贝氏体等温淬火工艺在GCr15钢制柱塞套上的应用
2012-01-10姜跃华
姜跃华
(无锡威孚高科技集团股份有限公司,江苏 无锡 214031)
贝氏体等温淬火工艺在GCr15钢制柱塞套上的应用
姜跃华
(无锡威孚高科技集团股份有限公司,江苏 无锡 214031)
介绍了油泵柱塞套淬火工艺的发展,并对GCr15制柱塞套采用马氏体等温分级淬火与贝氏体等温淬火工艺进行了比较,根据GCr15柱塞套的技术要求,给出了贝氏体等温淬火工艺执行过程中的要素控制方法,为柱塞套的热处理生产提供了控制依据。
柱塞套;GCr15;贝氏体;等温淬火;过程控制
柱塞偶件是柴油燃油喷射系统中三对偶件之一,主要作用是通过柱塞在柱塞套中的运动形成高压油[1]。随着燃油喷射系统产品的发展,泵端压力的提高,对柱塞套的机械性能要求也随之提高,柱塞套的热处理工艺也在不断发展和进步。
1 柱塞套淬火工艺的发展
我公司最初的产品I号泵和A型泵的柱塞套的材料是GCr15,采用的工艺为保护气氛淬油工艺。当产品发展到PL泵、PW泵以及PW2000泵时,柱塞套材料是渗碳钢20CrMn,采用的工艺为渗碳后淬油工艺。
在制造BOSCH许可证产品PS7100喷油泵并进行柱塞偶件国产化时,结合现有的设备水平,我们开发了GCr15马氏体等温分级淬火。该工艺选用科润KR468等温分级淬火油,在爱协林VKES4/1炉中可控保护气氛下加热保温。
当在制造满足国四的CPN2.2共轨泵柱塞偶件时,开发了与BOSCH同等设备与工艺水平的GCr15贝氏体等温淬火。该工艺选用一定配比的熔盐作为淬火介质,在意大利吉埃菲贝氏体生产线上进行,主炉为可控保护气氛,零件淬火转移是在氮气保护下进行,生产线为全自动设备。
2 马氏体等温分级淬火与贝氏体等温淬火工艺比较
2.1 马氏体等温分级淬火工艺及特点
马氏体等温淬火是指工件奥氏体化后淬入低于Ms点以下50~100℃的热浴中等温保持,待内外层均温后取出空冷,以获得马氏体的淬火方法。
与GCr15常规油淬工艺相比,柱塞套由于尺寸较大,采用马氏体等温分级淬火可以减轻零件开裂倾向,以及减少零件的畸变及残留应力。工艺曲线见图1。
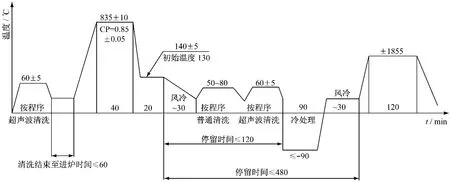
图1 GCr15马氏体等温分级淬火工艺曲线Fig.1 Martempering curve of GCr15steel
2.2 贝氏体等温淬火工艺件特点
贝氏体等温淬火是指将钢制工件加热奥氏体化后,淬火热浴(硝盐、金属浴或流态炉)中,保温足够时间,使全部或部分奥氏体转变为下贝氏体组织,随后空冷到室温的热处理工艺。等温淬火后可获得高强度与高塑性的良好配合,而且内应力极小,有利于减小淬火变形和防止淬裂,经常应用于轴承的热处理。
柱塞套的贝氏体等温淬火工艺见图2。

图2 GCr15贝氏体等淬火工艺曲线Fig.2 Bainite hardening curve of GCr15steel
2.3 GCr15贝氏体等温淬火的优点
GCr15采用下贝氏体等温淬火主要有如下优点:
2.3.1 扩大了GCr15钢应用范围
一般地GCr15钢马氏体淬火时有效壁厚在12mm以下,但下贝氏体等温淬火时由于硝盐冷却能力强,同时采用搅拌、加水等措施,有效壁厚可扩大至28mm左右。贝氏体的强度、硬度、塑性及韧性都较好,尤其是下贝氏体的综合性能更为优越[2]。
2.3.2 硬度稳定、均匀性好
由于下贝氏体转变是一个缓慢过程,一般GCr15钢需4h,柱塞套在硝盐中长时间等温,表面心部组织转变几乎同时进行,因此硬度稳定、均匀性好,一般GCr15钢下贝氏体淬火后硬度在60~64HRC,均匀性≤1HRC,不像马氏体淬火时壁厚稍大一些就出现硬度低、软点、均匀性差等问题。
2.3.3 减少淬火、磨削裂纹
油淬火时马氏体组织脆性大,为使淬火后获得高硬度常采取强冷却措施,结果导致淬火微裂纹;由于马氏体淬火后表面为拉应力,在磨加工时磨削应力的叠加使整体应力水平提高,易形成磨削裂纹,造成批量废品。而下贝氏体淬火时,由于下贝氏体组织比马氏体组织韧性好得多,同时表面形成高达-400~-500MPa的压应力,极大地减小了淬火裂纹倾向;在磨加工时表面压应力抵消了部分磨削应力,使整体应力水平下降,大大减少了磨削裂纹。
2.3.4 柱塞套使用寿命提高
对于承受大冲击载荷等,经马氏体淬火后使用时主要失效形式为:使用过程中受冲击柱塞套开裂,而等温淬火柱塞套由于冲击韧性好、表面压应力,开裂倾向性大大减小。因此,经等温淬火后比马氏体淬火后平均寿命及可靠性提高。
2.3.5 不需要做拉伸试验
柱塞套如果采用马氏体等温分级淬火,每一炉必须做拉伸试验以判断该炉零件是否正常,而贝氏体等温淬火则不需要做拉伸试验,因为满足了金相与硬度要求的情况下,柱塞套的强度与韧性也得到了满足。
2.3.6 残余奥氏体量少
采用了贝氏体等温淬火后,柱塞套的残余奥氏体量控制在2%以下,而如果采用马氏体等温分级淬火,残余奥氏体量达10%。
3 柱塞套贝氏体等温淬火后的技术要求
3.1 芯部(不含表面层的横截面)
3.1.1 指标
下贝氏体,贝氏体针长≤25μm。
心部硬度745±60HV10或者HV1(测3点取平均值)。
用X射线照片测定,残余奥氏体量≤3%。
3.1.2 允许偏差
少量的珠光体,连续的贝氏体其总量可达10%(估计值)。
用金相法检查允许存在零星的残余奥氏体斑点。
3.1.3 不允许存在的偏差
马氏体(检查马氏体:在230°C/1h下回火,最大硬度降允差为30HV10)。
3.2 表面层(热处理前切削加工)
3.2.1 允许偏差
氧化(内部氧化)最大为15μm。
氧化层(外部氧化)最大为6μm。
C含量在最大深度为40μm时:0.7%~1.1%(光谱分析法-ARL)。
贫碳最大为800μm。
增碳最大为60μm(无废钢碳化物,无网状碳化物)。
游离碳化物在氧化作用的范围内。
用金相法检查允许存在零星的残余奥氏体斑点。
3.2.2 不允许存在的偏差
表面层状态(例如:软加工前的层叠,表面残留物,零件潮湿,锈蚀或有盐分,酸蚀痕迹或锈迹)。
磨削缺陷:二次淬火区,回火区大于7μm。
4 柱塞套贝氏体等温淬火的过程控制
虽然柱塞套贝氏体等温淬火是在比较先进的全自动生产线上进行,但是要满足上述技术要求,并保持稳定的质量,必须要有严格的过程控制能力进行保证。
4.1 温度控制要求
(1)热电偶由专业厂家提供并具有出厂鉴定证书,使用前由计量员检查和鉴定。
(2)每3个月使用标准热电偶对炉温进行测量1次(相当于系统精确测试SAT),误差最多在± 5℃以内。
(3)淬火炉热电偶每6个月强制更换,盐槽与回火炉热电偶每12个月强制更换。
(4)每年1次温度均匀性调查(TUS),淬火炉公差为±7℃,回火炉公差为(-2,+5)℃。
(5)每2小时检查并记录1次温度。
4.2 碳势控制要求
(1)使用规定品牌的进口氧探头。
(2)每6个月进行一次碳势检定(可以使用箔片称重法或光谱法)。
(3)氧探头12个月强制更换。
(4)确定氮气与甲醇的通入量,比例控制在1.1∶1左右,使CO的含量在20%左右。
4.3 淬火介质控制要求
(1)淬火介质的舔加确保KNO3与NaNO2比例为1∶1,每半年测定一下两者的比例。
(2)确保淬火前的零件无油、铁屑及其他杂质从而污染盐浴。
(3)每年对淬火介质进行1次冷却特性测试,确保最快冷速在85℃/s以上。
4.4 炉压控制要求
(1)炉压作为监控项,以确保炉膛的密封装置无大的漏气,从而保证炉内气氛以及防止空气的侵入。
(2)加热炉炉压控制在200Pa以上,淬火室炉压控制在100Pa以上。
(3)每次开炉检查炉门的密封性,通气氛后用火把测试。
4.5 多点验证
(1)验证的目的是为了确保炉内各点零件均满足技术要求,一般采用15点法(如图3所示)。检测项目为各项技术要求。
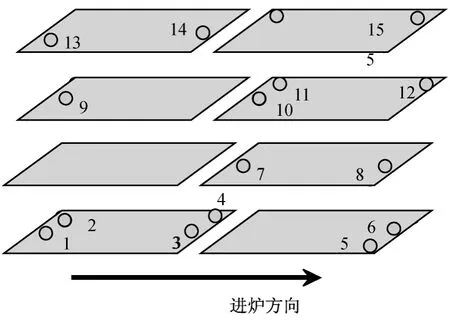
图3 多点验证位置(15点法)Fig.3 Picture of 15points for validation
(2)该验证通常每6个月1次,在加热炉每次修理后也需进行15点验证。
5 结 论
(1)对于GCr15钢制柱塞套,采用贝氏体等温淬火工艺取代马氏体等温分级淬火工艺,零件容易淬透,不易发生开裂,畸变小,柱塞套的强韧性得到提高,能承受更高的油压。
(2)贝氏体等温淬火工艺的过程控制非常重要,需对温度、碳势、盐浴等影响零件质量的要素进行严格控制。
(3)定期用15点法检查炉内不同位置零件的检验结果,从而验证设备及工艺的稳定性。
[1] 李康.柴油汽车喷油泵原理、保养及维修[M].北京:北京理工大学出版社,1993.
[2] 倪洪涛.贝氏体等温淬火在模具处理中的应用[J].模具工业,1993(11):45-47.
The Application of Austempering Technology for Barrel Made of GCr15
JIANG Yuehua
(Wuxi Weifu High-Technology Group Co.Ltd.,Wuxi 214031,China)
It is introduced about the quench technology of pump barrel.And the two technologies are compared between the martempering and the austempering.According to the technics requirements,the key control methods are given in the execution during the austempering.And according them we can produce high quality barrels in the heat-treatment production.
barrel;GCr15;bainite;austempering;process control
TG 156.3
A
1671-7880(2012)01-0069-04
2011-12-02
姜跃华(1974— ),男,江苏建湖人,高级工程师,工程硕士,主要从事热处理工艺开发与车间管理工作。
