内反射法快速准确检测等腰直角棱镜三个内角
2012-01-23王丽荣
王丽荣
(中山火炬职业技术学院 广东 中山 528436)
1 引言
等腰直角棱镜因其形状规则,接触面大,有45°和90°这样典型的角度,与普通的反射棱镜相比,更容易安装,对机械应力具有更好的稳定性和强度,因此是各类装置和仪器用光学件的最佳选择.棱镜生产厂家的订单中,等腰直角棱镜所占份额几乎在一半以上.因此,快速准确地进行直角棱镜角度的检测对棱镜生产厂家和客户来说都十分重要.通常对反射棱镜的角度检测包括光学平行差的检测和各个单角的检测.光学平行差的检测是通过内反射的方式进行,外界因素几乎不影响测量结果.单角的检测有绝对测量和相对测量两种形式,绝对测量费时长,不适合批量生产和检验;相对测量受标准板误差、测量平台误差等因素影响,易出现测量误差,不能满足快速准确检验的要求.本文介绍了一种利用内反射法快速准确检验等腰直角棱镜三个内角的方法.
2 基本原理
光线从反射棱镜的入射面垂直入射,在出射前对出射面法线的偏差称做反射棱镜的光学平行差[1,2].也就是将反射棱镜展开成平行平板后,该平行平板两个平面的不平行程度.光学平行差可以用两个相互垂直的分量表示,在入射光轴截面方向上的分量为第一光学平行差,用θI表示,它反映的是棱镜的角度误差.当反射棱镜存在光学平行差时,相当于展开后不是理想的平行平板,而是光楔,第一光学平行差就是该光楔的光楔角[3].根据此基本原理,我们可以很方便地推导出影响反射棱镜第一光学平行差的角度因素.
等腰直角棱镜从使用上来说,既可做一次反射棱镜DI-90°用,又可做二次反射棱镜DII-180°用.当光线从直角面垂直入射时,相当于一次反射棱镜 DI-90°;光线从斜面(也称大面)垂直入射时,相当于二次反射棱镜DII-180°.

图1 DI-90°直角棱镜原理图
根据DI-90°展开图可知
θI=δ45°
(1)
即:θI反映两45°角之间的差异.

图2 DII-180°直角棱镜原理图
根据DII-180°展开图可知
θI=2Δ90°
(2)
即:θI反映90°单角的实际值与理论值之间的差异.
3 生产车间实际检验
由式(1)、(2)可知,当等腰直角棱镜为一次反射棱镜DI-90°时,θI反映的是两45°角之间的差异,而并不能说明∠A和∠B单角与45°的实际差值,而做二次反射棱镜DII-180°用时,θI可反映出90°角的实际差值.当所要检验的棱镜图纸上并未标注光学平行差的要求,或是在光学平行差的要求之外,还另外要求了各个单角的角度误差时,必须考虑如何快速而有效地对各个单角是否符合图纸要求进行检测.下面介绍一种直接根据光学平行差来进行三个内角的综合检测的方法.
将一次反射棱镜的第一光学平行差用θI小表示,由式(1)得
∠Α-∠Β=θI小
(3)
将二次反射棱镜的第一光学平行差用θI大表示,由式(2)得
(4)
由三角形内角之和为180°
∠A+∠Β+∠C=180°
可得
∠C=180°-∠A-∠Β
将其代入式(4)中
(5)
式(3)加式(5)得
(6)
同样式(5)减式(3)后可得出
(7)
式(6)、(7)实际意义即为
(8)
需要求出45°单角的实际偏差值时,可用式(8)与式(4)相结合进行计算.
批量生产和检验时,常常只需要进行45°判别而不需计算出实际值,此时可将(8)式再变换为
(9)
式中各量均不需带正负号.
只需分别测出从直角面垂直入射时的第一光学平行差和从大面垂直入射时的第一光学平行差,就可利用式(9)判断45°单角是否超差.检验时应先从大面入射判断90°是否超差,如超差,直接判退.90°在要求范围内时,再从直角面入射进行检验.为方便检验人员快速判断,应由技术人员先做好检测数据表.
以图3为例.
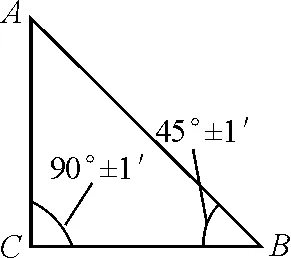
图3 直角棱镜实例
由90°±1′可知,从大面检测时,首先应确保θI大在2′以内,当θI大=2′时,根据式(9)计算
得
θI小≤1′
列表1如下.

表1 快速判定用表
实际检测时,应提供在仪器中实际观察到的φ值用表,以方便检验人员使用.φ=2nθ,测角仪分划板均按半角标注,则在仪器中所读φ值只需按φ=nθ即可.图3所示直角棱镜折射率为1.5时,表1可变换为表2.
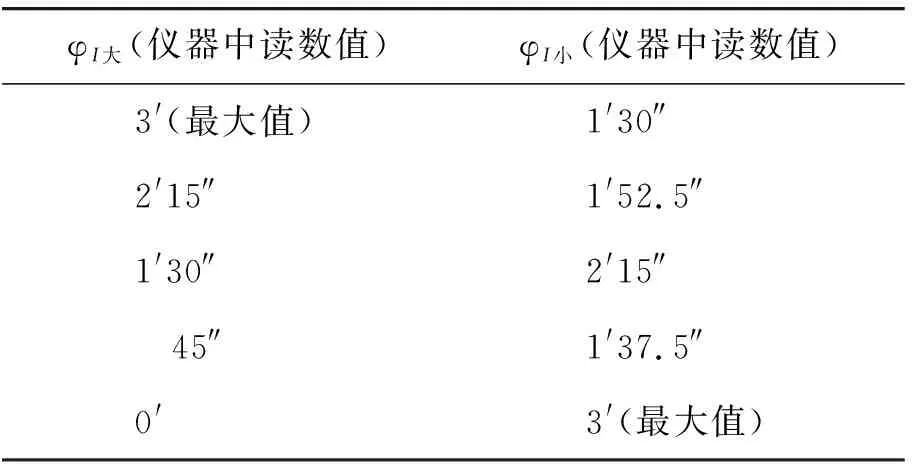
表2 快速判定用表
实际给出的检测用表应按测角仪的最小分度值列表,确保每次所读到的φ值都能在表中查到.
4 效果
使用内反射法,通过测量两个不同面入射时的光学平行差,即可判断所检棱镜三个单角是否符合规定的精度要求.
测量的精度分析:一般车间使用的测角仪最小分度值为15″,即φ值最低测量精度为15″以内.直角棱镜材料折射率按1.5计算时,θ最低测量精度在10″以内,分别代入式(2)和式(9),可得出,90°测量精度在5″以内,45°测量精度在7.5″以内.当所检测棱镜折射率越高时,测量精度越高;所使用仪器分度值越小时,测量精度也越高.该检测方法是利用内反射法,因此检测精度不受外界其他因素影响.
在车间使用该方法进行等腰直角棱镜的实际检测,实践证明,与传统检测方法相比,采用该方法显著提高了检测速度、检测精度和准确度.
5 结束语
本文对等腰直角棱镜三个内角的快速准确检测进行了研究,利用等腰直角棱镜既可做一次反射,又可做二次反射的基本特性,通过检测两次光学平行差来快速准确地进行三个内角的判断.实践证明该方法能够很好地解决等腰直角棱镜在单角检验时精度、速度和准确度的关系,大大提高了检测效率,有利于批量检验时推广使用.
参考文献
1 光学零件工艺手册编写组. 光学零件工艺学. 北京:国防工业出版社,1977
2 王之江.实用光学技术手册.北京:机械工业出版社,2006.153
3 舒朝濂. 现代光学制造技术.北京:国防工业出版社, 2008
