Recent Progress in the Development of Lightweight Porous Materials and Structures
2012-01-19LUTianJianZHANGQianchengJINFeng
LU TianJian,ZHANG Qiancheng,JIN Feng
(State Key Laboratory for Mechanical Structure Strength and Vibration,School of Aerospace,Xi'an Jiaotong University,Xi'an 710049,China)
Recent Progress in the Development of Lightweight Porous Materials and Structures
LU TianJian,ZHANG Qiancheng,JIN Feng
(State Key Laboratory for Mechanical Structure Strength and Vibration,School of Aerospace,Xi'an Jiaotong University,Xi'an 710049,China)
The realization of weight reduction with novel lightweight materials and structures is a key issue facing the development of modern ecological society as well as a challenge facing scientists and engineers worldwide.From large-scale structures such as oil platforms,high speed trains,aircraft fuselages,satellites and supersonic space vehicles to smallscale electronic devices,optimization towards compactness and lightweight has become an integral part of their development.Further,the reduction of weight is often accompanied by mulitfunctional requirements such as high strength/stiffness,efficient heat dissipation,noise/vibration/damping control and actuation/sensing,demanding cross-disciplinary research efforts across materials science,solid/fluid mechanics,physics,heat transfer,acoustics and applied mathematics.Low density porous materials have emerged as an important class of materials that has the potential to meetall these requirements,including cellular foams having random morphologies and lattice-like materials having periodic morphologies.Based mainly upon our own research work funded by the National Basic Research Program of China(973 project),this article presents a state-of-the-art review of recent research findings of lightweight porous materials and structures.Combined interdisciplinary efforts devoted to promote the development of this new class of materials with specific or multifunctional application potentials are summarized,covering such topics as materials processing,characterization of mechanical,thermal and acoustic properties,nondestructive testing and optimal design.
porousmaterial;materialsprocessing;mechanicalbehavior;heattransfer;soundabsorption;optimal design
1 Introduction
Porous materials/structures having different scales of pore are present everywhere.Even in the so-called porous world,the solid constituent may also exhibit porous morphology at the micro/nano level.Due to cognitive and technical limitations,only porous objects from atomic scale to planet scale are summarized here,as shown in Fig.1.The focus is not placed upon soft machines such as ubiquitous plants and animals,but rather upon man-made artificial porous materials/structures scaling from nano to macro scale.
Artificial porous materials are a class of materials with many different types of pore morphology,about 20% ~99%in porosity,with pore size ranging from nano via micro to macro scale.The existence of various types of pore(spheri-cal pore,polygonal core,random pore distribution,periodic pore distribution,gradient pore distribution,closed pore,open pore,etc.)at a certain scale leads to a series of special features such as physical,mechanical,biological,thermal,electrical,acoustic and optical properties.
For micro-and nano-pored materials,the main focus of development is to place functions first,lightweight second.The functions include electronics, magnetics, photonics,biotech,sensing,and filtration/separation.
For macro-pored materials,in addition to weight saving(and hence less consumption of energy resources),lightweight porous metals have a combination of attractive mechanical,thermal,acoustic and other properties to meet different civil and military application needs;and some can be produced in large scale and cheaply.These materials can be categorized into two main types:foams and lattice truss materials.Whilst the former has random cellular morphologies,either open-or close-celled,the latter has periodically distributed cells(often with fluid-through morphologies)that can be precisely designed and controlled during processing.
Highly porous cellular metallic materials are usually only or less than one-tenth of the parent materials in density and hence are typically termed ultralighweight cellular metals.The cellular topologies can be tailored for optimal mechanical,thermal and acoustic properties or their combination.Compared with traditional dense materials,cellular metals possess unique multifunctional attributes:low weight,high specific strength/stiffness,high energy absorption,heat dissipation,sound absorption,and multi-functional integration.In addition to weight-sensitive structures such as high speed transportation vehicles,other potential applications include blast/ballistic resistant structures,multifunctional structures(e.g.,load bearing plus active cooling or noise reduction or morphing or energy storage),and replacement for the structurally efficient but expensive aluminum honeycombs.Also,traditional honeycomb-cores sandwich configurations usually do not possess fluid-through morphologies.
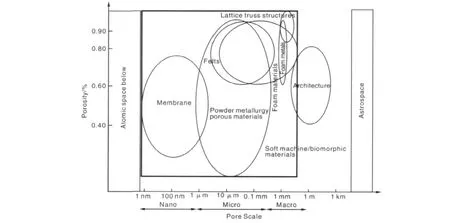
Fig.1 Different scales in porous world
Nature has been a great and successful laboratory where numerous porous objects have been invented.Most artificial porous materials are developed based upon inspirations or prototypes from the natural world.A current trend in the design and production of porous materials and structures is to produce materials with multi-scales,multi-structures,multi/hybridized functions and other features.Whilst the processing of such materials remains a challenge for materials scientists,learning from the nature is an efficient route to produce materials that answer up the challenges.
This review summarizes recent advances on the design and fabrication of porous materials supported by the 973 National Basic Research Program of China,shown in Fig.2,as well as the emerging interests in exploring their multifunctional applications.For porous materials having macro pore structures,emphasis is placed upon their application as load supporting structures with added functionalities including thermal management[1],blast wave mitigation and ballistic resistance[2].For porous materials with micro/nano pore structures,emphasis is placed upon special functionalities targeting a wide range of application areas such as electronics,magnetics,photonics,biotech,sensing,and filtration.The types of porous material considered include lattice truss structures,metallic foams,metallic felts,porous metals fabricated with powder metallurgy,porous membranes,and biomorphic materials.
The different technological methods used to fabricate porous materials are divided into welding,casting,powder metallurgy,chemosynthesis,biomorphic mineralization,etc.In general,each method can be used to prepare some types of the porous material,for a certain range of relative density and pore size.For materials processing,our research has focused on such porous materials as lattice truss materials,metal foams(open-or close-celled),metal felts,powder metallurgy porous metals,mesoporous films and biomorphic materials,with pore sizes ranging from nanometers to milli-meters.The base materials that have been considered include pure aluminum and its alloys,stainless steel,pure copper and its alloys,FeCrAlY,SiC,TiO2,carbon fiber,etc.The development of these materials is not only to master the relevant fabrication technologies,but also to further address fundamental issues related to their processing,properties and practical applications using a combination of experimental,theoretical and numerical approaches.

Fig.2 Scope of porous materials discussed in this review
2 Lattice truss structures
The development of metallic lattice truss materials has gone through two main stages:(a)matured technologies and equipments for mass-production and practical implementation of these materials;(b)further enhancement of material performance(mechanical,thermal,acoustic etc.,or a combination of two or three different properties for multifunctional applications)through topology optimization and process refinement.The selection of base materials has been expanded from metal materials to inorganic materials such as SiC and carbon fibers.
2.1 Metallic lattice-cored structures
Recent developmentofultralightweightlattice-cored sandwiches has been reviewed by Lu and Zhang[3],with focus placed upon various novel fabrication methods introduced to strengthen these structures(see Fig.3)and to enlarge the size of sandwich panels(see Fig.4).
We recently proposed[4]a new type of topology for constructing flat or curved lattice-cored sandwich structures,namely,the X-type structure as shown in Fig.3c.It is formed by two groups of staggered struts in the traditional pyramidal lattice structure,and fabricated by folding expanded metal sheets along rows of offset nodes and then brazing the folded structure(as the core)with top and bottom facesheets.It has been established,both experimentally and theoretically,that the out-of-plane compressive and shear properties of the X-type lattice structure are superior to those of the conventional pyramidal lattice structure(Fig.3a)[5].
The introduction of work-hardening to lattice-cored sandwiches has been exploited[6-7].For example,the extension of expanded metal sheet folding method to work hardenable materials(e.g.,304 stainless steel or 6061 aluminum)offers an opportunity to alter the mechanical properties of the parent material and hence the strength of the resulting lattice material(Fig.3b).With this approach,almost 100%of the original metal sheets can be made use of,lowering significantly the production cost in comparison with other processing methods.Experimental results show that the compressive and shear peak strengths of the work-hardened lattice structure are about 100%higher than those of the annealed one.

Fig.3 Lattice-cored sandwich structures fabricated from(a)brazed pyramidal trusses,(b)work-hardened pyramidal trusses,(c)brazed X-type lattice trusses(α=0.5),(d)work-hardened X-type lattice trusses(α=0.5),(e)brazed X-type lattice trusses(α=0.67),and(f)work-hardened X-type lattice trusses(α=0.67)
Work hardening was also introduced to strengthen the X-type lattice truss core of lightweight sandwiches(Fig.3d and 3f)[8].It was found that the enhanced mechanical properties of the work-hardened X-type lattice structures mainly originate from the contribution of straight struts with work hardening and low degree of curvature,rather than the two-dimensional(2D)staggered nodes.
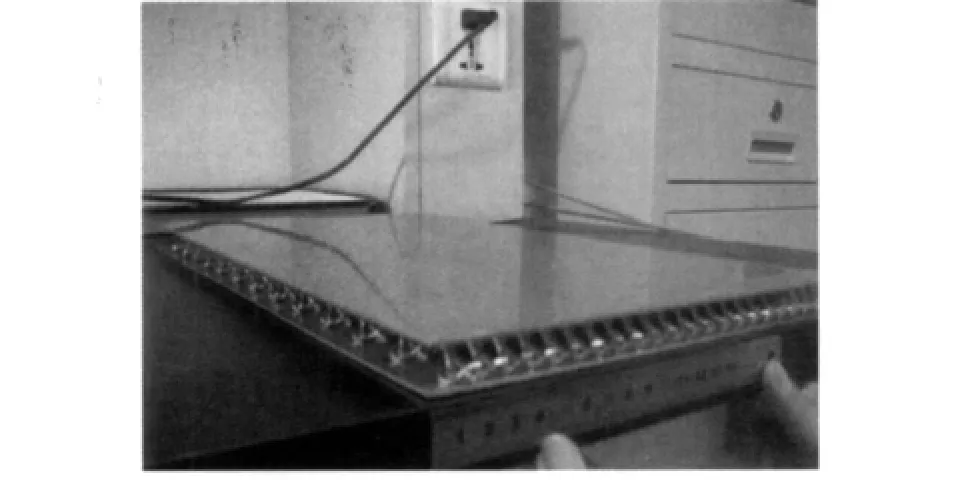
Fig.4 Enlarged lattice-cored sandwich panel
Minimum mass designs were obtained for box-section sandwich beams of varying cross-sections(Fig.5)in threepoint bending[9].The overall compliance of the hollow,tubular beams were decomposed additively into a global contribution due to macroscopic bending(Timoshenko beam theory)and a local contribution associated with transverse deflection of the walls of the hollow beam adjacent to the central loading patch.The structural response was analyzed for beams of square sections with various internal topologies:a solid section,a foam-filled tube with monolithic walls,a hollow tube with walls made from sandwich plates,and a hollow tube with walls reinforced by internal stiffeners(Fig.5a~f).Finite element analysis was used to validate analytical models for the overall stiffness of the tubes in three-point bending.Minimum mass designs were subsequently obtained as a function of the overall stiffness,and the relative merits of the competing topologies were discussed.

Fig.5 Square cross-section of a beam with various internal topologies:(a)a solid cross-section,(b)a foam-filled tube,(c)a hollow tube with foam-cored sandwich walls,a hollow tube with sandwich walls comprising,(d)a square honeycomb or(e)a corrugated core,and(f)a hollow tube with rib-stiffened walls
The load bearing and active cooling of a novel lightweight combustion chamber for pulse detonation engines was systematically studied[10-11].All metallic,hollow sandwich cylinders having 2D prismatic cores were optimally designed for maximum thermo-mechanical performance at minimum mass.The heated,sandwich-walled hollow cylinder was subjected to uniform internal pressure and actively cooled by forced air convection across the prismatic lattice core.The use of two different core topologies was exploited:square-and triangular-celled cores.The minimum mass design model was so defined that three failure modes were prevented:facesheet yielding,core member yielding,and core member buckling.The method of intersection-of-asymptotes,in conjunction with a fin analogy model,was employed to establish the optimization model for maximum heat dissipation.A non-dimensional parameter was introduced to couple the two objectives-structural and thermal-in a single cost function.It was found that the geometry corresponding to the maximum heat transfer rate was not unique,with square-celled core sandwich cylinders(Fig.6)outperforming those having triangular cells[10].As prototype,a four-layered sandwich cylinder with square cell was fabricated using the assembly and brazing technology(Fig.6b)[11].
2.2 SiC/C lattice truss structures
Porous SiC parts with complex shapes(Fig.7)have been fabricated by combining stereolithography(SLA)with reaction forming,with their geometries controlled by SLA.In this synthetic route[12-13],SLA was firstly used to fabricate sacrificial molds of designated internal structures.Phenol resin mixtures were then poured into the molds and,through curing and pyrolyzing,porous carbon preforms were obtained[14-15].Finally,porous SiC parts were fabricated by reactive infiltration of the preforms with liquid Si.However,the expensive mold material(photocurable resin)and the one-off mold not only increase the preparation cost but also result in the resources waste.To address the issue,cheap wax-molds were employed to fabricate SiC scaffolds[16].
2.3 Composite lattice truss structures
To deal with the disadvantage associated with conventional technologies,a new fabrication technology for fiber-reinforced sandwiches with columnar or pyramidal lattice truss cores(Fig.8)was developed[17-19].Both ends of the truss members were embedded into the facesheets without apparent interface between the core and the facesheet.The design led to significantly improved in-plane shear properties of the sandwich.In order to fully exploit the intrinsic strength of fiber-reinforced composites,another method for fabricating carbon fiber-reinforced sandwiches with pyramidal truss cores was developed based on the molding hot-press technique[20].In this method,the continuous fibers were all aligned in the direction of struts and hence the truss structure can fully exploit the intrinsic strength of fiber-reinforced composites.Experimental measurements demonstrated that the low-density truss cores had superior compressive strength.The low-velocity impact characteristics and residual tensile strength of the lightweight composite sandwiches have also been investigated experimentally and numerically[21-22].

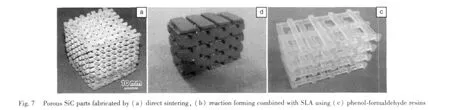

Fig.8 Carbon fiber-reinforced sandwiches with(a)columnar and(b)pyramidal lattice truss cores
2.4 Sandwich configurations having hybrid cores
Sandwich structures with polymer foam cores reinforced by composite columns,a new concept of sandwich configuration(Fig.9),were designed and fabricated[23].Samples with different densities of composite columns were processed,tested and analyzed under bending,out-of-plane compressive and shear loadings.The nonlinear behavior of the sandwich subjected to bending and shear loads was mainly attributed to the inclination and chain-like failure of the composite columns.

Fig.9 Foam-cored sandwiches reinforced by composite columns
Polyurethane foam-cored sandwich structures reinforced by metallic pyramidal trusses(Fig.10)were also designed and fabricated with in-situ foaming[24].Subsequent theoretical analysis showed that it is possible to design such materials with zero or negative thermal expansion coefficients[25-26].
Fig.10 Metallic truss-cored sandwich panel with close-celled polymer foam inserted
To increase the ballistic resistance of all-metallic sandwiches with lattice truss cores(Fig.11a),ceramic prisms were inserted in the core(Fig.11b).To integrate the ceramic prisms with the lattice trusses and the facesheets,the sandwich was infiltrated with epoxy resin.The epoxy resin and firming agent were injected uniformly into the ceramic filled lattice(Fig.11c)and cured.
Systematic experimental measurements and numerical simulations were carried out to evaluate three different types of pyramidal lattice-cored sandwich,i.e.,empty latticecored sandwich without any insertion,ceramic filled sandwich,and ceramic and epoxy resin filled sandwich.It was demonstrated that the ceramic insertions lead to significantly enhanced penetration resistance,while the additional use of the epoxy resin appreciably improves the ballistic energy absorption capacity of the whole sandwich structures.Therefore,the sandwich structure filled with ceramic and epoxy resin has displayed a potential to outperform the two other structures from the viewpoint of ballistic resistance and energy absorption.
We also prepared an interpenetrating network of metalceramic composite armor.Reaction bonded SiC ceramic plates(RBSC)with stagger arranged circular holes,as shown in Fig.12a,were used to fabricate ceramic-metal composite plates.Upon fixing the RBSC plate(after sandblasting)with graphite columns in a specially designed graphite mould,casting of the titanium alloy Ti-6Al-4V in vacuum was carried out.The Ti-6Al-4V encapsulated SiC ceramic composite plate fabricated using this route exhibits a sandwich-interpenetrating morphology,as shown in Fig.12b.At the Ti-6Al-4V/SiC interface,no obvious transition or reaction layer was found(Fig.12c),attributable to the rapid cooling in the present casting process as well as the relatively low activity of Ti in the Ti-6Al-4V alloy.
The ballistic penetration of the plate was evaluated experimentally using ballistic rifle.Numerical simulations with the method of finite elements were carried out to further explore the ballistic resistance of the plate in terms of local stress distribution,energy absorption by each constituent,ballistic limiting velocity and obliquity effect,as shown in Fig.13.Contributions of structural confinement and metalceramic interfaces to the overall ballistic performance of the plate were discussed.The excellent ballistic performance of the composite plate was attributed to the envisioned 3D sandwich-interpenetrating configurations that dictate energy absorption and stress wave propagation.

Fig.11 Three different types of sandwich plate:(a)empty lattice,(b)ceramic filled lattice,and(c)epoxy resin and ceramic filled lattice
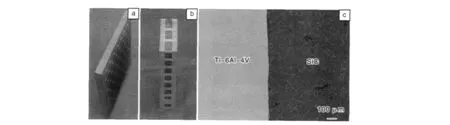
Fig.12 (a)SiC plate with ordered holes before casting,(b)cross-section of Ti-6Al-4V encapsulated SiC ceramic composite plate after casting,and(c)Ti-6Al-4V/SiC interface

Fig.13 (a)and(b)Finite element mesh details of projectile/plate system,(c)experimentally observed damage state of plate upon projectile penetration,and(d)predicted damage state and planar distribution of Mises stress around perforation
3 Metal foams
The study of cellular metallic foams has become attractive to researchers interested in both scientific and industrial applications.There are two defining characteristics of metal foams consisting of a solid metal(commonly aluminum)and a large volume fraction of gas-filled pores:one is high porosity,with typically 75% ~95% of the volume occupied by void spaces;the other is pore structure,i.e.,sealed pores(close-celled foam),or interconnected network(open-cell foam).Zhang etal.[27]systematically summarized the progress made in close-celled aluminum foams.After the early exploration stage,the technology development was increasingly focused upon strategic national needs[28]and hence a variety of special parts(Fig.14a~b),large-sized aluminum foam blocks(Fig.14c)with polygonal,sphere-like and spherical pores(Fig.15),and welded parts(Fig.14d ~ e)[29]were fabricated.

Fig.14 Close-celled aluminum foam:(a)~(b)a variety of special parts manufactured by the method of two steps foaming,(c)large-sized aluminum foam block,(d)~(e)brazed aluminum foam(integrity of brazing revealed after tensile failure of foam)and sandwich panel with aluminum foam core
For a better understanding of the solidification(cooling)of porous aluminum melt(Fig.15a),Zhang etal.[30-31]developed a theoretical model to predict the location of solidification front and full solidification time.The model was validated with solidification experiments with distilled water containing non-conducting circular pores.Full numerical simulations were conducted to study the influence of pore shape and calculate the pore shape factor introduced in the model(Fig.15b).Local solidification behavior around individual pores was also characterized,both experimentally and numerically. The theoretical model, simple and expressed in closed-form,can be used to guide the fabrication of high quality close-celled metallic foams via the direct foaming route.
Open-cell metal foams(Fig.16)are usually replicas using polyurethane foams with open cells as a skeleton.They have found a wide variety of applications including compact heat exchangers,energy absorption,infiltration,flow diffusion and lightweight optics.For instance,extremely fine scale open-cell foams,with cells too small to be visible to the naked eye,are used as high-temperature filters in the chemical industry.A variety of methods(Table 1)have been developed to expand the range of porosity for open-cell aluminum foams[32-33],including the high pressure infiltration process.This process consists of three stages.First,a porous compact made of NaCl powder or polymer particle is prepared by die-press under a carefully selected pressure.Second,the compact is infiltrated with commercially pure Al melt under pressure,yielding an ingot composed of NaCl and Al.The ingot is then machined to the required sample geometry.Finally,the NaCl particles in the finished sample are removed by leaching in hot water.The pores of the foam thus produced are virtually replicas of the individual particles of the NaCl powder used.
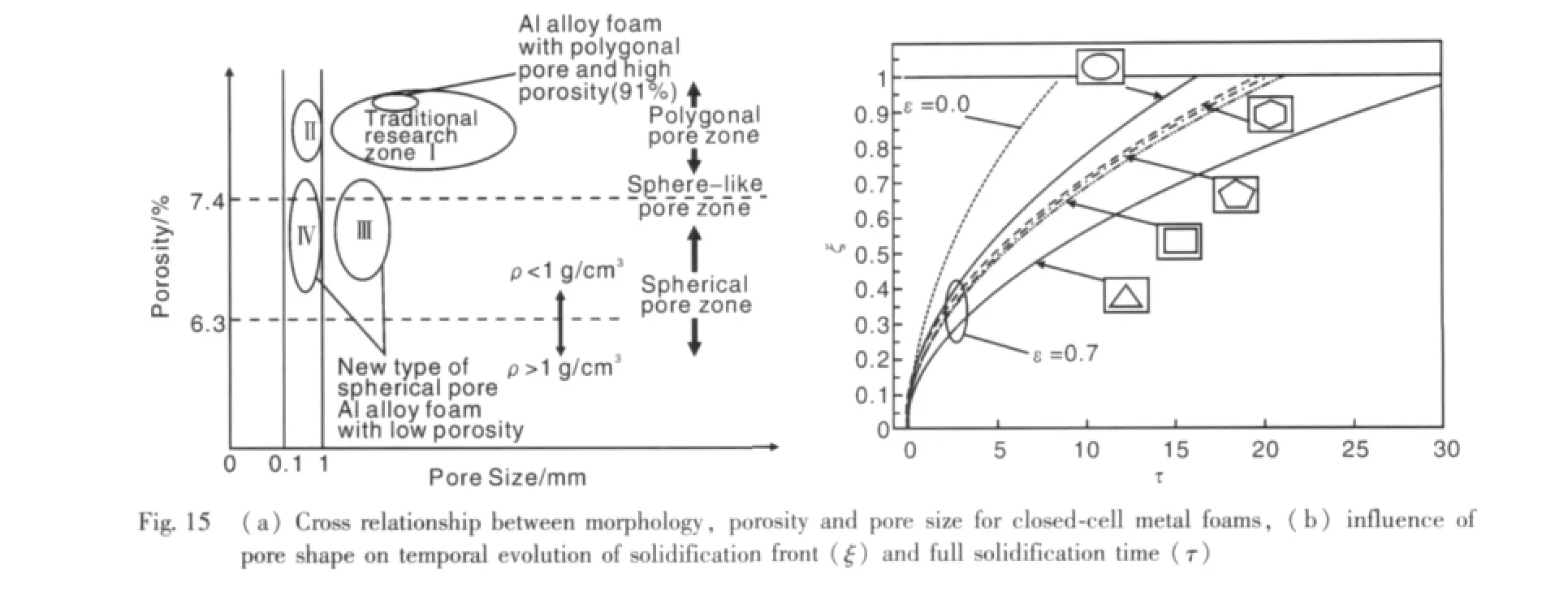
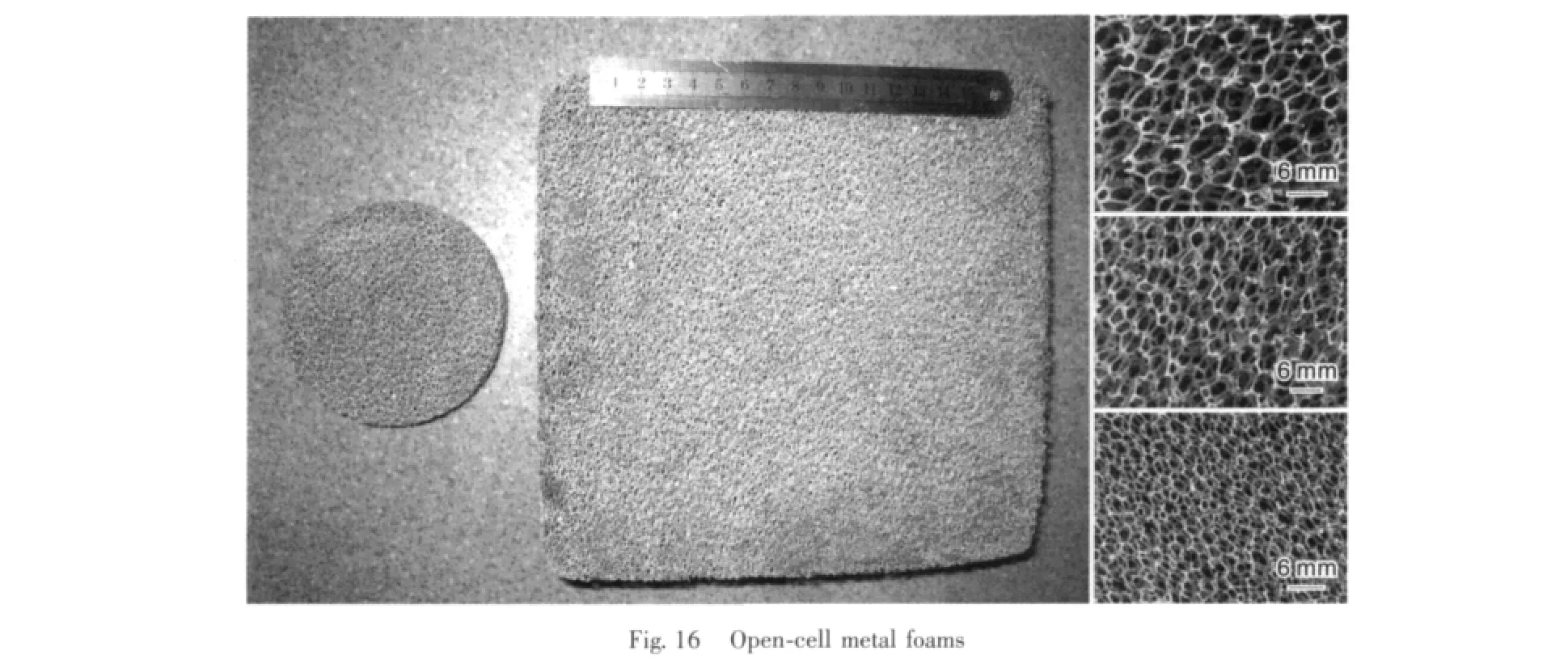

Table 1 Typical processing methods for open-cell metal foams
The ever increasing heat dissipation emitted by power electronics has led to increasing size and volume of heat sinks.Accordingly,the total weight of the heat sink is also increased.To address the issue,a systematic experimental study on the cooling performance of high porosity open-celled metal foam heat sinks under axial fan flow impingement has been carried out[34-35].It is demonstrated that,with only 50%of the total weight and volume of a conventional fin heat sink,the metal foam heat sink(Fig.17)can achieve a better cooling performance,depending upon topological parameters such as porosity and pore size.This remarkable reduction in total volume and weight results from the fact that relatively thin metal foam heat sinks could provide enough extended heat transfer area through a 3D topological network of highly conducting solid ligaments.
4 Porous metals fabricated by thin filaments
Highly porous metal felts made with thin filaments(with diameters ranging from 4 to 200 microns)of nonwoven metal are attractive for a range of applications,including energy absorption[36],heat transfer[37]and sound absorption[38].The finer the filament,the more open area is provided in a pure crosshatch pattern.Depending upon specific application needs,filaments of stainless steel[39],FeCrAlY,copper and other metal elements can be selected to provide the required performance(Fig.18).For enhanced filament bonding strength and structural integrity,porous metals fabricated with thin filaments are typically prepared using the sintering process in vacuum.The porosity is controlled by pressing the fibers(filaments)with a weight during sintering.

Fig.17 Conventional fin heat sink combined with axial fan(a),open-cell aluminum foam heat sink(b)
FeCrAlY felts(brazed fibrous porous metals)were developed for sound absorption applications in high temperature(up to 1 000 ℃)and corrosive environment,where non-metallic textile,ceramic or polymer products fail.In order to improve the sound absorbing capability of the fibrous porous metal at low frequencies and reduce the fluctuation of sound absorption coefficient at high frequencies,the sound absorption of gradient fibrous porous metals with different pore structures were studied[40].The gradient structures were assembled in different ways,combining two or more layers having different pore characteristics.The results showed that the gradient structure improved significantly the sound absorption coefficient at low frequencies.It was also found that the arrangement of porosity had obvious influence upon sound absorption,with the arrangement from high porosity to low porosity in the direction of incoming sound more beneficial.Built upon the phenomenological Biot-Allard model,a new effective bulk modulus formula was obtained by considering heat exchange between the metallic skeleton and air,and therefore an extended sound absorption model was put forward[41-42].Compared with the Biot-Allard model,the predictions from the extended model agreed better with experimental measurements,especially for surface acoustic impedance at high frequencies.
To characterize the complex pore structure of brazed metallic fiber felts,the fractal theory has been proved effective[43].Based on the fractal theory,the box dimension method was applied to characterize the pore structure by analyzing electronic scanning microscope images.The influences of image resolution,threshold value,and image magnification on the fractal analysis were investigated,and it was demonstrated that these factors need to be properly selected to achieve desirable accuracy of the fractal analysis.
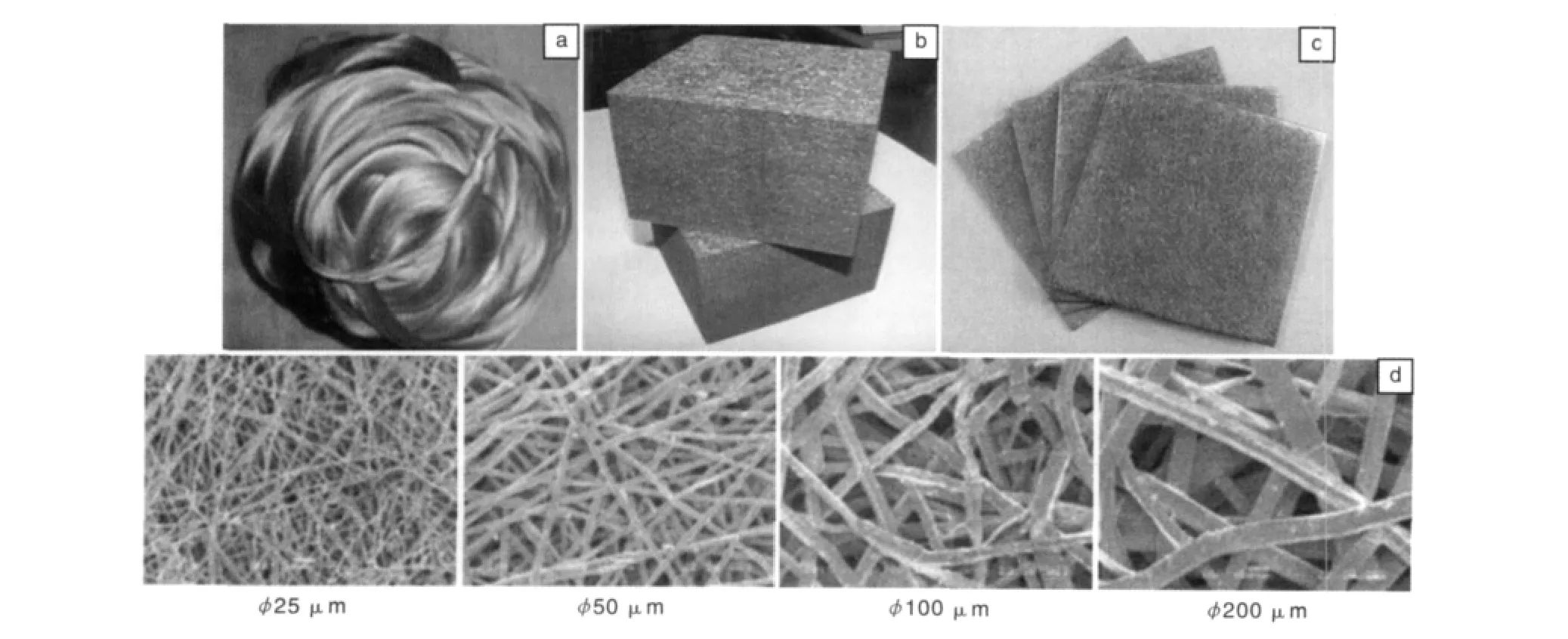
Fig.18 (a)Fine metallic fibers,(b)FeCrAlY felts,(c)copper felts,and(d)SEM images of porous metal media fabricated by stainless steel fibers
5 Porous metals fabricated using powder metallurgy method
The method of powder metallurgy has long been used to manufacture cellular metals of relatively low porosities.Sintered porous metals have been established as reliable,long-lasting media for efficient particle capture,flow restriction,sound attenuation,and gas/liquid contacting.More recently,high porosity pure copper and steel alloy(FeCrA1Y)foams with open cells(Fig.19a~b)have been fabricated via the metal sintering route.With this process,metallic particles are suspended in a slurry,and the slurry is then used to coat a polymer foam substrate.Once coated,the precursor is put through a mechanical press to eliminate the excess slurry.This procedure is repeated several times with the orientation of the material remaining constant.Once the polymer is coated with sufficient slurry to achieve the desirable relative density,the material is placed on a conveyor and passed through a series of furnaces.The firing process serves to sinter the metal particles together while burning out the polymer precursor.This method offers a cost-effective way for mass production compared to the more costly techniques of chemical vapor deposition(CVD)or investment casting.

Fig.19 (a)Copper foam and(b)FeCrA1Y foam fabricated with sintering route
For sintered FeCrAlY foams having open cells,Lu etal.[44-45]characterized their low Reynolds number fluidic properties,complementing previous studies on the influence of processing defects on stiffness and strength.The static flow resistance of the foam important for heat transfer,filtration and sound absorption was modeled based on the flow past isolated inclined cylinders and spheres at general incidence,with the interaction between neighboring ligaments accounted for.The model predictions,confirmed by comparison with experimental measurements,were subsequently used by Lu etal.[46-47]in a phenomenological acoustic model to predict the acoustic characteristics of the foam.The design space for a simple acoustic absorber incorporating the foam(targeting high temperature applications such as the acoustic liner of jet engines)was examined,with the effects of absorber size,foam selection,and foam spacing explored.
6 Mesoporous films
To prepare nanomaterials of titanium oxide with different morphologies,Shang and co-workers[48]developed a solvothermal method.Nanostructures,such as wire,rod,cube,and fiber,were synthesized in mass quantities by controlling either the concentrations of the precursor or growth temperature and introducing different additives in one simple system based on titanium tetroisopropoxide and ethylene glycol.In addition,composite films were made by embedding nanoparticles of p-type PdO semiconductor in a n-type titanium oxide matrix.With the assistance of nitrogen ion beam,these PdO nanoparticles were confined to less than a couple of nanometers.The resulting nanocomposite films demonstrated an unusual“redshift”in the optical absorption spectrum,contrary to the well-known quantum size effect from semiconductor nanoparticles.The absorption in the visible-light range was shown to result from absorption by metallic-like nanoparticles as palladium changed its valence state from Pd2+to Pd in nitrogen-doped titanium oxide matrix under visible-light illumination[49].As photocatalyst makes better use of visible light,the nanocomposite films may be used to make catalytic reactors that kill bacteria and viruses.
7 Biomorphic materials
As previously discussed,nature has developed materials,objects and processes that function from macroscale to nanoscale.The emerging field of biomimetics allows us to mimic biology or nature to develop nanomaterials,nanodevices and processes.The properties of biological materials and surfaces derive from a complex interplay between surface morphology and physical/chemical properties.Hierarchical structures with dimensions of features ranging from macroscale to nanoscale are extremely common in nature to provide the properties of interest.
A team led by Wu[50-51]found that the mosquito's legs are covered by numerous scales consisting of uniform microscale longitudinal ridges(nanoscale thickness and microscale spacing between)and nanoscale cross ribs(nanoscale thickness and spacing between).Such delicate microstructures and/or nanostructures on the leg surface lead to a water contact angle of 153°,leading to a surprising high water-supporting ability.This finding is helpful for designing innovative non-wetting materials.Alternatively,Fan and coworkers[52-55]studied leaf structures(e.g.,Fig.20[55])to better understand the process in order to replicate a manmade version of the leaf that could be adapted to do the inverse(splitting water to make hydrogen fuel)using a typical photocatalyst like titanium dioxide(one of the most abundant minerals on Earth).Using sunlight to split water into its components(hydrogen and oxygen)is one of the most promising methods for creating a sustainable,safe and cheap alternative to fossil fuels.There is no machine more efficient at using sunlight than the humble leaf.Through photosynthesis,leaves use the power of sunlight to assemble sugars using only carbon dioxide,oxygen and water.
8 Nondestructive testing and evaluation of porous materials
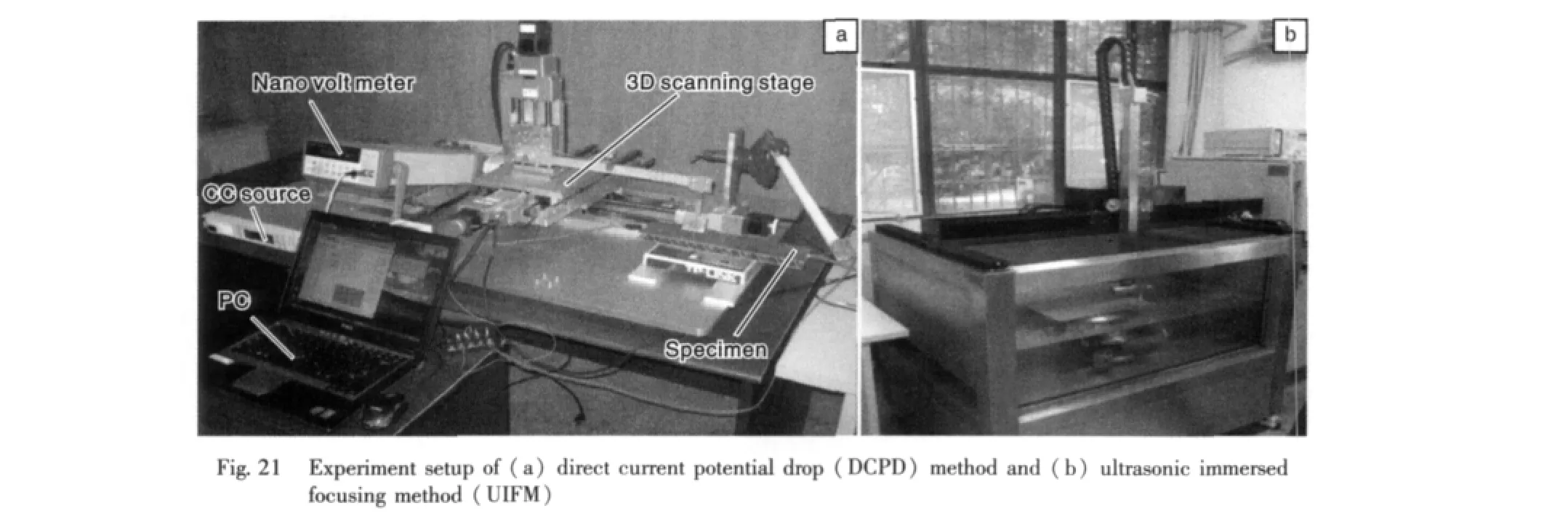
The presence of imperfections and defects in a porous material(induced during processing or service)weakens its mechanical,thermal,electrical and other properties.Nondestructive testing(NDT)is a wide group of analysis techniques developed to evaluate the properties of a material,component or system without causing damage.As conventional methods such as ultrasonic testing(UT)and radiographic testing(RT)are not suitable for detecting flaw and damage in porous materials,new techniques are needed.With focus placed on quality control of manufacturing processes as well as quantitative inspection of defects occurring during service,four methods have been developed for porous metals:direct current potential drop(DCPD)method,ultrasonic immersed focusing method(UIFM),eddy current testing(ECT)technique,and vibration signal detection method,see for example the experimental set-up shown in Fig.21.

The validity of the DCPD method for inspecting large bubbles in metallic foams was examined by Chen and coworkers[56-57].It was established that the DCPD is efficient for the detection of volumetric flaws in the foam.In addition,it was found that the position and size of cavity bubble flaws could be recognized from the potential signals.
To evaluate the feasibility of the DCPD method for lattice-cored sandwiches,a code for numerical simulation of DCPD was developed based on the electrical resistance network approach,with the facesheets and truss bars modeled as resistance networks[58-59].Numerical simulations were performed for different flaw sizes and electrodes arrangement.The results show that the DCPD is suitable for detecting welding flaws in lattice-cored sandwiches.
The UIFM method was also employed to detect welding defects in lattice-cored sandwich structures by C-scan inspection[60].The major influencing factors on results obtained were discussed and the testing error analyzed.Regarding the online detection on an actual work piece,it was found that using integrated ultrasonic immersed focusing array as well as multi-probe data fusion technology enhanced the detection precision.
Chen and co-workers[61]examined further the feasibility of using the ECT technique for lattice truss structures.Numerical models were proposed for two different kinds of lattice truss-cored sandwich plates.The ECT signals from the cracks in the welding zone and from the welding joints in the sandwich plate were simulated and their features were compared with those obtained using an FEM-BEM(finite element method-boundary element method)hybrid model.It was shown that the phase property of the welding noise and that of the crack signals were significantly different,the latter being more sensitive to the excitation frequency,and the crack signal polluted by the welding noise could be extracted by using the multifrequency signal processing algorithm.These results suggested that ECT was a promising NDT method for lattice truss-cored sandwich structures.
Though many methods exist for detecting damage in a structure,few can be used to identify the debonding(delamination)defect between the facesheet and core layer of a lattice truss-cored sandwich panel.A vibration signal based nondestructive testing method using uniform load surface(ULS)curvature was applied to detect such defects[62-63].The feasibility of the approach was investigated through numerical simulation for different damage configurations.The results showed that there is a good possibility to detect delamination defects from vibration signals by using the ULS curvature strategy.
9 Summary
To fully explore the multifunctional application potentials of lightweight porous materials in automotives,airplanes,recovery space capsules,high-speed trains,ships,high precision machineries,and microelectronics,to name just a few,an integrated multidisciplinary approach combining materials science and engineering,mechanical engineering,engineering mechanics,thermal sciences,acoustics and other disciplines is favored.Such an approach has been undertaken and implemented by our research group,supported by key national funding agencies.The team assembles experts from different disciplines to investigate the design,material processing,property characterization(stiffness/strength,vibration,energy absorption,damping,heat dissipation,sound proofing,and so on),optimal design,multifunctional integration,and industrial applications of the material.A comprehensive review of our research findings in recent years has been presented,with focus placed upon metallic foams and lattice truss structures.More studies are nonetheless needed to address major issues related to the low-cost mass production of these materials for multifunctional applications.
[1]Lu T J,Valdevit L,Evans A G.Active Cooling by Metallic Sandwich Structures with Periodic Cores[J].Progress in Materials Science,2005,50:789-815.
[2]Lu T J,He D P,Chen C,etal.The Multi-Functionality of Ultra-Light Porous Metals and Their Applications(in Chinese)[J].Advances in Mechanics,2006,36(4):1-20.
[3]Lu T J,Zhang Q C.New Advancement in Strengthening of Lattice Metal Sandwich Structures[J].Sci in China:E-Tech Sci,2010,53(3):875-877.
[4]Zhang Q C,Han Y J,Chen C,etal.Ultralight X-Type Lattice Sandwich Structure:1.Concept,Fabrication and Experimental Characterization[J].Sci in China:E-Tech Sci,2009,52(8):2 147-2 154.
[5]Zhang Q C,Chen A P,Chen C,etal.Ultralight X-Type Lattice Sandwich Structure:2.Micromechanics Modeling and Finite Element Analysis[J].Sci in China:E-Tech Sci,2009,52(9):2 670-2 680.
[6]Zhang Q C,Han Y J,Chen A P,etal.Experimental and Simulated Compression Properties of Strain-Hardened Pyramidal Lattice Structures[C]//The 7th International Conference on Materials Processing for Properties and Performance.Singapore:This Conference,2008:33.
如图3所示,36号化合物对Bcap-37,MCF-7和A549细胞存活均表现出抑制作用,且随浓度的增加,抑制细胞存活的作用增强。作用48h,抑制3种肿瘤细胞存活的IC50分别为22.4±0.8,35.7±1.2和(30.1±2.9)mg·L-1。选取存活率受36号化合物影响最大的Bcap-37细胞作为后续实验细胞,初步探索36号化合物可能的作用机制。
[7]Lu T J,Zhang Q C,Chen C,etal.Fabrication of Work-Hardening Pyramidal Sandwich Panel:China,CN ZL200810231704.4[P].2010-06-16.
[8]Lu T J,Chen C Q,Zhang Q C,etal.Fabrication of Work-Hardened X-Type Lattice Sandwich Panel:China,CN ZL200810231703.X[P].2009-03-18.
[9]Mai P S,Fleck N A,Lu T J.Optimal Design of Box-Section Sandwich Beams in Three-Point Bending[J].International Journal of Solids and Structures,2007,44:4 742-4 769.
[10]Liu T,Deng ZC,Lu T J.Bi-Functional Optimization of Actively cooled,Pressurized Hollow Sandwich Cylinders with Prismatic Cores[J].Journal of the Mechanics and Physics of Solids,2007,55(12):2 565-2 602.
[11]Lu T J,Chen C,Zhang Q C,etal.Fabrication of Multi-Layered Sandwich Cylinder with Square Cell:China,CN ZL200710199275.2[P].2009-08-19.
[12]Cui Z Z,Li D C,Qiao G J,etal.Peparation of Porous Carbon Template with Controllable Channels by Phenolic Resin Pyrolyzing[J].Journal of Inorganic Materials,2006,21:848 -854.
[13]Xu S J,Qiao G J,Li D C,etal.Reaction Forming of Silicon Carbide Ceramic Using Phenolic Resin Derived Porous Carbon Preform[J].Journal of the European Ceramic Society,2009,29(11):2 395-2 402.
[15]Xu S J,Li J,Qiao G J,etal.Pore Structure Control of Mesoporous Carbon Monoliths Derived from Mixtures of Phenolic Resin and Ethylene Glycol[J].Carbon,2009,47:2 103 - 2 111.
[16]Xu S J,Liu G W,Li J,etal.A Wax-Mold Route to Fabricate Polymer-Derived SiC Scaffold[J].Materials Letters,2010,64:347-349.
[17]Wang B,Wu L Z,Ma L,etal.Fabrication and Testing of Carbon Fiber Reinforced Truss Core Sandwich Panels[J].Journal of Materials Science& Technology,2009,25(4):547-550.
[18]Wang B,Wu L Z,Ma L,etal.Mechanical Behavior of the Sandwich Structures with Carbon Fiber-Reinforced Pyramidal Lattice Truss Core[J].Materials& Design,2010,31(5):2 659-2 663.
[19]Wang B,Wu L Z,Du S Y,etal.Compressive Behavior of Sandwich Structures with Carbon Fiber Reinforced Pyramidal Lattice Truss Cores[J].Acta Material Composite Sinica,2010,27(1):133-138.
[20]Xiong J,Ma L,Wu L Z,etal.Fabrication and Crushing Behavior of Low Density Carbon Fiber Composite Pyramidal Truss Structures[J].Composite Structures,2010,92(11):2 695 - 2 702.
[21]Wang S X,Wu L Z,Ma L.Low-Velocity Impact and Residual Tensile Strength Analysis to Carbon Fiber Composite Laminates[J].Materials and Design,2010,31(1):118-125.
[22]Wang S X,Wu L Z,Ma L.Low-Velocity Impact Characteristics of Carbon Fiber Composites Lattice Core Sandwich Structures[J].Advanced Materials Research,2009,79-82:127-130.
[23]Wang B,Wu L Z,Jin X,etal.Experimental Investigation of 3D Sandwich Structure with Core Reinforced by Composite Columns[J].Materials and Design,2010,31(1):158-165.
[24]Lu T J,Zhang Q C,Chen C.Fabrication of Metallic Truss-Cored Sandwich Panel with Close-Celled Polymer Foam Inserted:China,CN ZL200710199275[P].2009-07-22.
[25]Lu T J,Liu T,Deng Z C.Thermoelastic Properties of Sandwich Materials with Pin-Reinforced Foam Cores[J].Sci in China:ETech Sci,2008,51(12):2 059 -2 074.
[26]Liu T,Deng Z C,Lu T J.Analytical Modeling and Finite Element Simulation of the Plastic Collapse of Sandwich Beams with Pin-Reinforced Foam Cores[J].Int J Solids Struc,2008,45(18 -19):5 127-5 151.
[27]Zhang Q C,Lu T J,He S Y,etal.Control of Pore Morphology in Close-Celled Aluminum Foams(in Chinese)[J].Journal of Xi'an Jiaotong University,2007,3(41):255 -270.
[28]Qin F,Tong M B,He S Y,etal.Light Energy Absorber in Aeronautic and Astronautic Recovery[J].Journal of Southeast University,2009,39(4):790-794.
[29]Wang H,He S Y,Chu X M,etal.Interfacial Structure and Mechanical Properties of Aluminium Foam Joints Fluxless-Soldered with Zn-Al-Cu Base Alloy[J].Acta Metallurgica Sinica,2009,45(6):723-728.
[30]Zhang B,Kim T,Lu T J.The Solidification of Two-Phase Heterogeneous Materials:Theory Versus Experiment[J].Sci in China:E-Tech Sci,2009,52(6):1 688 -1 697.
[31]Zhang B,Kim T,Lu T J.Analytical Solution for Solidification of Close-Celled Metal Foams[J].International Journal of Heat and Mass Transfer,2009,52(1):133 -141.
[32]Zhang W K,Li N Z,He D P.Preparation of Porous Al with High Porosity by Infiltration Method[J].The Chinese Journal of Nonferrous Metals,2005,15(8):1 248 -1 252.
[33]Liu B,He S Y,He D P.The Two-Dimension Tube Model of Al-Alloy-Melt's Infiltration in Porous Medium[J].Chinese Journal of Materials Reseach,2006,20(4):389-393.
[34]Sui D,Kim T,Xu M L,etal.Flow and Heat Transfer Characteristics of Impinging Axial Fan Flows on a Uniformly Heated Flat Plate[J].International Journal of Transport Phenomena,2008,10(4):353-363.
[35]Sui D,Kim T,Xu M L,etal.Novel Hub Fins of an Axial Flow Fan for Impinging Heat Transfer Enhancement from a Flat Plate[J].Journal of Heat Transfer,2009,131(7):074 502 -074 505.
[36]Qiao J C,Xi Z P,Tang H P,etal.Compressive Property and Energy Absorption of Porous Sintered Fiber Metals[J].Materials Transactions,2008,49(12):2 919 -2 921.
[37]Zhu J L,Tang H P,Xi Z P,etal.Preparation of Fibrous Porous Metals Used for Phase-Change Heat Transfer(in Chinese)[J].Rare Metal Materials and Engineering,2011,to be Published.
[38]Ao Q B,Tang H P,Zhu J L,etal.Sound Absorption Characteristics of FeCrAl Sintering Fibrous Porous Materials[J].Rare Metal Materials and Engineering,2009,38(10):1 765-1 768.
[39]Qiao J C,Xi Z P,Tang H P,etal.Influence of Porosity and Fibrous Diameter on Quasi-Static Compressive Properties of Porous Metal Media Fabricated by Stainless Fiber[J].Materials & Design,2009,30:2 737-2 740.
[40]Tang H P,Zhu J L,Ge Y,etal.Sound Absorbing Characteristics of Fibrous Porous Materials Gradient Structure(in Chinese)[J].Rare Metal Materials and Engineering,2007(12):155-158.
[41]Zhang B,Chen T N.Sound Absorption Model of Sintered Fibrous Metal(in Chinese)[J].Journal of Xi'an Jiaotong University,2008,42(3):328-332.
[42]Zhang B,Chen T N,Feng K,etal.Sound Absorption Properties of Sintered Fibrous Metals under High Temperature Conditions(in Chinese)[J].Journal of Xi'an Jiaotong University,2008,42(11):1 327-1 331.
[43]Tang H P,Zhu J L,Xi Z P,etal.Impact Factors of Fractal A-nalysis of Porous Structure[J].Sci China Tech Sci,2010,53:348-351.
[44]Kepets M,Lu T J,Dowling A P.Mechanical Characterization of the Role of Defects in Sintered FeCrAlY Foams[J].Acta Mech Sinica,2007,23(3):383-398.
[45]Kepets M,Lu T J,Dowling A P.Modeling of the Role of Defects in Sintered FeCrAlY Foams[J].Acta Mech Sinica,2007,23(5):511-529.
[46]Lu T J,Kepets M,Dowling A P.Acoustic Properties of Sintered FeCrAlY Foams with Open Cells(Ⅰ):Static Flow Resistance[J].Sci in China:E-Tech Sci,2008,51(11):1 803 -1 811.
[47]Lu T J,Kepets M,Dowling A P.Acoustic Properties of Sintered FeCrAlY Foams with Open Cells(Ⅱ):Sound Attenuation[J].Sci in China:E-Tech Sci,2008,51(11):1 812 -1 837.
[48]Xie R C,Shang J K.Morphological Control in Solvothermal Synthesis of Titanium Oxide[J].Journal of Materials Science,2007,42:6 583-6 589.
[49]Qi L,Wei L,Shang J K.Enhanced Visible-Light Absorption from PdO Nanoparticles in Nitrogen-Doped Titanium Oxide Thin Films[J].Applied Physics Letters,2007,90(6):063 109 -3.
[50]Wu C W,Kong X Q,Wu D.Micronanostructures of the Scales on a Mosquito's Legs and Their Role in Weight Support[J].Physical Review E,2007,76:017 301.
[51]Kong X Q,Wu C W.Superior Water Repellency of Mosquito Legs with Hierarchical Micro-Nano Structures(in Chinese)[J].Chinese Science Bulletin(Chinese Ver),2010,55:1 589-1 594.
[52]Fan T X,Chow S K,Zhang D.Biomorphic Mineralization:From Biology to Materials[J].Progress in Materials Science,2009,54(5):542-659.
[53]Zhou H,Li X F,Fan T X,etal.Artificial Inorganic Leafs for Efficient Photochemical Hydrogen Production Inspired by Natural Photosynthesis[J].Advacned Materials,2010,22(9):951-957.
[54]Li X F,Fan T X,Zhou H,etal.Enhanced Light-Harvesting and Photocatalytic Properties in Morph-TiO2from Green-Leaf Biotemplates[J].Advacned Functional Materials,2009,19(1):45-56.
[55]Zhou H,Fan T X,Li X F,etal.Biomimetic Photocatalyst System Derived from the Natural Prototype in Leaves for Efficient Visible-Light-Driven Catalysis[J].Journal of Materials Chemistry,2009,19(18):2 695-2 703.
[56]Xie S J,Zhang D L,Chen Z M,etal.Studies on DC Potential Drop Method for NDT of Metallic Foam(in Chinese)[J].Journal of Nanchang Hangkong University,2007,21/Suppl.:188 -193.
[57]Xie S J,Chen Z M,Takagi T.Development of a Novel Fast Solver for the Direct Current Potential Drop Method and Its Verification with Nondestructive Testing of Metallic Foam[J].International Journal of Applied Electromagnetics and Mechanics,2010,33(3 -4):1 253-1 260.
[58]Zhang D L,Chen Z M,Xu M L,etal.Quantitative NDE of Cellular Metallic Materials and Structures by Using Eddy Current Testing Technique[J].International Journal of Applied Electromagnetics and Mechanics,2009,30(1-2):29-38.
[59]Zhang D L,Chen Z M,Xu M L,etal.Quantitative NDE of Welding Defects in Lattice Sandwich Metal Plate by Using DC Potential Drop Method[J].International Journal of Applied Electromagnitics and Mechanics,2010,33(3-4):1 109-1 117.
[60]Zhang D L,Zuo Y B,Chen Z M.Quantitative NDE of Lattice Sandwich Metal Plate by Using Ultrasonic Immersed Focusing Method(in Chinese)[J].Journal of Test and Measurement Techology,2009,23:90 -94.
[61]Zhang D L,Chen Z M,Xu M L,etal.Feasibility of ECT Technique in NDT of Ultralight Lattice Material of Sandwich Structure[J].Nondestructive Testing,2008,30(7):407 -411.
[62]Tian S X,Chen L L,Chen Z M,etal.Numerical Analyses on Influence of Damage Configuration on Vibration Parameters for Lattice Sandwich Plate[J].International Journal of Applied Electromagnetics and Mechanics,2010,33(3-4):1 565-1 572.
[63]Tian S X,Chen Z M.Numerical Simulation on Damage Identification Using Vibration Signals for Lattice Truss Sandwich Plate(in Chinese)[J].Nondestructive Testing,2009,31:928 -930.
[24]Barreiro M M,Vicente E E.Kinetics of Isothermal Phase Transformations in a Dental Porcelain[J].Journal of Materials Science:Materials Medicine,1993,4:431-436.
[25]Tsetsekou A,Papadopoulos T,Adamopoulos O.Microstructure Effect on the Properties of a Commercial Low-Fusing Dental Porcelain[J].Journal of Materials Science:Materials in Medicine,2002,13:407-416.
[26]Mackert J R,Rueggeberg F A,Lockwood P E,etal.Isothermal Anneal Effect on Microcrack Density around Leucite Particles in Dental Porcelain[J].Journal of Dental Research,1994,73(6):1 221-1 227.
[27]Mackert J R,Twiggs S W,Russell C M,etal.Evidence of a Critical Leucite Particle Size for Microcracking in Dental Porcelains[J].Journal of Dental Research,2001,80(6):1 574 -1 579.
[28]Zhang Y,Rao P G,Lü M,etal.Mechanical Properties of Dental Porcelain with Different Leucite Particle Sizes[J].Journal of the American Ceramic Society,2008,91(2):527-534.
轻质多孔材料与结构研究的最新进展
卢天健,张钱城,金 峰
(西安交通大学航天航空学院机械结构强度与振动国家重点实验室,陕西西安710049)
大力推进材料和装备的轻量化、减量化是实现节能减排、加快建设节约型社会的关键措施,是新世纪工程科技的发展方向。大至海洋平台、大飞机机身和动车组车体,再到日常生活中的车辆,乃至小电子散热器件等,轻量化和多功能化均成为其发展中重要一环。围绕相关特殊工况应用条件下的轻质材料与结构的设计和研究面临一系列挑战:质量轻、力学强度高、散热性能好、动力学性能和隔振、隔声性能可调等多功能要求,因此如何在现有的材料和结构基础上进一步减轻重量并获得更优良的综合性能是材料科学、固体力学、传热、声学、优化设计等诸多领域工作者面临的共同挑战。基于本课题组近5年来围绕“超轻多孔结构创新构型的多功能化基础研究”国家基础研究计划项目所开展的一系列工作,综述了国内超轻多孔材料与结构最新发展水平的研究成果,总结了具有特定或多功能化应用的这类新型轻质多孔材料多学科交叉研究的进展,包括材料制备,力学、热学和声学特性,以及无损检测及优化设计等。
多孔金属;材料加工;力学行为;传热;声吸收;优化设计
References
TB383
A
1674-3962(2012)01-0013-13
date:2011-11-18
NationalBasic Research Program ofChina(2011CB610305);National Natural Science Foundation of China(11021202 and 11072188);the National 111 Project of China(B06024)and the Shaanxi Province(13115)Biography:Lu Tianjian,Professor
