S-Zorb再生烟气进入硫磺回收装置的流程比较
2012-01-03王明文
王明文
(中国石化上海石油化工股份有限公司炼油部, 200540)
S-Zorb再生烟气进入硫磺回收装置的流程比较
王明文
(中国石化上海石油化工股份有限公司炼油部, 200540)
S-Zorb汽油吸附脱硫装置的再生烟气中含有较多的SO2,需要进入硫磺回收装置加以回收处理。对S-Zorb再生烟气进入硫磺回收装置的3种流程的优缺点进行了比较,结果表明采用低温耐氧高活性加氢催化剂,将S-Zorb再生烟气引入加氢反应器的工艺流程操作最稳定,能耗最低,经济效益最好。
汽油 吸附脱硫 再生烟气 处理 硫磺
随着我国环保法规的日益严格,对车用汽油的质量要求不断提高。采用美国ConocoPhillips(COP)公司S-Zorb汽油吸附脱硫专利技术可生产硫含量小于50 μg/g的欧Ⅳ汽油,也可生产硫含量小于10μg/g的欧Ⅴ汽油。S-Zorb技术基于吸附原理,通过采用流化床反应器,使用专门的吸附剂对汽油进行脱硫,与加氢脱硫技术相比,不仅产品中硫的含量低,辛烷值损失小,而且能耗、操作费用低。
S-Zorb技术中吸附剂饱和后需循环再生,将催化剂上吸附的硫转化为SO2,并随再生烟气送出装置,催化剂循环使用,因此再生烟气中含有较多的SO2。国外通常采用碱液吸收法除去SO2,但S-Zorb汽油吸附脱硫工艺包中未包含SZorb再生烟气的处理技术。考虑到炼油厂配备有硫磺回收装置,使烟气进入硫磺回收装置是较好的处理方式,既能实现达标排放,又使资源得到回收。
1 S-Zorb再生烟气的组成及特点
1 500 kt/a S-Zorb汽油脱硫装置再生烟气的组成(体积分数)及运行数据的设计值和实际值分别见表1、2。S-Zorb再生烟气具有以下几个特点:
(1)进入硫磺回收装置的再生烟气温度较低,设计值160℃,实际运行时只有110~140℃;
(2)O2的体积分数较高,O2的体积分数设计值为0.2%,实际运行时在0~3%,非正常情况下最高可达5%以上,而且频繁波动;
(3)SO2的体积分数设计值高达5.10%,正常运行时在0~5%波动;
(4)主要成分为N2,其体积分数在90%左右。
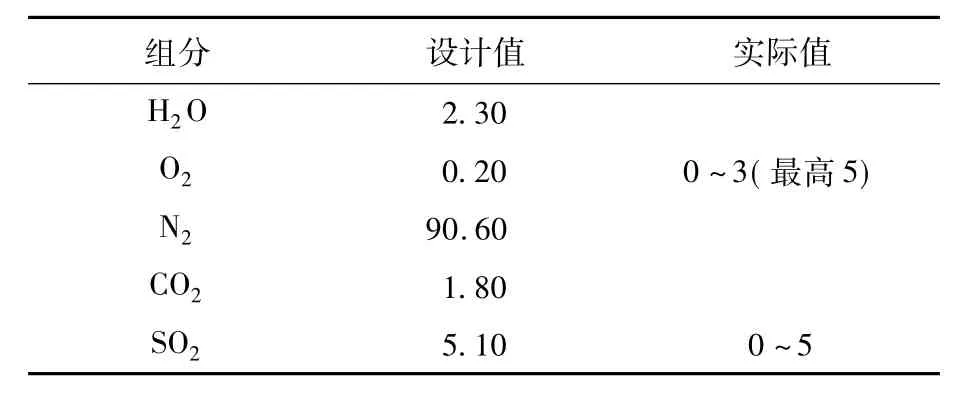
表1 S-Zorb再生烟气的组成 %
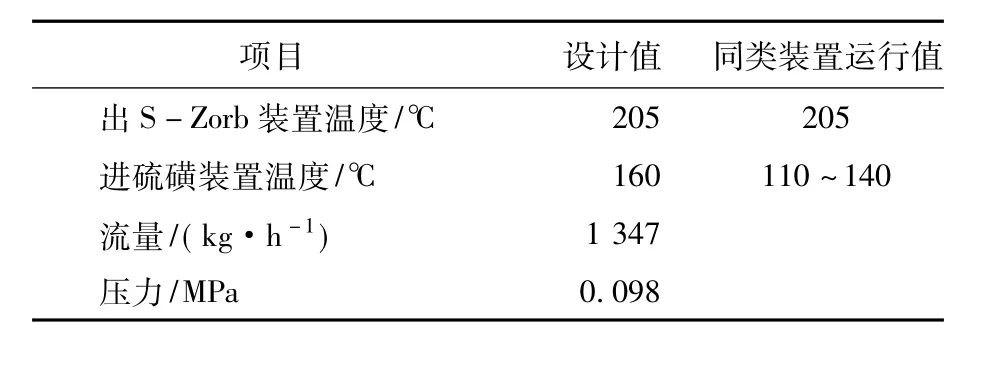
表2 进入硫磺回收装置的再生烟气的主要运行数据
2 S-Zorb再生烟气进入硫磺回收装置流程比较
根据S-Zorb再生烟气的特点,S-Zorb装置再生烟气进入硫磺回收装置有以下几种流程:(1)与硫磺装置原料中的酸性气体混合后进入制硫燃烧炉;(2)与制硫炉后的过程气混合后进入制硫反应器;(3)将S-Zorb再生烟气引入加氢反应器,但需采用低温耐氧高活性尾气加氢催化剂。
2.1 与酸性气体混合后进入制硫燃烧炉
S-Zorb再生烟气与硫磺原料中的酸性气混合后进入制硫燃烧炉的流程见图1。

图1 S-Zorb再生烟气与酸性气体混合进制硫炉的流程
S-Zorb再生烟气与硫磺原料中的酸性气混合后进入制硫燃烧炉的流程具有以下优点:
(1)由于将S-Zorb再生烟气引至酸性气管线即可,投资少,施工方便;
(2)烟气进反应炉后,只需提高酸性气预热温度就能将反应炉温度控制在指标范围内;
(3)通过及时降低反应炉空气量,可将第三硫冷器出口尾气中的H2S与SO2的体积比、加氢反应器床层温升、加氢尾气中H2含量等指标恢复至工艺要求范围内。
该流程的缺点有:
(1)S-Zorb再生烟气与酸性气混合后的气体中有一定量的氧存在,可能发生反应炉酸性气烧嘴回火,为此必须合理控制硫磺装置负荷和烟气流量,减少混合后酸性气中O2含量,控制好炉头压差,降低回火发生率;
(2)S-Zorb再生烟气中O2及SO2的体积分数高,且波动范围较大,引入制硫燃烧炉带来的直接问题是装置配风难以随S-Zorb再生烟气组成的变化随时进行调整,会造成装置操作波动及制硫单程转化率降低,还会造成硫磺尾气SO2体积分数升高;
(3)S-Zorb再生烟气的主要成分为N2,而N2为惰性气体,不参与反应,而且温度低,与酸性气混合后,在制硫燃烧炉内的温度达到1 100℃以上,导致装置能耗大幅增加。
2.2 与制硫炉后过程气混合后进入制硫反应器
S-Zorb再生烟气与制硫炉后过程气混合后进入制硫反应器的流程见图2。
S-Zorb再生烟气与制硫炉后过程气混合后进入制硫反应器的流程具有以下优点:
(1)与S-Zorb再生烟气和原料酸性气混合引至制硫燃烧炉流程相比,该流程不会增加酸性气预热器1.3 MPa蒸汽的消耗量,处理S-Zorb再生烟气所增加的能耗相对较低;
(2)S-Zorb再生烟气进入位置在反应器前面,不会发生回火;
(3)制硫燃烧炉操作相对稳定。
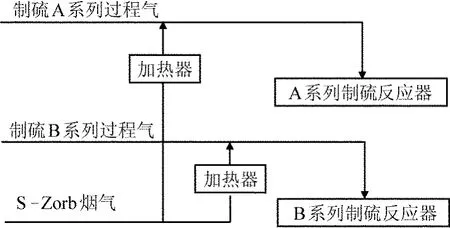
图2 再生烟气与制硫炉后过程气混合后进入制硫反应器的流程
该流程存在以下缺点:
(1)S-Zorb再生烟气进入硫磺装置的温度较低,只有110~140℃,如与制硫炉后过程气混合后引入制硫一级转化器或二级转化器,需要增上加热器,以便将烟气温度提升至230~250℃,增加了投资和装置运行能耗;
(2)S-Zorb再生烟气中O2及SO2的体积分数高,且波动范围较大,如果引入一、二级转化器,装置配风难以随S-Zorb再生烟气组成的变化随时进行调整,将会造成装置运行不够稳定及硫的单程转化率降低;
(3)由于S-Zorb再生烟气中含有O2且其体积分数波动频繁,可能引起制硫催化剂中毒,因此制硫催化剂最好为抗漏氧催化剂;
(4)S-Zorb再生烟气中的氮气会增加第一、第二再热器的蒸汽消耗量,还原炉和焚烧炉的瓦斯消耗量,增加了装置的能耗。
2.3 S-Zorb再生烟气与制硫尾气混合后进入加氢反应器
将S-Zorb再生烟气引入加氢反应器流程具有如下优点:
(1)S-Zorb再生烟气引入尾气加氢反应器能使制硫工序的操作保持相对稳定;
(2)S-Zorb再生烟气中含有约90%的N2,理论上会增加硫磺装置的能耗,在技术成熟的情况下,S-Zorb再生烟气的引入位置越靠后,硫磺装置的能耗越低,因此该流程的能耗较前两种流程低;
(3)采用低温催化剂可以将加氢反应器的入口温度从290℃降至230~240℃,降低了还原炉燃料气消耗量,装置能耗低;
(4)投资少,施工方便,只需将S-Zorb再生烟气引至加氢反应器入口即可;
(5)S-Zorb再生烟气引入Claus尾气加氢反应器,理论上O2及 SO2加氢需要增加H2的消耗。S-Zorb再生烟气的体积占Claus尾气的比例大约3%左右,经计算需要增加的H2消耗量最大不超过1%。但使用LSH-03低温耐氧高活性Claus尾气加氢催化剂,由于催化剂加氢活性高,与普通加氢催化剂相比,H2余量可以控制在较小的范围(1% ~3%)内。因此,多余的H2可以满足S-Zorb再生烟气加氢的要求,不需要增加H2的加入量。
该流程的缺点是:由于S-Zorb再生烟气具有温度低、SO2和O2体积分数高等特点,需采用低温耐氧高活性尾气加氢催化剂,目前国产的已实现工业应用的这类催化剂只有中国石油化工股份有限公司齐鲁分公司研究院开发的LSH-03,这种催化剂价格比普通加氢催化剂高7万~8万元/t,因此装置运行费用较高。
3 3种方案处理S-Zorb再生烟气投资、能耗及经济效益比较
3.1 投资、能耗比较
在投资方面,将S-Zorb再生烟气引入制硫燃烧炉和加氢反应器的流程投资较少;若将再生烟气引入制硫反应器,需要增加再热器,增加投资较多,约为前两种方案的10倍。从投资来看应该选择将S-Zorb再生烟气引入制硫燃烧炉和加氢反应器的流程。
在装置能耗方面,将S-Zorb再生烟气引入制硫燃烧炉,增加的能耗最高;引入制硫反应器增加的能耗约为前者的40%;使用低温加氢催化剂,将S-Zorb再生烟气引入加氢反应器,由于加氢反应器入口温度比常温加氢催化剂降低50 K,可以降低装置的能耗。因此,从能耗角度来看,应该选择将S-Zorb再生烟气引入加氢反应器的流程。
3.2 经济效益比较
国内某公司1 500 kt/a S-Zorb装置再生烟气引入2套70 kt/a硫磺装置进行处理,将S-Zorb再生烟气引入制硫燃烧炉。根据实际运行数据,在负荷90%左右情况下,装置每生产1 t硫磺能耗增加12.16 kg标油;如果装置负荷下降到60%,生产1 t硫磺能耗增加32.965 kg标油以上。
造成能耗增加有以下4个原因:
(1)投用酸性气预热器,增加了1.3 MPa蒸汽消耗;
(2)过程气惰性气体流量增加,引起各炉子瓦斯耗量增加;
(3)再生酸性气回流量增加,如果尾气要求达到原先的净化效果,必须增加重沸器蒸汽流量;
(4)装置过程气氢含量下降,焚烧炉瓦斯流量增加。
中国石化上海石油化工股份有限公司装置新建S-Zorb装置和硫磺装置规模与国内某公司基本相同,硫磺装置处理S-Zorb再生烟气增加的能耗也应该基本相同。以装置负荷90%,每年制硫144 kt计算,3种流程的经济效益如下。
(1)采用将S-Zorb再生烟气与原料中的酸性气混合引入制硫炉的流程,每年将会增加能耗0.01 216×160 000×90%=1 751.04 t标油,约合290万元。
(2)将S-Zorb再生烟气与制硫过程气混合引入制硫反应器,采用此流程增加的能耗为第一种流程的40%,每年增加能耗为1 751.04×40%=700.42 t标油,约合116万元。
(3)将S-Zorb再生烟气引入加氢反应器,采用此流程降低的能耗约为第一种流程增加能耗的20%,因此每年可减少能耗1 751.04×20%=350.208 t标油,约合58万元。由于低温加氢催化剂比常规加氢催化剂价格高8万元/t,硫磺装置加氢催化剂的装填量为42.4 t,使用寿命为6 a,因此每年增加的催化剂费用为42.4×8÷6=56.5万元,这部分费用与能耗减少的费用基本持平,因此将S-Zorb再生烟气引入加氢反应器(低温催化剂)流程经济效益最好。
4 结语
经过比较,3种流程中采用低温耐氧高活性催化剂,将S-Zorb再生烟气引入加氢反应器的流程操作最稳定,装置能耗最低,经济效益最好。同类装置的实际运行情况表明,净化后烟气的SO2排放量低于国家环保标准,是目前S-Zorb再生烟气较理想的处理方式。
Comparison among Processes of S-Zorb Regeneration Flue Gas’Flowing into Sulfur Recovery Unit
Wang Mingwen
(Petroleum Refining Division,SINOPEC Shanghai Petrochemical Co.,Ltd.200540)
As the regeneration flue gas in S - Zorb gasoline adsorption desulfurization plant contains plenty of SO2,it needs to be conveyed to sulfur recycling unit for recovery and treatment.Based on comparison in advantages and disadvantages of three processes,it concluded that the process of adopting low temperature arotolerant high activity hydrogenation catalyst,and introducing S - Zorb regeneration flue gas into hydrogenation reactor was the optimal one with its best stability,lowest energy consumption,and highest economic profit.
gasoline,adsorption desulfurization,regeneration flue gas,treatment,sulfur
1674-1099 (2012)02-0035-04
X701.3
A
2012-02-10。
王明文,男,1982年出生,2006年毕业于西安交通大学化学工程与工艺专业,工程师,现从事工艺管理工作。
