纸机钢制烘缸技术存在的问题及对策分析
2011-12-31刘超锋
刘超锋
(郑州轻工业学院河南省表界面科学重点实验室,河南郑州,450002)
按照在工艺流程中的作用,造纸行业的钢制烘缸可以分为造纸烘缸和热压缸(铸涂烘缸)。其中,造纸烘缸用于纸机干燥部,作为纸张或毛毯的干燥设备。铸涂烘缸作为铸涂的关键装置,专门用于生产铸涂纸。在造纸行业,不管是造纸烘缸还是铸涂烘缸,一百多年来的多是铸铁[1]材料的。钢制烘缸的工作原理与铸铁烘缸相同:烘缸在运转中,内通蒸汽将输送的纸张烘干烫光。其工作介质可以是蒸汽或者导热油,一般主要是蒸汽。但是,钢制烘缸与铸铁烘缸的特点却不相同。国内对钢制烘缸技术存在问题的分析和对策的研究也不多。
1 钢制烘缸的优点和缺点
铸铁烘缸需要纸机制造厂有专门的铸造设备,铸造过程比较复杂,使得纸厂订购的铸铁烘缸受制于较长的交货期。相比之下,从事钢制压力容器的机械厂更多,制造过程相对简单,因此钢制烘缸交货期相对较短。与铸铁烘缸相比,钢制烘缸在使用过程中的优点是:缸面光泽度更高;缸壁更薄,避免了铸铁烘缸的铸造缺陷而更安全;比相同尺寸的铸铁烘缸的传热能力高,甚至能保证纸张边缘的干燥能力;在设计寿命期内,没有铸铁烘缸出现的蒸汽压力随着使用年限的增加而减压运行的弊端。因此,大型钢制扬克缸可以用于国内生活用纸的生产。对新纸机而言,传热量需求更少可使生产线烘缸的数量更少,可节约投资成本和空间。对现有纸机的改造而言,在安装相同数量烘缸的情况下,由于钢制烘缸的端盖可以设计成平盖的,和相同面宽的传统铸铁烘缸相比,钢制烘缸可以干燥更宽的纸张。尽管钢制烘缸存在很多优点,但是还存在以下问题有待解决:钢制烘缸的应用不是很广泛,在高车速下的性能还需时间检验;钢制烘缸的制造过程包含焊接,需要采取措施防止焊接接头缺陷和消除焊接残余变形。钢制烘缸应用中存在的问题值得研究。
2 钢制烘缸的选材和结构设计
钢制烘缸属于国内的一类压力容器,必须遵守TSG R0004—2009《固定式压力容器安全技术监察规程》以及GB150—1998《钢制压力容器》有关受压元件材料选用的规定。其结构由缸体、与缸体焊接或螺栓连接的缸盖(较多为无折边球形封头,也有平盖)、轴头、人孔(或手孔)等部件组成。钢制烘缸的缸体和缸盖材料[2],可选用Q235-B、Q235-C、Q245R、Q345R(对应于日本的SB450)等压力容器或锅炉用钢。缸盖也可由铸钢浇铸而成。钢制烘缸因为是钢板卷焊的,大直径的烘缸刚性较差,加上焊接残余应力,因此需要增补加强筋。例如,为了保证缸盖的安全,可以在缸盖内表面沿径向均匀布置加强筋。如果在缸体内设计加强筋,还可以强化传热。
钢制烘缸的允许工作压力由造纸工艺来确定,一般为0.1~0.8MPa,也有达到1.0MPa的。钢制烘缸的外径和幅面宽度是其主要规格尺寸,一般参考造纸工艺以及包括GB150—1998、ASME-VIII-1或PED等标准在内的规定来综合考虑。钢制烘缸的外径越大则产量越大,外径不同,圆柱度公差随着公差等级的不同而不同。有关钢制烘缸的检查孔,有关规定指出,外径较小时,应开设手孔;外径较大时,则需要在缸盖上开设人孔。此外,还必须设计两孔(相隔180°),用于烘缸水压试验用的放气孔及排水孔。钢制烘缸的外径越大,烘缸的平衡越困难。钢制烘缸的幅面宽度越大,测量烘缸的圆柱度公差所需要的测量面积越大。有报道的钢制烘缸的最大外径和最大幅面宽度分别是9m和6m。
缸体最初的厚度按照可以承受的压力辊负荷和压力辊压区的数量确定。影响钢制烘缸厚度附加量的因素是卷板的圆度误差、双面焊的变形量、不超过20年的设计使用年限、设计寿命期内车磨的时间间隔及每次的车磨加工余量,主要考虑烘缸缸体为满足生产工艺要求所需的刚度、腐蚀和磨损裕度。
3 钢制烘缸的制造
与铸铁烘缸制造过程中需要铸型和时效处理的复杂制造工序相比,钢制烘缸的制造比较简单。
钢制烘钢制造过程如下:制造缸盖→制造缸体→缸体的质量控制→加工心轴→检查部件→组装部件及质量控制→试运行缸体→组装冷凝系统→组装轴头→最后的无损检测和耐压试验→预磨和金属喷涂→冷热试验→出货。其中,缸体制造主要包括焊制、退火、车削、磨削、精磨、抛光、电镀、抛光、修补缺陷、抛光、电镀、抛光、无损检测。焊接过程容易出现缺陷,例如,惠州市锅炉压力容器监察检验所对新投用的某纸厂烘缸(设计压力1.1MPa,腐蚀裕度2.0mm,焊缝系数0.85,材质20g和20号钢)检验时发现[3],烘缸端盖与主轴连接的角焊缝存在纵向焊接冷裂纹(最长20mm);筒体对焊区域最小厚度仅4.5mm,小于校核计算厚度。由此看出重视钢制烘缸制造质量的意义。
钢制烘缸的直径越大,制造时的焊接变形越难控制;钢板烘缸缸面材料的硬度比铸铁低,不一定比合金铸铁烘缸缸面材料耐腐蚀,尤其是纸张接触不到的边缘部位可能烂边,因此,在制造工序中,需要采取保护缸面的特殊处理措施,以保证缸面达到规定的硬度、致密度和结合强度。
主要用于薄页纸生产的内壁有沟纹和集水管的扬克烘缸可以提高干燥能力。与脆性材料铸铁制造的烘缸相比,不锈钢扬克烘缸[4]在设计寿命期内可保持恒定的干燥性能,还可以避免事故。经过特殊金属喷涂后的不锈钢扬克烘缸表面耐磨性能、起皱效果非常好。在国外,钢制烘缸生产厂家主要有意大利Toscotec SpA和奥地利ANDRITZ等(见表1)。表2是国内生产钢制烘缸的情况。

表1 国外纸机厂生产钢制造纸烘缸的情况
4 钢制烘缸的使用
造纸企业为了提高产量,可以对烘缸进行技术改造。措施之一是把铸铁烘缸改为钢制烘缸。使用钢制烘缸可以节省投资和能源。例如,浙江兰溪造纸厂33t/d的纸板机,采用钢制大直径烘缸可减少80%的投资,1年便投产使用,使用过程中与生产同类纸相比节省蒸汽50%。铸铁烘缸的漏气问题是因为密封很难。钢制烘缸的端盖和缸体可以采取焊接,只要焊接质量得到保证,密封就不成问题。钢制造纸烘缸直径4572mm(15ft)以下的有运行实例;直径4572nm以上的高车速并且大直径的烘缸运行实例比较少见。在国内,南方一些造纸厂以前自制的钢制烘缸最大直径甚至大于6m。但是,国内生产的大直径钢制烘缸的车速较低,而且因为烘缸表面处理技术不成熟导致耐腐蚀性能不够,硬度提高也比较难,使缸面容易被刮刀划出伤痕。在国外,纸机钢制扬克缸用于卫生纸机时,车速甚至能达到2400m/min。除提高钢制烘缸的允许车速外,国内造纸企业推广钢制烘缸的技术关键是:尽量减少纸厂定期喷涂磨缸的费用。某造纸厂一台φ6230mm×1400mm的钢板焊接烘缸,用时1个多月、花费3万多元(1985年价)在工作面喷涂约2mm厚的不锈钢。但是,此烘缸使用6年多以后,表面镀层剥离宽35mm、长340mm、深约1mm。被迫再次进行修复,修复工艺是:停机2h使烘缸温度降到40℃后,开始酸洗,再用清水冲刷,用钢丝刷刷至露出金属光泽,再用清水冲去铁锈和污垢,待水迹干后用脱脂棉蘸丙酮洗4次,丙酮挥发后,用调好的胶料均匀涂覆在表面;用刮刀刮平;8h后基本固化,最后用细砂纸和油石磨平即可开机。投产10天后,复查情况良好。在此次修复中,所使用的中科院大连化物所配制的结构修补胶的主要成分为耐高温环氧树脂+橡胶型增韧剂+改性的耐高温、高湿的芳香性固化剂+耐磨金属粉末。国外产钢制烘缸在纸厂的使用情况分别见表3。
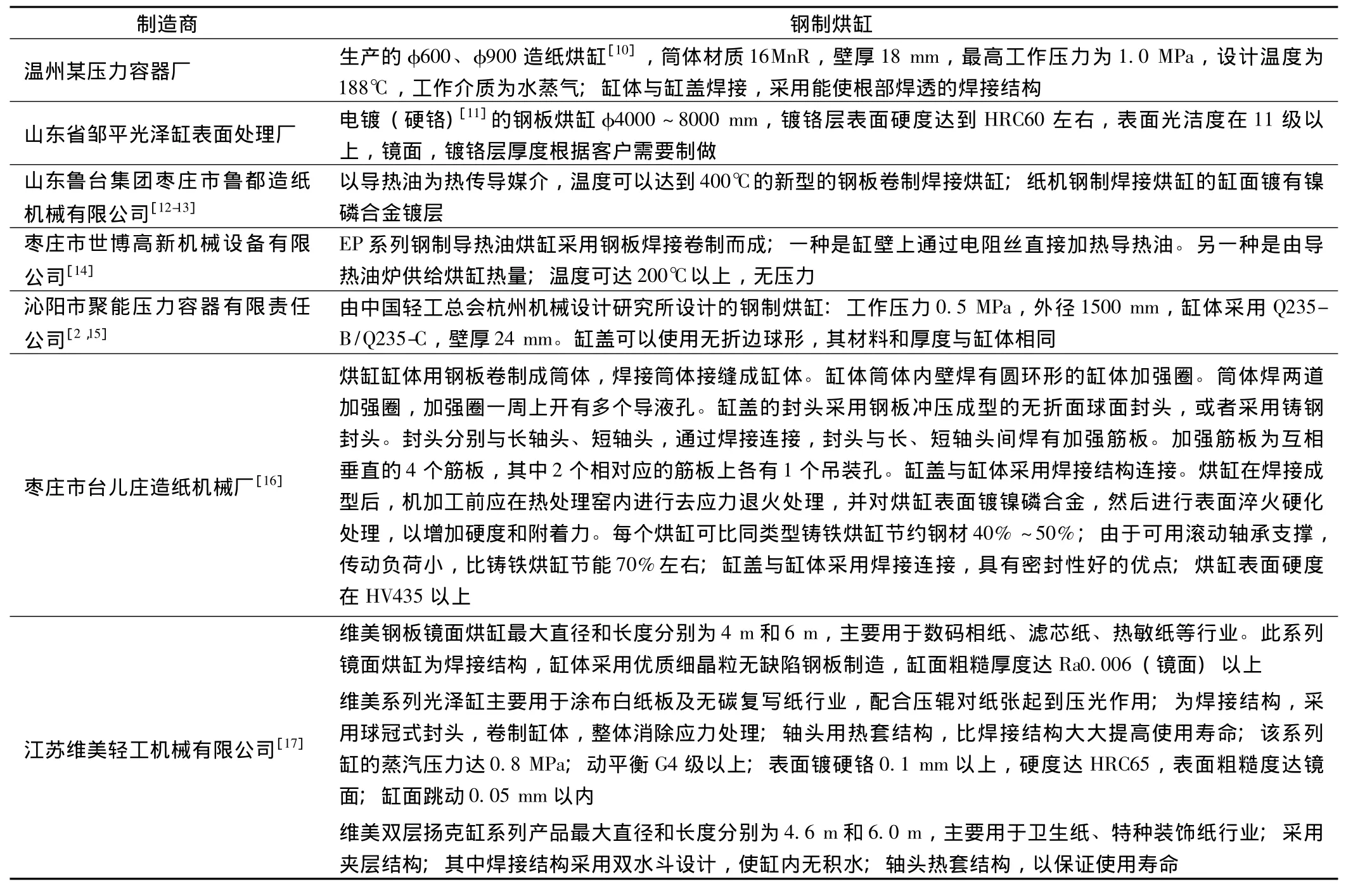
表2 国内生产钢制造纸烘缸的情况
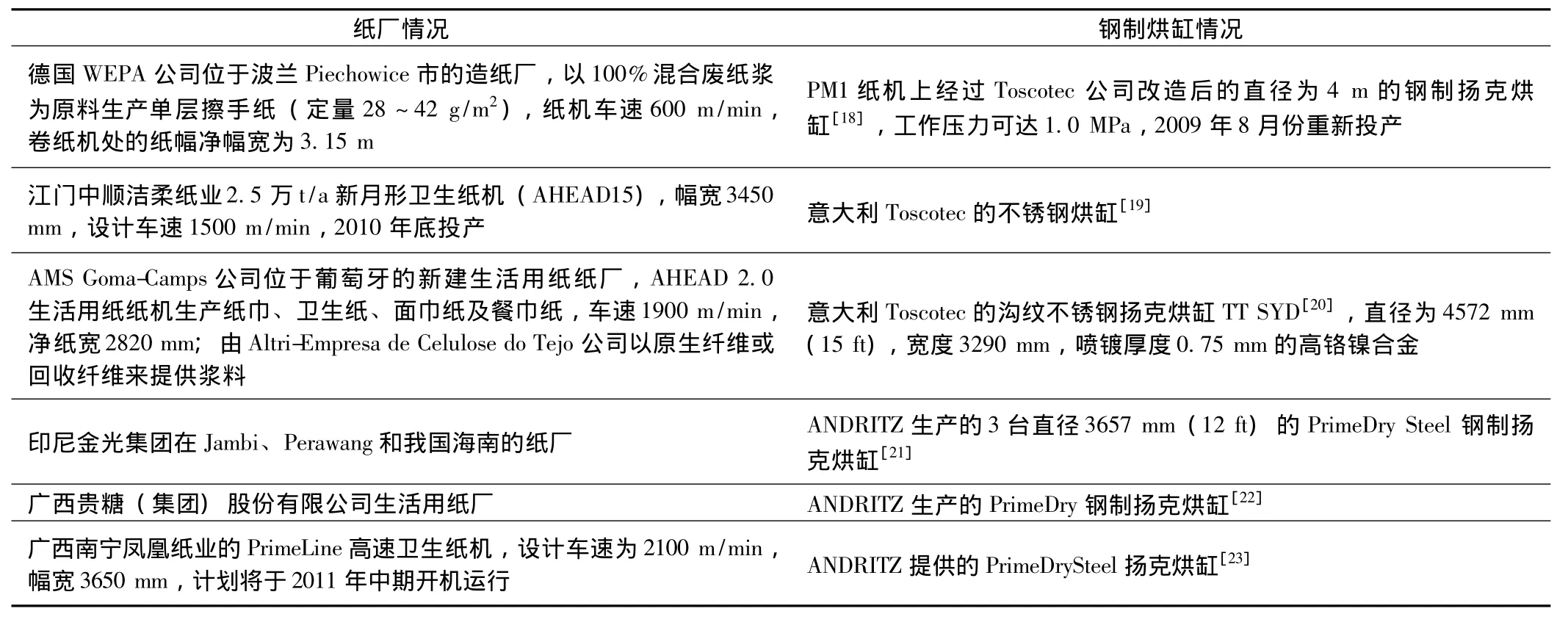
表3 国外钢制造纸烘缸在纸厂的使用情况
5 结语
近年来,随着生活用纸纸机车速的不断提高,钢制烘缸的应用逐渐增多。新投产的大型纸机上配置的高车速钢制烘缸说明了这一点。在我国,钢制烘缸的设计、制造和使用方面的经验明显不足,以下问题急需解决:
(1)造纸机用钢制烘缸的行业规范更新较慢。建议相关部门参考纸机铸铁烘缸设计规定和技术条件的更新周期,研讨制定纸机钢制烘缸设计规定,及时更新纸机钢制烘缸技术标准与要求。
(2)解决钢制烘缸制造工序中难度比较大的缸体外表面处理成本高、性能差的问题及其他制造难题。
(3)引进国外钢制烘缸先进技术的相关纸厂,应加强对引进设备使用性能的消化理解,提高钢制烘缸的国产化水平,降低纸厂钢制烘缸的采购价和维护成本。
[1]李 杰,焦 磊,王乐勤,等.大型高压铸铁烘缸有限元分析与应力产生机理[J].中国造纸学报,2005,20(2):160.
[2]章春亮.造纸机用钢制烘缸设计[J].中国造纸,2001,20(1):47.
[3]欧阳小平.碳钢烘缸检验中发现的问题与对策[J].锅炉压力容器安全技术,2001(1):52.
[4]GB门努奇,S皮耶鲁奇尼,P拉法埃利,等.用于纸机的扬克式烘缸:中国,CN101641475A[P].2010-02-03.
[5]黄德游.赴西班牙考察“萨雷欧”公司铸涂机及赴西德参观铸涂烘缸加工、镀铬厂的报告[J].上海造纸,1987(3):33.
[6]Mirka Sireni,Klaus Gissing.经济适用型卫生纸机[J].国际造纸,2010,29(4):28.
[7]陈海昌.钢结构扬克烘缸[J].生活用纸,2006(20):44.
[8]特斯克的创新产品—TT-SYD钢制扬克烘缸[J].生活用纸,2009(18):39.
[9]Luca Mignain.钢制扬克烘缸[J].生活用纸,2009(5):37.
[10]叶德青.超声波探伤在造纸烘缸平盖与筒体对接焊缝检验中的应用[J].轻工机械,2007,25(2):73.
[11]山东省邹平光泽缸表面处理厂[J].中华纸业,2002(3):29.
[12]尚 进,高永法.油热式钢制焊接烘缸:山东造纸学会第十一届学术年会论文集[C].2006.
[13]俞德友.走出困境的创业者——记山东鲁台造纸机械集团董事长李振中[J].上海造纸,2005,36(5):6.
[14]枣庄市世博高新机械设备有限公司.EP系列钢制导热油烘缸[EB/OL].[2010-11-13].http://shibojixie.com/productshow.asp?id=18.
[15]沁阳市聚能压力容器有限责任公司.钢制烘缸[EB/OL].[2010-11-15].http://www.jnylrq.com/content.asp?id=18.
[16]马士中,崔树林,谢运深,等.造纸机械用焊接烘缸及生产方法:中国,CN1105079A[P].1995-07-12.
[17]江苏维美轻工机械有限公司.江南烘缸产品系列[EB/OL].[2010-11-15].http://www.weimeijx.com/ProList.asp?BigID=4?d=83&id=207.
[18]陈祥津,译.WEPA公司PM1卫生纸机改用钢制扬克烘缸[J].生活用纸,2010(1):48.
[19]江曼霞,张玉兰,周 杨.2009年生活用纸行业概况和展望[J].造纸信息,2010(8):19.
[20]生活用纸纸厂的综合型节能技术[J].经济导报:纸业技术,2010(2):8.
[21]ANDRITZ.世界级PM6[EB/OL].[2010-05-06].http://www.andritz.com/iss_20_cn.pdf.
[22]中国生活用纸信息网.2007年12月第六届生活用纸企业家俱乐部会议在南宁召开[EB/OL].[2010-03-23].http://www.cnhpia.org/html/NewsDetail_1439.htm.
[23]羡羽佳.安德里茨公司为南宁凤凰纸业提供高速卫生纸机[J].造纸信息,2010(4):68.