数控加工凸轮的项目教学
2012-01-25毕长波
毕长波
(秦皇岛职业技术学院,河北 秦皇岛 066000)
弧形板凸轮是圆柱凸轮的一部分,它的工作面是一条带状曲面。它加工的重点首先是要保证凸轮的轮廓形状准确、表面光滑,保证凸轮机构的运动精度和平稳性;其次是保证曲面与从动件滚子的接触精度。凸轮工作曲面的加工工艺参数主要包括:刀具选用、刀具路径、工件的装夹和对刀操作等。
1 凸轮的制备
用不锈钢板卷作为工件的毛坯,车削加工使零件达到图纸尺寸和表面质量要求(弧板外径为840mm)。通过对钢圈沿斜线切割,将一个钢圈分割出三个零件毛坯,进一步切割使零件各斜面留3~10mm的加工余量。随后对获得的弧形板凸轮进行校正,使圆弧半径偏差在2mm之内,切削加工后再进行进一步矫正。对弧形板凸轮在立式加工中心(或铣床)上加工,运用CAM软件生成凸轮曲面加工的程序,采用UG/NX4.0软件进行曲面建模和生成加工程序。
2 凸轮工作曲面的创建

图1
凸轮工作曲面的创建分两步,空间曲线和带状曲线的创建。
(1)空间曲线的创建。图1显示了展开凸轮工作曲线的原始数据。
首先创建圆柱,步骤如下:①进入UG/NX4.0的建模界面;②插入一个草图,在X—Z面按照图二尺寸创建平面图形;③将平面曲线缠绕在840 mm的圆柱面上生成空间曲线。需要创建的圆柱略高于轮廓曲线高度(136),高度设为150,圆柱轴线沿着Z轴,放置在与平面曲线相切的位置。
然后创建缠绕曲线,步骤如下:①选择圆柱面;②选择曲线所在的平面;③逐段点取平面曲线。;点击“应用”,生成缠绕在柱面上的凸轮工作曲线。
2 带状曲面的创建
凸轮的工作曲面是一条沿着空间曲线,宽度等于凸轮板厚度的带状曲面。采用“已扫掠”方法,具体步骤如下:①选择偏置曲线(空间曲线),逐段点取;②输入“偏置距离”——25,即条状曲面的宽度。③激活第二步——“偏置视图”。曲面的矢量方向选择Z轴,即凸轮的轴线方向。这里偏置方向指向内侧,否则“切换偏置侧”。④点击“应用”生成带状曲面。
3 生成曲面的加工
凸轮顶面的加工包括凸轮的上升和下降两部分曲面,以及与顶面的圆弧过渡部分。因此需要将曲面分割成上升和下降两个部分,步骤如下:①在曲面上欲分割的部位画出两条分割线,并与曲面一起复制到20层和30层各一份备用;②在第20层进入“修剪片体”操作,第一步在欲保留的一侧点选曲面,自动进入下一步,点选分界直线,③点击“应用”,这样修剪掉掉曲面右侧的大部分,只保留左侧少部分,如图2所示。
同样,在第30层完成修剪操作,只保留右侧部分。打开20层和30层,同时显示两部分曲面。
(1)刀具的选择。加工空间曲面采用10的普通高速钢立铣刀,特点是刀刃锋利,切削力小。加工时沿条状曲面的长度方向,自下而上单向提刀切削,而立铣刀的端面刃不切削,仅有刀具的侧刃工作,这样切削平稳,生产效率高。

图2
粗加工时每次吃刀深度为2 mm,采用UG软件生成子程序,调用5次,为下一步的精加工留0.3 mm的加工余量。换一把新刀进行精加工,精加工时仍采用单向提刀切削方法,只是刀路比较密集,以保证曲面加工质量。精加工时平端立铣刀切削至曲面顶部圆弧的过渡区,刀具端面刃起修光作用。
(2)生成曲面的加工。曲面的生成程序如下:①进入UG NX4.0加工模块,选择“轮廓曲面区域(Contour surface Area)”的铣削方法;②进入对话框,点选“编辑参数”,进入“曲面驱动方式”对话框,选择驱动几何体;③点选左侧的一段曲面,出现的三个箭头中,指向斜上方的箭头表示曲面法向方向,否则点击“材料反向”。点击“切削方向”后出现8个箭头,其中向上的箭头表示刀具仅沿着曲面长度方向向上提刀切削。
4 工件的加工
(1)装夹工件。弧形板凸轮在VMC1000立式加工中心上进行加工。采用两台相同规格的平口钳定位和夹紧工件,如图3。首先将钳体在其底座旋转一定角度,以便适应弧形板的形状。两台平口钳底座的定向键要放置在机床工作台的同一“T”形槽内,夹持点尽可能靠近凸轮需加工的部位。工件定位后,旋紧连接平口钳底座和工作台的螺栓,初步施加夹紧力后,旋紧防止平口钳底座与钳体相对转动的螺丝。调整各个方向工件的位置,使其的准确定位后,旋紧各个螺丝。这里每台平口钳钳口与弧形板形成了三条线接触,弧形板柱面与弧形板外侧的钳口平面相切,这样工件表面一般不会受到损伤。由于弧形板内侧的钳口棱边可能会使工件内侧形成压痕,通常需要加垫铜片。此外,弧形板的弧度的可以通过平口钳的夹紧力微调,造成弧板半径变化,这有助于准确对刀。
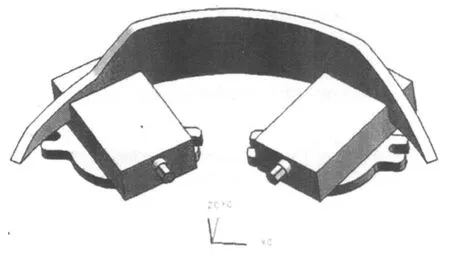
图3
(2)坐标系与对刀。将工件坐标原点设置在弧形板的顶面圆心处,如图3所示。为便于测量,对刀时在机床主轴上安装一个中心钻,并移至工件的圆心处,然后分别测量凸轮毛坯两端和中点的内侧到中心钻的距离。通过调整主轴位置使三处的测量半径相等。毛坯的圆心找到后,设置机床的工件坐标系。此外,还需测量毛坯左端点的位置尺寸。试切工件左侧上升和右侧下降,检查走刀路径与工件是否吻合,必要时调整工件原点(G54)的偏置值。
通过指导学生使用普通数控立铣刀加工弧形板凸轮的过程,使学生掌握了凸轮制备、刀具选用、刀具路径、工件的装夹和对刀操作等工艺优化方法。
