高强度铜包铝镁线制备工艺改进与实践
2012-01-25谭世海石胜平熊隽迪
谭世海,石胜平,熊隽迪
(1.重庆电力高等专科学校,重庆 400053;2.重庆市酉阳供电有限责任公司,重庆酉阳 408000)
高强度铜包铝镁线制备工艺改进与实践
谭世海1,石胜平2,熊隽迪1
(1.重庆电力高等专科学校,重庆 400053;2.重庆市酉阳供电有限责任公司,重庆酉阳 408000)
介绍高强度铜包铝镁线与铜包铝线的特点及其在高频信号传输中的趋肤效应,重点研究高强度铜包铝镁线包覆焊接法的制备装置、工艺及其改进措施,并分析制备工艺改进后生产的高强度铜包铝镁线产品质量及效果。
铜包铝镁线;包覆焊接法;制备工艺改进
0 引言
高强度铜包铝镁线在铝镁芯线外表面同心包覆薄的铜层,使铜和铝镁界面形成良好的冶金结合而形成一个整体金属线材,在保证使用性能的前提下,能同时兼备三种金属的优点。高强度铜包铝镁线与一般铜包铝线相比,具有线径小、抗拉强度高、伸长率大、耐腐蚀性好等特点,可以替代纯铜线,填补了一般铜包铝线不能适用的市场空间。铜包铝线是近几年来快速发展起来的新型合成高性能双金属线材,它具有节省大量稀缺铜资源,降低生产成本,提高信号传输质量,利于网络施工及改善生态环境等优点,是国家大力推广的新型纯铜芯电缆替代产品[1]。
1 高强度铜包铝镁线的高频趋肤效应
所谓趋肤(集肤)效应是指高频信号在导体上传输时,大部分电流都集中在导体的表面,而内部很少甚至没有电流通过的现象[2]。将导体内部电流减少到表面值的36.8%(1/e,e=2.718)时的深度称为趋肤(透入)深度δ。对于铜导体,其趋肤深度δ可用下式计算:

式中:δ为趋肤深度(mm);f为信号的频率(Hz)。频率f值越大,趋肤深度δ值越小。
常用铜包铝线的允许最薄铜层厚度与5~100MHz信号传输时的趋肤深度的关系如表1所示[3]。由表1中所示数据可知,常用铜包铝线的最薄允许铜层厚度比趋肤深度δ要大得多,因此使用相同尺寸的铜包铝线来传输高频信号在质量上没有影响。由此类推,高强度铜包铝镁线也是如此。

表1 常用铜包铝线透入深度与频率的关系
2 高强度铜包铝镁线的物理性能
铜包铝线是线缆行业中应用最广泛的双金属复合线材。它是表层纯铜与铝形成原子间冶金结合的金属复合线材,是在一根线材上发挥了两种金属材料的特性,即发挥铜的优良导电性和铝密度小的特性,具有单一金属无法满足的性能。因此,铜包铝线被誉为纯铜线导体的“更新换代”产品,是具有“趋肤效应”的高频信号的良好载体,铜包铝线主要用于同轴电缆内导体。
铜包铝线与纯铜线的物理性能比较见表2[4-5]。在质量和直径相同的条件下,铜包铝线与纯铜线的长度比为2.45∶1~2.68∶1,从而大大降低了电缆生产的成本。铜包铝线质量轻,便于运输、安装施工,可降低施工人员的劳动强度。

表2 铜包铝线的主要物理性能参数
高强度铜包铝镁线将铜的优良导电性、铝的密度小、铝镁合金的强度高等优点结合于一体,经过试验能够正常拉至Ф0.12 mm不易断线,克服了铜包铝线径Ф0.5mm以下产品的强度低、易断线等缺点。因此,它比铜包铝线扩大了产品应用领域,并且提高了抗拉强度与耐蚀性。如:高强度铜包铝、镁线不仅可作同轴电缆内导体、也可用作同轴电缆的屏蔽线,还可深加工成铜包铝镁轻型漆包线、用于航空航天的仪表线圈、音响线圈、小型电机和变压器的绕组等,成为高附加值导线。
3 包覆焊接法制备工艺改进与实践
3.1 包覆焊接制备工艺
铜包铝镁线的制备工艺必须确保两金属结合面接近到原子距离,而后经扩散热处理,最终形成界面的牢固结合。目前,铜包铝镁线一般采用国际上先进的包覆焊接工艺生产,包覆焊接装置如图1所示。
包覆焊接法是将经过清洗的铜带逐步形成圆管状,包覆在清洗过的铝镁芯线周围,采用氩弧焊将铜管的纵缝焊接起来形成线坯,然后通过拉拔和热处理工艺获得所需的线材直径和性能的工艺方法[6-7]。为了使铜层和铝镁芯在拉拔过程中能形成冶金结合,首先要对原材料(铜带和铝镁芯)进行彻底的焊前处理,采用机械法或化学法除去表面的油脂和氧化层后,再将铜带和铝镁芯线同时送入复合箱,并处于惰性气体保护中,以防止清理后的铜带和铝镁芯线再次氧化;然后在包覆焊接装置中,铜带在多对垂直和水平成形滚轮的作用下,沿纵向逐步形成圆管状并将铝镁芯包覆其中;继而进入焊接区用高速氩弧焊方法将圆管的纵缝连续不断地焊接起来,形成铜包铝镁线坯并缠绕在圆形卷盘上;随后将线坯送入拉丝机中,进行多道次的拉拔,以达到规定直径的线材,同时使铜、铝镁界面实现固相冶金结合;最后,通过热处理工艺赋予铜包铝镁线所需的力学性能[8]。其工艺流程如图2所示。
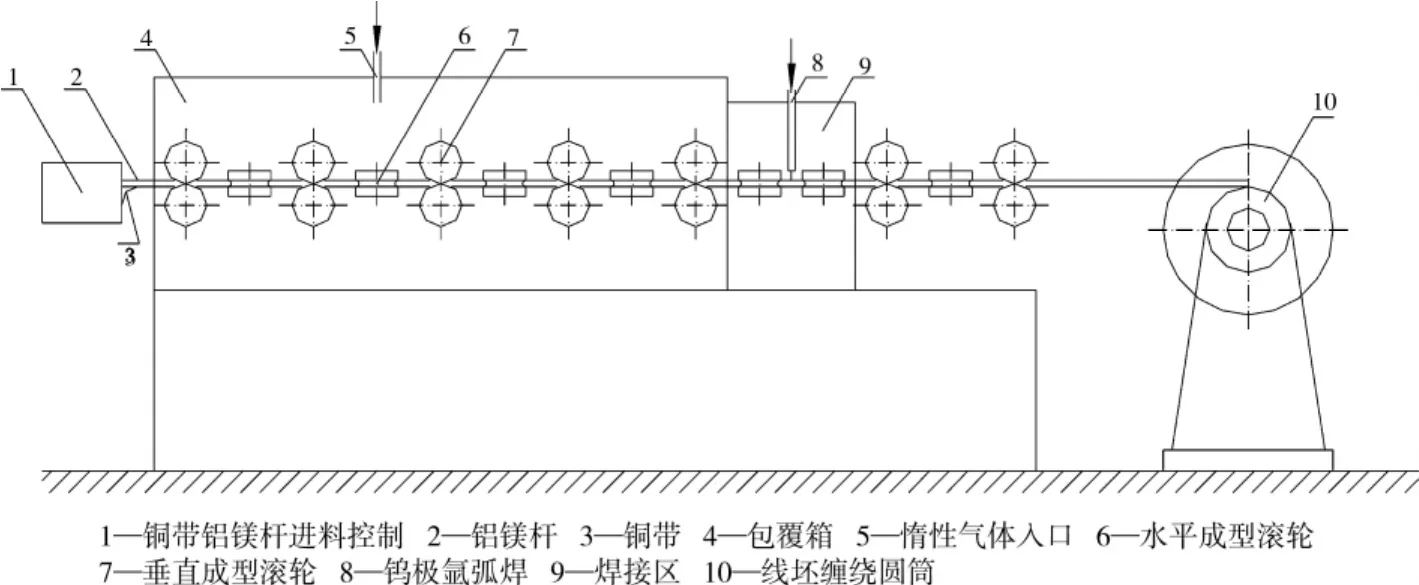
图1 铜包铝镁线包覆焊接装置结构改进后示意图

图2 铜包铝镁线工艺流程
该工艺中,铜层(铜带)采用密实性高、导电线好的高纯度精铜与铝镁线之间实现冶金结合,有较好密合性;铜层沿圆周方向及纵向分布均匀,同心度好;工艺相对简单,设备不太复杂可实现连续生产,为规模化大批量生产奠定了工艺基础,从而大大降低铜包铝镁线的生产成本。
3.2 包覆焊接设备改进与实践
根据铝镁合金杆强度高、加工过程中内应力大的特点,经过反复多次试验,创新设计,对传统包覆焊接装置进行了多项行之有效的改进,其具体措施是:增设铜带铝镁杆进料控制(见图1)、铜带防挂和异物去除、铝镁杆清洁等装置。实践表明,包覆焊接工序运行平稳可靠,产品质量也明显改善,产品的成材率平均达97.78%,比原来提高了4.78个百分点。
3.3 包覆焊接工艺改进与实践
3.3.1 主材选择
经过反复试验,筛选,在主材工艺要求上,选择的铝杆要达到:
(1)纯度高:≥99.65%的电工纯铝杆。
(2)抗拉强度:按照A6的指标,即110~130MPa。
(3)伸长率:按照A2、A6的指标,即≥11%。
(4)根据不同产品特点,满足不同线径、不同延伸率要求产品的加工需要,对Mg的含量控制在0.2~1.5%之间,达到强度与导电率的最佳结合点。
3.3.2 加工工艺参数
(1)模具排列方式。通过试验,在临近铜铝镁结合的线径时,改进模具排列方式为:ф3.8→ф3.7→ф3.6,ф3.5→ф3.4→ф3.3,有利于铜铝镁提前结合。
(2)采用较低温退火工艺。由于抗拉强度高,在拉伸过程中不易压延,甚至不能继续加工。通过反复多次试验,采用较低温退火工艺,即在拉伸至线径为 Φ2.4~4.4mm时,退火保温温度为185~200℃,退火时间为45~90分钟。此工艺能够达到后续工序拉伸对抗拉强度和伸长率的要求。而一般的加工工艺,是在线径为成品线径+0.05mm退火,并且退火温度为270~350℃。
(3)预防线材表面氧化。
产品的腐蚀或者表面氧化,将严重影响信号的传输和电缆的使用寿命,如何提高产品的耐腐蚀性,防止表面氧化就显得十分重要。具体采取方法:
①在成品拉伸时,使用经过多次对比试验的优化配方拉丝液,在铜包铝线表面增加了表面抗氧化液,使成品表面生成一层能够有效减缓氧化的保护层,大大提高了产品的耐腐蚀性,使产品表面被氧化的时间至少延缓2倍以上,延长了产品寿命。
②根据不同产品包装特点,在产品贮存和运输过程中,外套PVC袋,并将袋内抽成真空,再立即充入惰性气体,如氩气。这种保存铜包铝线的方法效果非常好,产品长时间放置也光亮如初,杜绝了铜包铝线产品被氧化和腐蚀的现象。
3.3 产品检测情况
经包覆焊接设备及包覆焊接工艺改进后的产品,已顺利通过SGS检测合格,其技术指标、性能均达到和满足标准及用户使用的要求。其主要指标检测结果为:
(1)线材光滑圆整,铜层密实性好;
(2)铜铝镁之间结合牢固而无分层现象;
(3)抗拉强度:289MPa(SJ/T 1123-2000:≥250Mpa);
(4)伸长率为:1.8%(SJ/T 1123-2000:≥1%);
(5)直流电阻率:0.02546Ω·mm2/m(SJ/T 1123-2000:≤0.02676Ω·mm2/m)。
4 结语
高强度铜包铝镁线在其应用领域代替纯铜线,降低了成本,能够对生产企业带来显著的经济效益,符合我国创建“资源节约型社会”的战略目标,并且符合我国环保产业政策。经改进的包覆焊接成型控制装置,保证了包覆焊接运行平稳可靠、产品质量明显改善,产成品的成材率提高了4.5个百分点以上,降低了产品的消耗其效果明显。
[1] 宋丽娜,岳旭东.铜包铝线的生产现状与发展[J].资源再生,2008,(8):43-45.
[2] 孙鉴,梁永春.铜包铝型同轴电缆的应用分析[J].科技促进发展,2009,(7):50-51.
[3] SJ/T 1123-2000,铜包铝[S].
[4] 李安,赵艳丽,赵勇慧,等.铜包铝线的规格与性能[J].有色金属加工,2008,(3):34-35.
[5] 戴雅康,刘丕家,李宗利.铜包铝线的选择与使用[J].光纤与电缆及其应用技术,2009,(1):5-7.
[6] 吴云忠,马永庆,刘世水,等.包覆焊接铜包铝线加工工艺与固相结合机理研究[J].焊接,2006,(4):40.
[7] 方晓英.液固相复合-轧制铜包钢线的组织性能及界面冶金行为[J].热加工工艺:铸锻版,2006,(3):9.
[8] 谢世坤,陈京平,万建新,等.双金属铜包铝线的制备工艺与力学性能[J].材料导报,2008,(5):83-84.
A Study on the Im provement and Practice of the M anufacturing Process of the High Strength CCAM W ire
TAN Shi-hai1,SHISheng-ping2,XIONG Juan-di1
(1.Chongqing Electric Power College,Chongqing 400053,China; 2.Chongqing Youyang Power Supply CO.,Ltd.,Youyang Chongqing 408000,China)
This essay introduces the characteristics of the high strength CCAM wire and the CCA wire as well as its skin effect in the high frequency signal transmission.Besides,itmainly focuses on the manufacturing equipment,process and improvementmeasures of the claddingweldingmethod of the high strength CCAM wire aswell as analyzing the improved welding effect and the improved quality of the high strength CCAM wire products.
CCAM wire;cladding weldingmethod;improvement of themanufacturing process
TM24
A
1008-8032(2012)04-0078-03
2012-02-28
谭世海(1968-),副教授、国家注册安全工程师,主要从事实践教学管理、电力工程类专业教学及研究工作、职业技能鉴定工作及电工类特种作业培训工作。
