槽边循环电解法回收电镀废水中Ni的研究
2012-01-19王宝群宋宝珍刘京玲
王宝群,宋宝珍,刘京玲,王 威
(中国科学院过程工程研究所生化工程国家重点实验室,北京100190)
槽边循环电解法回收电镀废水中Ni的研究
王宝群,宋宝珍,刘京玲,王 威
(中国科学院过程工程研究所生化工程国家重点实验室,北京100190)
对槽边循环电解法回收电镀废水中Ni进行了分阶段实验研究,包括小型试验、扩大试验以及系统扩大试验。试验结果表明,适合工业生产中使用的操作条件如下:Ni离子浓度可在0.5~2.5 g/L变化,电流密度40~80 A/m2,槽电压3~6 V,pH=4.5~5.5;当 Ni离子浓度保持在1.0~2.5 g/L,若连续操作电流密度采用100~150 A/m2,则电流效率仍大于40%;若从高浓度操作到低浓度,每次回收到0.5 g/L,电流密度应取40~80 A/m2,操作10次后,可回收到使浓度小于0.1 g/L,弃掉,则回收槽的回收率大于99%;由3类不同规模试验的对比中可以看出,在相同条件下,电流效率几乎相等。研究表明,采用槽边循环电解法回收电镀废水中的Ni是完全可行的,且可保证较高回收效率。
流态化;循环电解;电镀废水;镍;电流效率
1 前言
在电解和电镀Ni的生产过程中会产生大量的含Ni废水,Ni的污染属于重金属的污染,难以在自然环境中降解为无害物,若该废水直接排放,不但严重污染环境,而且造成Ni资源浪费。因此,有必要对Ni废水进行处理并回收,一方面可以保护环境;另一方面也可以为企业带来一定的经济效益[1-2]。
目前国内外研究开发了多种方法用来处理回收含Ni废水,主要有离子交换法、气浮法、化学沉淀法、电解法等。离子交换法[3]一次性投资高,运行复杂,产生的洗脱液不能资源化利用,且易造成二次污染,目前应用的较少。气浮法[4]回收效率高,但其运行受电镀废水pH值、离子强度等条件约束,适应性较差。化学沉淀法[5-10]由于对废水的水质、水量适应性强,一次性投资较低,操作简单等特点被国内外广泛利用。但是,该法会产生大量含Ni污泥,若不加以处理,仍会造成二次污染,且浪费了有价金属。
电解法兼具气浮、絮凝、杀菌等功能,因其处理废水效率高,便于控制管理,无二次污染。国内外采用该方法治理与回收电镀废水中的Ni已有不少相关研究[11-16],但是我国目前尚未有一个妥善合理,灵活简便的方法应用于工业。
由于槽边循环法[17-18]在操作上简单,工业上易于实现,本文采用槽边循环电解法回收电镀Ni漂洗水中的Ni进行了分阶段实验研究。小型试验考察了循环流速、Ni离子浓度、电流密度、pH值等因素对电流效率的影响;扩大试验进一步考察了溶液浓度随时间的变化、电流效率与Ni离子浓度的关系、平均电流效率以及金属回收率;系统扩大试验考察了溶液重复使用次数及阳极寿命等,为该方法下一步工业化应用提供了参考依据。
2 试验
2.1 材料与仪器
小型试验用电镀废液:由天津电镀厂的电镀液分别配成不同Ni浓度的电镀废液,电镀废液均用蒸馏水配制。
扩大试验用电镀废液:为北京某厂表面处理车间镀Ni回收液,容积60 L,含Ni 2.58 g/L。
系统扩大试验用电镀废液:由中国科学院表面技术研究所提供配方配制的电镀液,稀释成Ni浓度在2 g/L左右的电镀废液,每次液体量为25 L。
测试仪器:溶液pH值用PHS-3C型酸度计测定,Ni含量用EDTA络合滴定法和分光光度法测定,电流效率由称量法确定,槽电压用数字电压表测量。
2.2 试验装置
2.2.1 小型试验
图1为小型试验装置示意图。阴极为不锈钢板,板面积2 cm×10 cm。
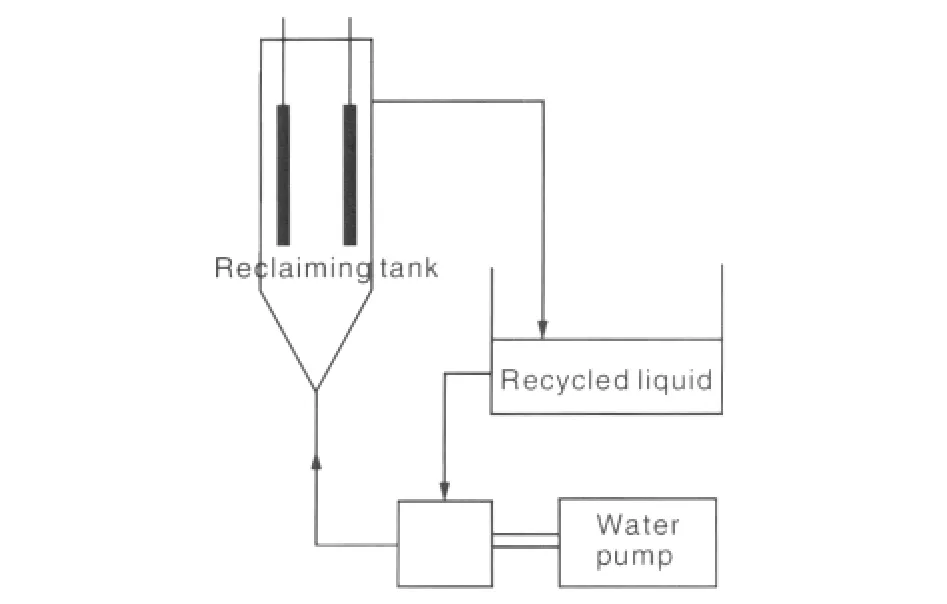
图1 槽边循环电解法小型试验装置示意图Fig.1 Schematic diagram of small-lot testing device on slot cycle clectrolysis
2.2.2 扩大试验
扩大试验装置如图2所示,由中国科学院过程工程研究所设计,河北唐县综合加工厂制造,阴极板面积为0.5 m2,由于回收液少,本试验只用一块阴极板,两块阳极板,故实际阴极沉积面积为0.25 m2。
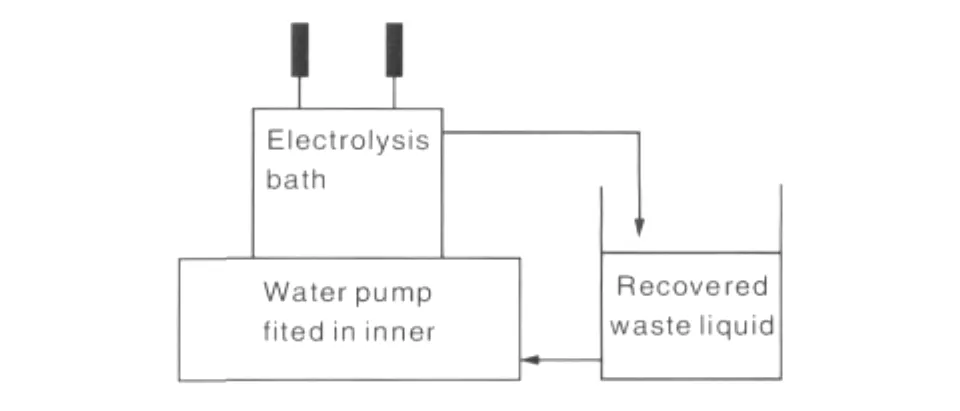
图2 槽边循环电解法扩大试验装置示意图Fig.2 Schematic diagram of extended testing device on slot cycle electrolysis
2.2.3 系统扩大试验
系统扩大试验装置(同扩大试验):利用扩大试验的设备,只用一块阳极板和一块阴极板,阴极板的沉积面积在 0.07 ~0.15 m2之间变化。
2.3 装置操作条件
小型试验 装置操作条件:开启水泵使溶液循环,调节循环流量,然后接通电源,调节电流,隔一定的时间取出阴极板称取Ni的沉淀量。
扩大试验 装置操作条件:电流10~20 A,电流密度 40 ~80 A/m2,槽电压 3.5 ~6 V ,pH 值 4.5-5.5,循环水流量3 m3/h(流速=5 cm/s)。
系统扩大试验 装置操作条件:槽电压3~4 V,pH 值 4.5-5.5,水流量 3 m3/h,水流速:5 cm/s。
2.4 效率评价指标
电流效率(ηR)是指电解时在电极上实际沉积或溶解的物质的量与按理论计算出的析出或溶解量之比,定义式为:
式中:M1为被测液镀槽中阴极板的实际增重;
M2为按理论计算出的应析出或溶解物质的量。电流效率是电解法回收Ni的一个重要生产指标,它涉及到循环电解槽的产量和电耗。在电解槽型的设计过程中,如何提高电流效率对于净化回收的单位时间产量、降低单位电耗等主要技术经济指标具有重要意义。
3 结果和讨论
3.1 小型试验
3.1.1 循环流速对电流效率的影响
试验条件:Ni离子浓度0.5 g/L,pH值5.5,电流密度100 A/m2。循环流速对电流效率的影响如图3所示。由图3可以看出,循环流速大于3 cm/s,电流效率增加较慢,大于10 cm/s时,电流效率几乎不增加,所以操作流速选择3~6 cm/s。
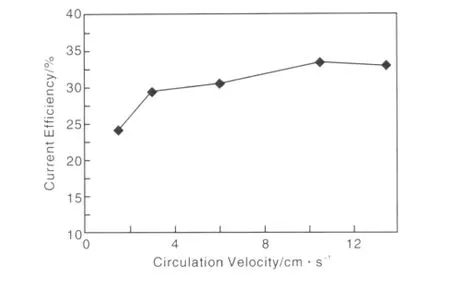
图3 循环流速对电流效率的影响Fig.3 Influence of circulation velocity on current efficiency
3.1.2 Ni离子浓度对电流效率的影响
试验条件:循环流速6 cm/s,pH值5.5,电流密度100 A/m2。图4是Ni离子浓度对电流效率的影响。由图4可以看出,在Ni离子浓度小于0.5 g/L时,电流效率随Ni离子浓度的增加而上升迅速,当Ni离子浓度大于0.5 g/L后,上升速率略有减缓。为了使Ni在阴极上优先析出,需适当增大电解液中Ni离子的浓度,以改变H2和Ni离子的实际析出电位。
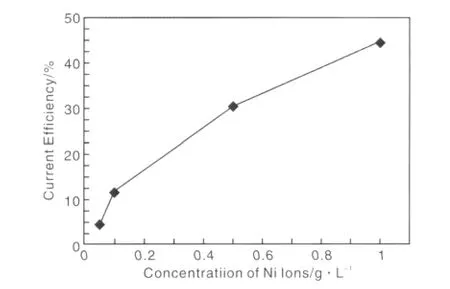
图4 Ni离子浓度对电流效率的影响Fig.4 Influence of nickel ions concentration on current efficiency
3.1.3 电流密度对电流效率的影响
试验条件:① Ni离子浓度1.0 g/L,pH值5.5,循环流速6.0 cm/s;② Ni离子浓度 0.5 g/L,pH 值 5.5,循环流速6.0 cm/s。图5是两种试验条件下,电流密度对电流效率的影响。由图5可看出,电流密度增加,电流效率下降。增大电流密度,由于阴极表面扩散层厚度和浓度梯度不变,Ni析出的速度不变,增大的电流完全用于析H2反应,因而表现为Ni回收电流效率的下降。在相同的电流密度下,Ni浓度高,电流效率也高,因此,工业中在高浓度下,宜选择较高的电流密度,在低浓度下,宜选择较低的电流密度,达到既降低能耗又可保证效率的要求。

图5 电流密度对电流效率的影响Fig.5 Influence of current density on current efficiency
3.1.4 pH值对电流效率的影响
试验条件:Ni离子浓度0.5 g/L,电流密度100 A/m2,循环流速6 cm/s。图6是pH值对电流效率的影响。由图6可以看出,随着pH值的增加,电流效率增加。在较低的溶液pH值下,H+浓度增加,使H2析出的电极电位向正方向移动,H2更容易析出,阴极上的析氢反应所消耗电流的比例大大增加,因而Ni析出的电流效率便急剧下降。但当pH≥6时,由于阴极表面的析氢反应,尤其是在较高电流密度下,会出现氢氧化物沉淀,沉积产物疏松,易脱落,因此 pH值选择 4.5~5.5为宜。
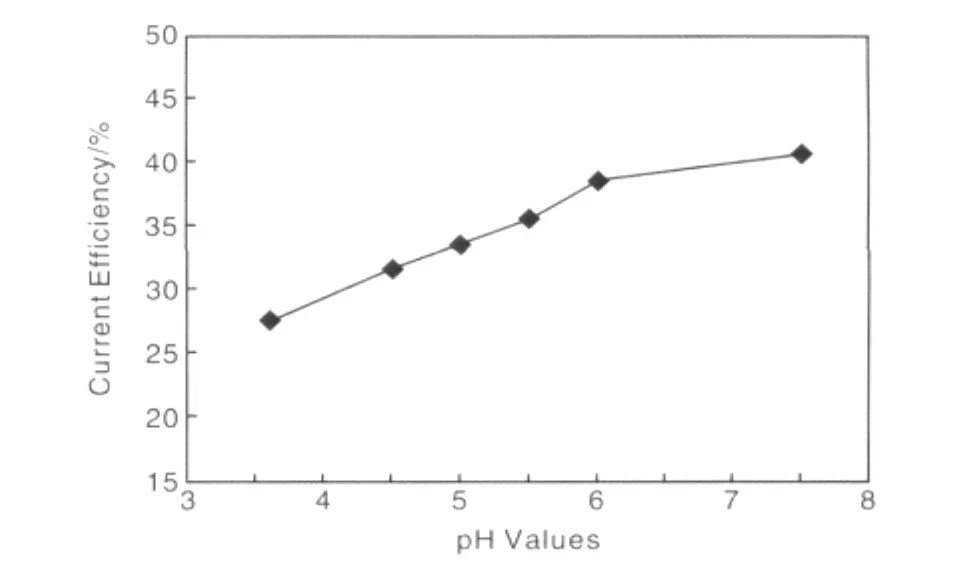
图6 pH值对电流效率的影响Fig.6 Influence of pH values on current efficiency
3.2 扩大试验
3.2.1 Ni离子浓度对电流效率的影响
图7是Ni离子浓度对电流效率的影响。由图7可以看出,电流效率随Ni离子浓度的增加而上升,趋势与小型试验结果一致。
3.2.2 平均电流效率及Ni回收率
在试验过程中,经常调节电流的大小,观察多种试验现象,这时电流密度也随着变化,用统计方法求得平均电流为15 A,平均电流密度为60 A/m2。将阴极板的沉积Ni全部剥称量为140 g,计算出平均电流效率为42%。
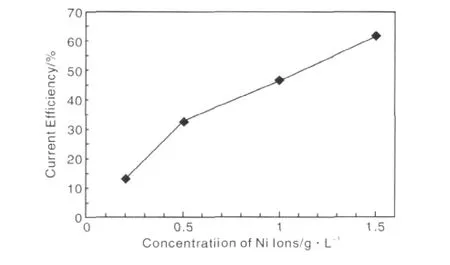
图7 Ni离子浓度对电流效率的影响Fig.7 Influence of nickel ions concentration on current efficiency
Ni回收率 =140 g/(140 g+12 g)=92.1%
取3个不同部位的Ni样品分析数据得出Ni回收率为:1#Ni=99.53%;2#Ni=99.23%;3#Ni=99.45%
3.3 系统扩大试验
3.3.1 Ni离子浓度对电流效率的影响
试验条件:利用扩大试验的设备,只用一块阳极板和一块阴极板。阴极板的沉积面积在0.07~0.15 m2之间变化。由图8可以看出,在系统扩大试验中,电流效率随Ni离子浓度的增加而上升,趋势与小型试验、扩大试验的试验结果一致。
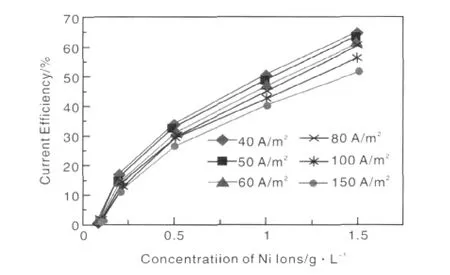
图8 不同电流密度下Ni离子浓度对电流效率的影响Fig.8 Influence of nickel ions concentration on current cfficiencyunder different current density
3.3.2 溶液重复使用次数
通过5组相同条件的对比试验,得出Ni离子浓度对电流效率的影响,如图9所示。根据图9数据计算出,溶液使用10次电流效率约下降12%,因此溶液至少可以重复使用10次以上。
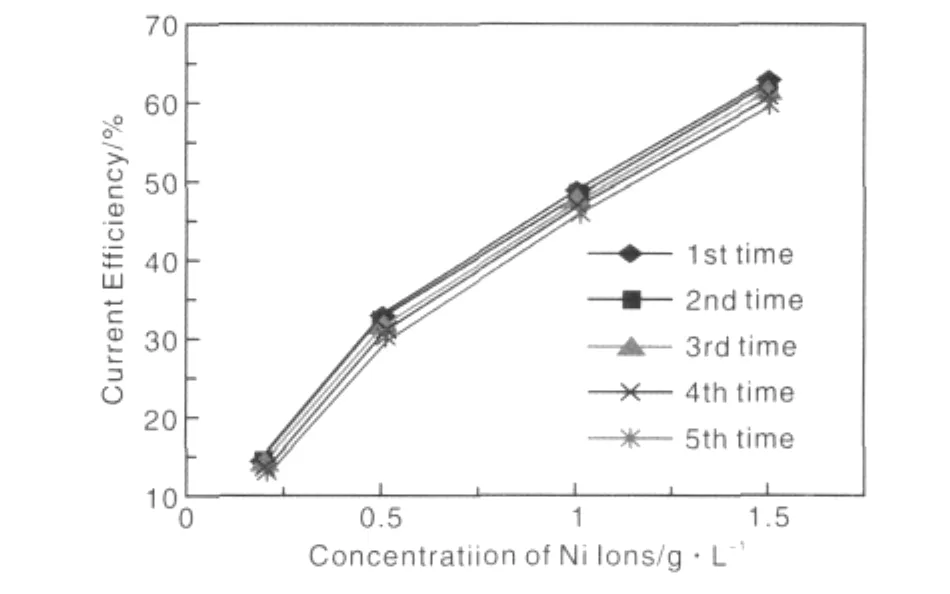
图9 重复使用次数对电流效率的影响Fig.9 Influence of repetition use frequency on current efficiency
3.3.3 阳极寿命
试验前称阳极板质量为3.635 kg,试验后为3.633 kg。阴极板沉积Ni为320 g,即沉积Ni为160 g。阳极减少7 g。工业使用可以按沉积Ni 100 kg,阳极损失1 kg设计。阳极损失少是由于开始生成氧化膜后,使内部的氧化速度变慢的原因。
3.4 小试、扩大试验、系统扩大试验的结果比较
对3种试验在相同电流密度和相同Ni离子浓度条件下的电流效率进行了比较,结果列于表1。由表1可以看出,3类不同规模,不同原料来源的试验,在相同条件下,电流效率几乎相等。

表1 小试、扩大试验、系统扩大试验的电流效率比较Table 1 Comparison of current efficiency for three kinds of test(%)
4 结论
(1)槽边循环电解法回收电镀废水中Ni,合适的工艺参数是:Ni离子浓度可在0.5~2.5 g/L变化,电流密度 40~80 A/m2,槽电压3~6 V,pH 值 4.5~5.5。
(2)当Ni离子浓度保持在1.0~2.5 g/L,若连续操作电流密度采用100~150 A/m2,则电流效率仍大于40%;若从高浓度操作到低浓度,每次回收到0.5 g/L,电流密度应取40~80 A/m2,操作10次后,可回收到使浓度小于0.1 g/L,弃掉,则回收槽的回收率大于99%。
(3)3类不同规模试验在相同条件下,电流效率几乎相等。采用槽边循环电解法回收电镀废水中的Ni是完全可行的,且可保证较高回收效率。
References
[1]Liu Juan(刘 娟),Zhang Zhenzhong(张振忠),Zhao Fangxia(赵芳霞).电镀废水中镍的回收和利用[J].Environmental Protection of Chemical Industry(化工环保),2009,29(6):545-548.
[2]Marafi M,Stanislaus A.Spent Hydroprocessing Catalyst Management:A Review Part II.Advances in Metal Recovery and Safe Disposal Methods[J].Resources,Conservation and Recycling,2008,53:1-26.
[3]Cushnie G.Pollution Prevention and Control Technology for Plating Operation[J].Annual Report ARBOR,1994.
[4]Zhu Long(朱 龙),Wang Dequan(王德全).从含镍废水中回收镍的研究[J].Non-Ferrous Mining and Metallurgy(有色矿冶),1998(6):41-43.
[5]Peng Bin(彭 滨).电镀污泥中铜和镍的回收[J].Shandong Chemical Industry(山东化工),2006,35(1):7-8.
[6]Peng Chansheng(彭昌盛),Gu Qingbao(谷庆宝),Meng Hong(孟 洪),etal.化学法处理混合电镀废水及药剂选择[J].Journal of University of Science and Technology Beijing(北京科技大学学报),2003,1(25):23-25.
[7]Paul Chen J,Lim L L.Recovery of Precious Metals by an Electrochemical Deposition Method[J]. Chemosphere,2005,60:1 384-1 392.
[8]Huang Xin(黄 新),Li Tao(李 涛),Tang Kai(唐 楷),etal.化学沉淀法回收含镍废水中镍的研究[J].Chemical Engineer(化学工程师),2008,157(10):37-39.
[9]Ren Guangjun(任广军).使用化学沉淀法的电解回收金属镍装置的研制[J].Journal of Shenyang University of Technology(沈阳工业学院学报),2001,20(4):84-87.
[10]Li Panpan(李盼盼),Peng Changsheng(彭昌盛).电镀污泥中铜和镍的回收工艺研究[J].Plating&Finishing(电镀与精饰),2010,32(1):37-40.
[11]Chen Guoliang(陈国亮).Applied Chemistry(应用化学)[M].Shanghai:Fudan University Publication,1992.
[12]Holm M,Keefe T J O.Electrolyte Parameter Effects in the Electrowinning of Nickel from Sulfate Electrolytes[J].Minerals Engineering,2000,13(2):193-204.
[13]Paul Chen J,Lim L L.Recovery of Precious Metals by an Electrochemical Deposition Method[J].Chemosphere,2005,60:1 384-1 392.
[14]Chen Guohua.Electrochemical Technologies in Wastewater Treatment[J].Separation and Purification Technology,2004,38:11-41.
[15]Fourcade F,Tzedakis T,Bergel A.Electrochemical Process for Metal Recovery from Iodized Silver Derivatives in Liquid/Solid Mixture:Experimental and Theoretical Approaches[J].Chemical Engineering Science,2003,58:3 507-3 522.
[16]Kul Mehmet,Çetinkaya Ümit.Recovery of Copper by LIX 984N-C from Electroplating Rinse Bath Solution[J].Hydrometallurgy,2009,98:86-91.
[17]Zhang Chunli(张春丽),Ma Qiufen(马秋芬),Li Hong(李红).从含镍废渣中电解回收金属镍的研究[J].Shenyang Chemical Industry(沈阳化工),1997,26(4):22-24.
[18]Gu Xueqin(顾雪芹),Yi Fengjuan(益风娟).应用槽边循环电解法从焦磷酸铜废水中回收铜[J].Shanghai Environmental Science(上海环境科学),1990,9(7):36-37.
Reseach on Recovery of Nickel in Electroplating Waste Water Using Slot Cycle Electrolysis
WANG Baoqun,SONG Baozhen,LIU Jingling,WANG Wei
(National Key Laboratory of Biochemical Engineering,Institute of Process Engineering,CAS,Beijing 100190,China)
Recovery of nickel in electroplating waste water using slot cycle electrolysis has been investigated by experimentation,including pilot test,extended pilot test,and system expansion.The main results indicated the appropriate conditions of the industrial production:nickel ion concentration 0.5 ~2.5 g/L,current density 40 ~80 A/m2,voltage of the slot cycle 3 ~6 V,pH=4.5 ~5.5.When the concentration of nickel ions remains at 1.0 ~2.5 g/L,the current efficiency is still greater than 40%if the current density adopting 100~150 A/m2continuously;if the operation is from high concentration to low concentration and 0.5 g/L of each recycling,the current density should take from 40 to 80 A/m2.The concentration recovered is less than 0.1 g/L 10 times later.Discard it and the recovery rate of nickel would be more than 99%.By a comparison of three tests of different scales under the same conditions,it can be found that the current efficiency is almost equal.Using edge cycle of electrolysis to recover nickel in electroplating waste water is entirely feasible,and this method can ensure a high rate of recovery.
fluidized;cycle electrolysis;electroplating waste water;nickel;current efficiency
宋宝珍
X781
A
1674-3962(2012)02-0054-05
2011-11-18
王宝群,女,1974年生,博士,助理研究员
宋宝珍,女,1942年生,研究员,博士生导师