莲纤维的纺纱工艺探究
2012-01-04靳贺玲
靳贺玲,秦 姝
(南通职业大学纺织服装学院, 江苏 南通 226007)
莲纤维是近年来中国开发的新型纺织纤维,是一种天然纤维素纤维。所谓莲纤维[1]是指莲秆内管状分子加厚的次生壁,它是一种从农业废弃物荷秆抽取的纤维,又称为“荷纤维”。莲纤维原料来源丰富,价格低廉,便于采摘;莲纤维天然环保、清凉挺爽、健康保健;这些因素都决定了莲纤维具有良好的开发和应用前景。莲纤维在现有的纺纱设备上很难进行纯纺,而适合与其他纤维混纺。因此本文研究了莲纤维的可纺性能和与棉纤维的混纺工艺,对莲纤维的进一步开发和利用提供理论依据。
1 实验部分
1.1 材料
莲纤维荷杆采自于江苏南通。其纤维制取采用生物加工法[2],是类似于麻纤维的一种制取方法。
棉纤维选择江苏大丰的细绒棉,麻纤维选择湖北省襄樊的麻纤维。
1.2 仪器
Instron5565万能强力机(莱州市电子仪器有限公司);Y802恒温烘箱(常州纺织仪器厂);BH-HCA恒温恒湿箱(莱州市电子仪器有限公司);Y151型纤维摩擦系数测定仪(南通三思机电科技有限公司);电子天平(精确度为0.0001 g)(江苏常熟长青仪器仪表厂);密封性能良好的玻璃干燥皿(常州纺织仪器厂)。
1.3 测试方法
1.3.1 长度和细度测试
纤维细度测试采用中段切断称重法;纤维长度采用罗拉长度分析法。选取的纤维需经过恒温恒湿箱平衡24 h。
1.3.2 回潮率测试
依据GB/T9995—1997《纺织材料含水率和回潮率的测定》, 采用烘箱干燥法。
1.3.3 拉伸断裂性能测试
拉伸断裂性能测试采用Instron5565万能强力机进行。测试条件:夹持距离为10 mm,拉伸速度为10 mm/min。
1.3.4 摩擦性能测试
纤维的动、静摩擦因数测试采用Y151型纤维摩擦系数测定仪进行。测试条件:绞盘法,选择200 mg的标准张力夹。
1.4 测试结果对比
表1为莲纤维、麻纤维、棉纤维三种纤维物理指标的测试结果。
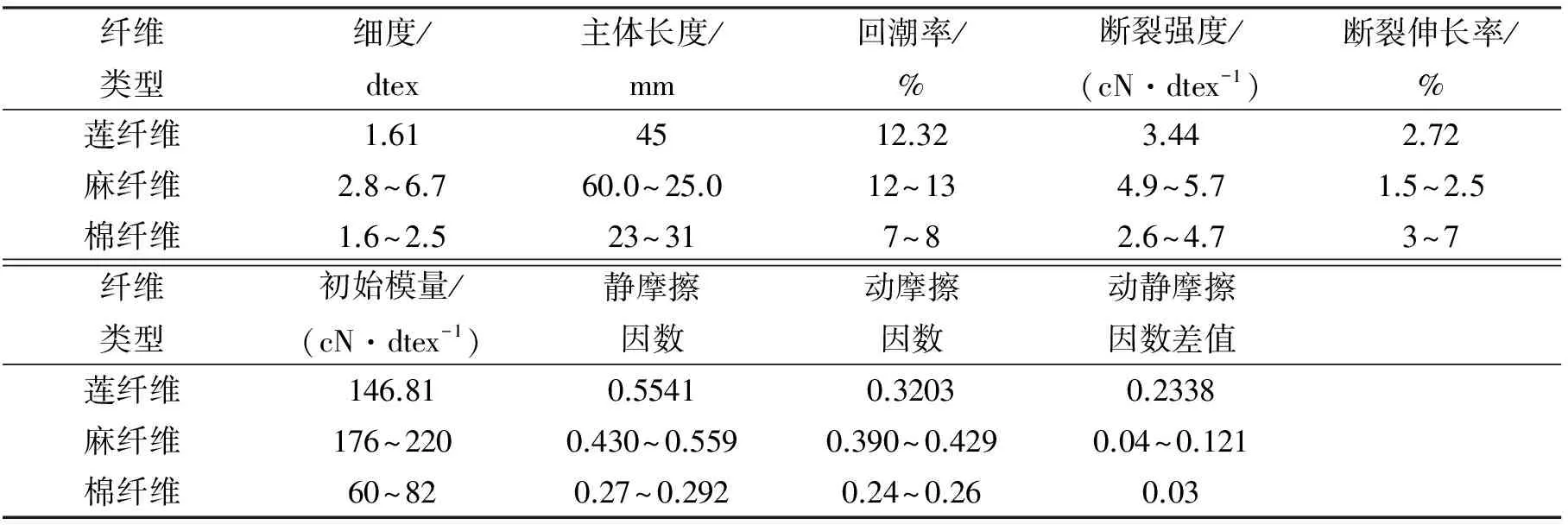
表1 莲纤维、麻纤维、棉纤维的物理指标
莲纤维与棉纤维、麻纤维同属纤维素纤维,各种物理指标比较相似,具有可比性。另外棉纤维和麻纤维的纺纱工艺都非常成熟,通过对比三种纤维的性能,可以了解莲纤维的纺纱性能。从表1的对比结果可以看出:莲纤维的细度、长度、断裂强度与棉纤维相似;回潮率、断裂伸长率、初始模量、动静摩擦因数又跟麻纤维类似;主体长度略高于棉,而小于麻纤维。总结下来,莲纤维的性能介于棉纤维与麻纤维之间。
2 莲纤维的纺纱性能分析
纤维的长度、细度、回潮率、强力、摩擦性能与其纺纱性能有直接的关系,下面从这些物理指标来分析莲纤维的可纺性能。
2.1 莲纤维的结构与形态
据研究表明[3]:莲纤维是由4~10根平行排列的单丝通过联系力缔结具有螺旋状复丝结构。由于莲纤维在制取过程经过外力抽取拉伸,纤维呈现竹节纱一样的外观形态,而这种独特的形态有利于提高纤维的抱合力,对莲纤维的纺纱加工更加有利。
2.2 莲纤维的长度和细度对可纺性的影响
表1数据表明:莲纤维的线密度为1.61 dtex,小于麻纤维,与棉纤维线密度较接近。莲纤维的主体长度小于麻纤维,比棉纤维略长。可见莲纤维细度较细,有利于成纱强力和条干均匀度,适合与棉进行混纺。
2.3 莲纤维的回潮率
表1数据表明:莲纤维回潮率为12.32 %, 与麻接近, 比棉大。这说明莲纤维具有很好的吸湿性。因此其优越的吸湿性能可降低其在纺纱过程中静电的产生,从而减少了纤维对纺纱器的缠绕、黏连,提高了其可纺性能。与棉混纺可以提高混纺产品的凉爽性。
2.4 莲纤维的机械性能
表1数据表明:莲纤维的初始模量较大,为146.81 cN/dtex,比棉纤维大,略小于麻纤维;断裂强度较大,为3.44 cN/dtex,与棉纤维接近,略小于麻纤维;断裂伸长率较小,为2.72%,略小于棉纤维,大于麻纤维。综合莲纤维的初始模量、断裂强度、断裂伸长率介于麻纤维和棉纤维之间,因此可以判断莲纤维具有较好的可纺性,适合与棉麻进行混纺。
同样,从表1数据可以看出,莲纤维的动、静摩擦因数较大,与麻纤维摩擦因数接近,且静动摩擦因数差值也较大,在一定程度上提高了纤维之间的抱合性,有利于莲纤维的可纺性。但摩擦容易产生静电,可以在纺织加工过程中添加适量油剂,减少静电的产生。
3 莲纤维产品的纺制
由上述莲纤维综合性能分析表明:莲纤维的纺纱性能,介于棉纤维和麻纤维之间,具有较好的可纺性。但利用现有的设备,纯纺难度较大,因此可以考虑采用低比例的莲纤维与其他纤维进行混纺。
3.1 纺纱品种及生产流程
纺纱品种为莲/棉20/80,细度28 tex混纺纱。
选择的莲纤维长度为30~50 mm, 主体长度为45,细度为1.61 dtex, 束纤维细度20 dtex。与莲纤维混纺的棉纤维细度为2 dtex,主体长度为30 mm, 长度、线密度都较适中,适合与莲纤维进行混纺。
生产流程:FA002D抓棉机×2台(并联)→FA121型除金属杂质装置→SFA035混开棉机→FA022多仓混棉机→FA106梳针开棉机→FA133型气动配棉器(2路)→FA161B振动棉箱给棉机→FA141单打手成卷机×2台→FA201A梳棉机→FA322头道并条机(三道)→FA491粗纱机→FA506细纱机。
3.2 纺纱工艺要点
(1)混合方式:莲纤维与棉同属纤维素纤维,各物理指标与棉非常类似,因此采用散纤维混合的方式,莲纤维与棉纤维采用20/80比例均匀排包。
(2)预处理:莲纤维与麻纤维类似,初始模量较大,手感较硬,复丝结构,动静摩擦因数大,摩擦容易产生静电,这些因素都会影响莲纤维的可纺性,所以投料前需要进行给湿给油处理,控制回潮率在12%~13%,软化纤维,减少静电的产生,提高其可纺性。给湿给油处理:先将(煤油+茶油)乳化,给油比例1.2%,均匀喷洒莲纤维,保湿堆放48 h即可使用。
(3)清花工序:莲纤维刚度较棉大,开松过程中容易受到损伤,清花各打手速度应比纯棉产品适当降低,减少对纤维损伤。清花主要打手速度如下:FA002D抓棉打手800 r/min,FA022打手速度260 r/min,FA106梳针打手速度480 r/min,FA141综合打手速度903 r/min。SFA035第一打手速度539 r/min,第二打手速度454 r/min。
(4)梳棉工序:锡林、刺辊、道夫速度应比纯棉产品适当降低,减少对纤维损伤。较低的刺辊速度,可以降低对棉层的打击力度,从而减少棉结,提高成纱质量。适当放大锡林盖板隔距,适当降低道夫速度,提高盖板速度,从而改善棉网质量,减少棉结。锡林、刺辊、道夫、盖板的速度分别为360 r/min、880 r/min、20 r/min、98.9 mm/min。梳棉过程中选择200 mm的小漏底长度,采用平刀取代除尘刀,增强对纤维的托持能力,降低落棉,节约成本。
(4)并条工序:由于莲纤维与棉纤维采用散纤维混合方式,选择三道并条有利于原料的充分混合和条子的均匀度。头道并条采用6根并合,后牵伸倍数采用1.7;二道8根并合,后牵伸倍数为1.3;三道8根条子并合,后牵伸倍数为1.3;这样有利于后弯钩纤维伸直,减少棉结产生,提高成纱条干的质量。
(5)粗纱工序:粗纱工序采用“大捻系数、中定量”的原则。选择较大的粗纱捻系数(捻度45 T/m),从而加强纤维运动控制,从而保证纱线条干均匀和光洁度,有利于细纱牵伸。适当的定量(湿定量6.8 g/10 m, 公定回潮率为10.25 %)可以减少粗纱卷绕直径,减少意外伸长,有利于纱线条干。
(6)细纱工序:采用依纳V型牵伸,加压方式采用气动加压,机械状态良好。比纺棉适当降低车速和锭速,有利于成纱质量。适当增大纱线捻系数(捻度999 T/m),减少纱线断头。选择适当比纺纯棉时大号些的钢丝圈,钢领选择边宽3.2 mm的PG1,钢丝圈号数选择5/0。钢领和钢丝圈之间运行稳定,纺纱张力波动小,有利于纱线质量稳定,毛羽减少。
3.3 成纱质量
经纺制莲/棉 20/80 28 tex 纱线质量指标如下:百米重量偏差2.45 %,百米重量变异系数1.48 %,单纱强力330 cN,单纱强力变异系数13.5 %,单纱断裂强度11.5 cN/tex,条干均匀变异系数12.5 %,克棉结杂质总粒数79。该纱线质量能满足后续生产要求。
4 结语
莲纤维的纺纱性能,介于棉纤维和麻纤维之间,具有较好的可纺性。但利用现有的设备,纯纺难度较大,因此可以考虑采用莲纤维与其他纤维进行混纺。莲纤维与棉纤维具有比较相似的物理化学性能,考虑两种纤维进行混纺。 根据莲纤维和棉的特点选择合适的工艺流程以及工艺参数,可纺制出能够满足后续生产需要的纱线。可见,莲纤维拥有进一步开发和利用的巨大价值。
[1] 陈东生, 甘应进,等.莲纤维的力学性能[J] .纺织学报,2009(3):18-21.
[2] 陈东生,甘应进.莲纤维及其制备方法与制品:中国, 200610140888. 4[P]. 2008-04-23.
[3] 陈东生,何军,王建刚,等.莲纤维的形态研究[J].纤维素科学与技术,2008,17(1):57-60.