落料件,则增大的尺寸为落料凹模尺寸,若属于冲孔件,则增大的尺寸为凸模尺寸。如图1所示,若为落料件,则选凹模作为参考基准,A尺寸对应凹模部位随着冲裁次数的增加而增大,故为增大尺寸,应用上述公式计算凹模对应A部位尺寸。
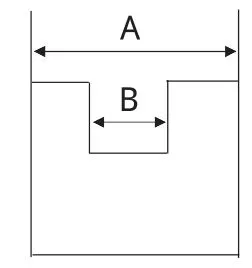
图1 凹模图
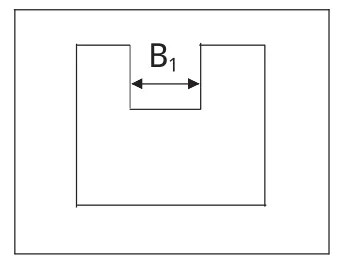
图2 凹模轮廓形状
2 刃口尺寸减小
如图1所示落料件,B尺寸也选凹模作为参考基准,凹模轮廓形状如图2所示。B尺寸对应凹模位置为B1位置,B1位置随着冲裁次数的增加,磨损加剧,因而B1位置越磨越薄,故落料件B尺寸对应凹模随着冲裁次数的增加而导致B1尺寸减小,属于减小的尺寸,应选用的计算公式为:Bj=(B+χ△)-0.25△0,其中χ为磨损系数,△为制件公差。
3 刃口不变尺寸
如图3所示落料件C尺寸,所对应凹模尺寸为图4所示C1尺寸。
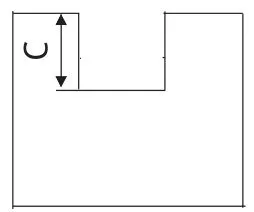
图3 落料件尺寸图
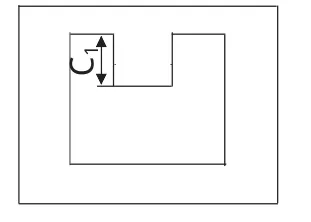
图4 凹模尺寸图
随着冲裁次数增加,C1尺寸线箭头所指两端面与冲裁板料间摩擦系数相同,故磨损量相同,因而C1尺寸变化不因冲裁次数增加而有任何变化,属不变尺寸,应用计算公式为:

对于以上三个公式的理解,应根据制件属于落料还是冲孔而进行判断,不管是冲孔件还是落料件,只要是增大尺寸,都应用Aj=(Amax-χ△)0+0.25△进行相应凸模或凹模尺寸计算,只要是减小尺寸,都应用Bj=(B+χ△)-0.25△0进行模具相应位置尺寸计算,如属不变尺寸,则用Cj=(Cmin+0.5△)±0.1 2 5△进行计算。
如图5所示零件,材料为1 0钢,料厚为2 m m,求配加工的凸、凹模刃口尺寸及公差。在做这个制件时,要能区分此图形表示属于落料件还是冲孔件,因图形外形标注有详尽尺寸,应理解为外形属于落料,Φ5 m m孔属于冲孔,因此应予分别计算。解答过程如下:①查材料系数表可知系数C=0.0 6~0.0 9,由公式Z/2=C t可求得Zmax=0.3 6 m m,Zmin=0.2 4 m m;②外形落料尺寸中,由于落料时凹模为基准件,因此先计算凹模刃口尺寸。由图可知4 0 m m、1 6 m m、5 0 m m、4 4 m m、均为A类尺寸,2 2 m m为B类尺寸,1 2 m m、1 9 mm为C类尺寸,未注公差取I T 1 4级。
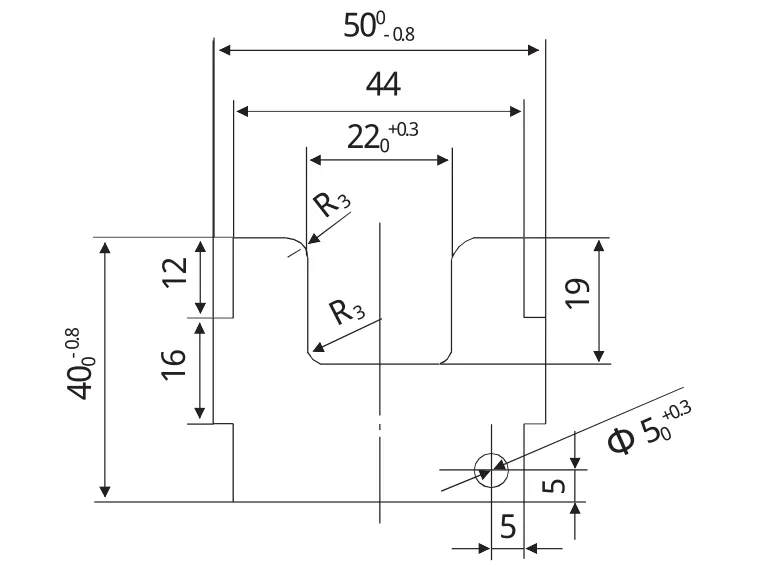
图5 零件
A类尺寸,查材料磨损系数表知道x=0.5,故5 0 m m处凹模刃口尺寸 Aa1=(5 0-0.5×0.8)+0.8/40m m=4 9.60.20m m;4 4 m m处凹模刃口尺寸 Aa2=(4 4-0.5×0.6 2)+0.62/40m m=4 3.7+0.160m m;1 6 m m处凹模刃口尺寸Aa3=(1 6-0.5×0.4 3)+0.43/40m m=1 5.8+0.1 10m m;4 0 m m处凹模刃口尺寸Aa4=(4 0-0.5×0.8)+0.8/40m m=3 9.6+0..20m m。B类尺寸查材料磨损系数表知道x=0.7 5,2 2 m m处凹模刃口B=(2 2+0.7 5×0.3)0-0.3/4=2 2.2 30-0.075m m。C类尺寸1 6 m m处凹模刃口尺寸 C 1=(1 9±1/8×0.5 2)m m=1 9±0.0 7 m m;1 2 m m处凹模刃口尺寸 C 2=(1 2±1/8×0.4 3)m m=1 2±0.0 5m m。
图中R3与中心距5 m m可不计算。R3由修模时得到,中心距由模具装配保证,落料凸模按落料凹模配作,保证最小间隙为0.2 4 m m。冲Φ5 m m孔时凸模尺寸d=(5+0.5×0.3)0-0.3/4m m=5.20-0.075m m,冲孔凹模按冲孔凸模配作,保证最小间隙为0.2 4 m m。